打散分级机回转部分及传动设计(工作原理和结构分析)
来源:56doc.com 资料编号:5D2277 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2277
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
本次毕业设计的课题是“SF500/100打散分级机回转部分及传动设计”。打散分级机主要是用来打散辊压机辊出的料饼,并将打散后的物料粗细分选出来。从开始传动方案的确定,由于本设计打散分级机功能的要求,整个思路就是双轴传动,首先是分级部分,调速电机通过联轴器直接驱动主轴旋转,因为风轮分选不同粒径的要求,所以风轮的转速是变化的,其次是打散部分,采用一级皮带减速带动中空轴旋转,双传动系统实现了打散物料和分级物料须消耗不同能量和不同转速的要求。在方案二的改进设计中,将打散部分和分级部分分开,缩短了主轴的长度,并且省去前方案中空轴的设计,这样提高了两根轴的使用寿命,优化了轴的设计,结构上更简单。
打散分级机是与辊压机配套使用的新型料饼打散分选设备,该设备集料饼打散与颗粒分级于一体,与辊压机闭路,构成独立的挤压打散回路。由于辊压机在挤压物料时具有选择性粉碎的倾向,所以在经挤压后产生的料饼中仍有少量未挤压好的物料,加之辊压机固有的磨辊边缘漏料的弊端和因开停机产生的未被充分挤压的大颗粒物料将对承担下一阶段粉磨工艺的球磨系统产生不利影响,制约系统产量的进一步提高。因为辊压机操作规程规定:设备启动时液压系统应处于卸压状态。所以,在辊压机启动过程中将有大量未经有效挤压的物料通过辊压机。这也是在打散分级机介入挤压粉磨工艺系统前的挤压预粉磨工艺系统产量提高幅度不大且存在较大波动的重要原因。打散分级机介入挤压粉磨工艺系统后与辊压机构成的挤压打散可以消除上述不利因素,将未经有效挤压,粒度和易磨性未得到明显改善的物料返回辊压机重新挤压,这样可以将更多的粉磨移至磨外有高效率的挤压打散回路承担,使入磨物料的粒度和易磨性均获得显著改善。此时,由于入磨物料的粒度分布由宽到窄,细而均齐,不同粒径的物料有序地分布于球仓和段仓中被研磨,从而使各种不同规格的球、段研磨群体的配置更加具有明确的针对性,有效地抑制球磨系统常见的过粉磨现象,这将更加有利于提高球磨系统的粉磨效率,避免了在效率低下的球磨系统中机械能无谓的大量流失,获得大幅度增产节能的效果。在用于生料制备时,该设备还具有良好的烘干功能。经改造后,有辊压机、打散分级机和球磨系统构成的挤压联合粉磨系统可使球磨系统增产100-200%,节电30%以上,研磨体消耗降低60%以上的效果。
打散分级机的工作原理
打散分级机的打散方式是采用离心冲击粉碎的原理,经辊压机挤压后的物料呈较密实的饼状,由对称布置的进料口连续均匀地喂入,落在带有锤形凸棱衬板的打散盘上,主轴带动打散盘高速旋转,使得落在打散盘上的料饼在衬板锤形凸棱部分的 作用下得以加速并脱离打散盘,料饼沿打散盘切线方向高速甩出后撞击到反击衬板上后被粉碎。由于物料的打散过程是连续的 ,因而从反击衬板上反弹回的物料会受到从打散盘连续高速飞出物料的再次剧烈冲击而被更加充分地粉碎。必须强调的是,打散盘衬板表面的锤形凸棱的作用有别于传统的锤式破碎机的锤头,其主要作用是避免物料在打散盘甩出时具有较高的初速度,从而获得较大的动能,能够有力地撞击沿打散盘周向布置的反击衬板,用以强化对料饼的冲击粉碎效果。被打散的物料通过环形通道均匀地落入分级区。
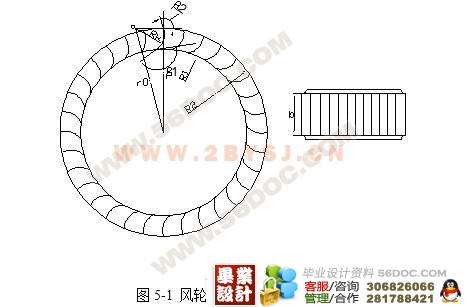
经过打散粉碎后的物料在挡料锥的导向作用下通过挡料锥外围的环形通道进入在风轮周向分布的风力分选区内。物料的分级应用的时惯性原理和空气动力学原理,粗颗粒物料由于其运动惯性大,在通过风力分选区的沉降过程中,运动状态改变较小而落入内锥通体被收集,由粗粉卸料口卸出返回,同配料系统的新鲜物料一起进入辊压机上方的称重仓。细粉由于其运动惯性小,在通风风力分选区的沉降过程中,运动状态改变较大而产生较大的偏移,落入内锥筒体之间被收集,由细粉卸料口卸出送入球磨机继续粉磨或入选粉机直接分选出成品。
在用于生料制备时,由于风轮的高速旋转所产生的负压和出风口所接的后排风机所产生的负压,热风入口被引入,经风轮沿径向连续送出,打散过的物料在经过风力分选区的沉降过程中形成较均匀的料幕于热风充分接触做热交换而得以烘干,湿热气体经过风口排出。由于经过风力分选区的物料在悬浮状态下与热风接触,所以热交换效率较高,烘干效果显著。
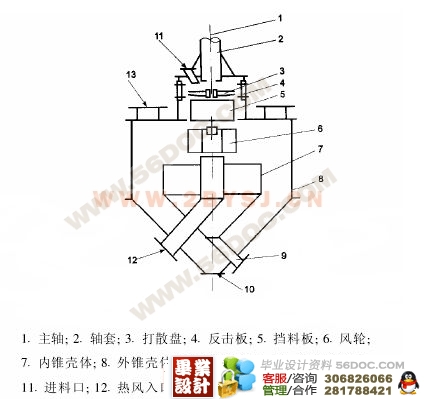
回转部分分析
回转部分主要由主轴、中空轴、打散盘、风轮、轴承、轴承座、密封圈等组成,本设计采用了双回转方式,即中空轴带动打散盘回转,产生动力来打散挤压过的物料,主轴带动风轮旋转产生强大有力的风力场用来分选打散过的物料。打散盘上安装带有锤形凸轮的耐磨衬板,在衬板严重磨损后需要换新的衬板。风轮在易磨损部位堆焊有耐磨材料以提高风轮的使用寿命。本回转部件因为是立式安装,随着使用期的加长,密封圈的磨损,润滑油的溢漏是难免的。所以在该系统中还设有加油口,通过润滑系统自动加油或手动加油,以使各轴承在良好的润滑状态下运转。该系统中还设有轴承温度检测口,用于安装端面热电阻,保证连续检测温度并报警。
目 录
1 前言………………………………………………………………………………1
2 总体方案论证…………………………………………………………………2
2.1 打散分级机的工作原理………………………………………………………2
2.2 打散分级机的结构分析………………………………………………………2
2.3 转子部分分析…………………………………………………………………3
2.3.1 回转部分分析…………………………………………………………………4
2.3.2 传动部分分析…………………………………………………………………4
3 打散部分设计……………………………………………………………5
3.1 电动机的选择…………………………………………………………………5
3.2 带轮的设计计算………………………………………………………………6
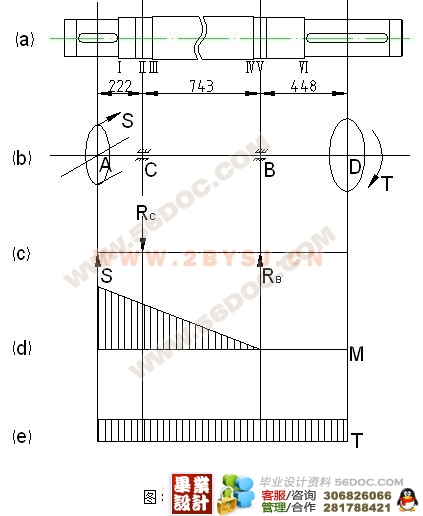
3.3 轴的设计与强度校核…………………………………………………………8
3.3.1 选择轴的材料……………………………………………………………8
3.3.2 确定输出轴运动和动力参数……………………………………………8
3.3.3 轴的结构设计…………………………………………………………8
3.3.4 计算轴的受力…………………………………………………………10
3.3.5 轴的疲劳强度校核……………………………………………………11
3.3.6 轴的静强度校核………………………………………………………16
3.4 滚动轴承的寿命计算………………………………………………………16
4 分级部分设计……………………………………………………………18
4.1 电动机的选择………………………………………………………………18
(毕业设计网 )
4.2 轴的设计……………………………………………………………………18
4.2.1 选择轴的材料………………………………………………………………18
4.2.2确定输出轴运动和动力参数……………………………………………18
4.2.3 轴的结构设计………………………………………………………………19
5 风轮的结构设计……………………………………………………………18
6 结论…………………………………………………………………………23
参考文献……………………………………………………………………24
致谢………………………………………………………………25
附录……………………………………………………………………26
附 录
方案一
1 转子部装 SF5000-03-00 A1
2 风 轮 SF5000-03-01-00 A2
3 支 架 SF5000-03-01-01 A4
4 钢 板 SF5000-03-01-02 A4
5 叶 片 SF5000-03-01-03 A4
6 托 架 SF5000-03-01-04 A4
7 压 帽 SF5000-03-02 A4
8 打 散 盘 SF5000-03-03-00 A2
9 筋 板 SF5000-03-03-01 A4
10 钢 板 1 SF5000-03-03-02 A4
11 钢 板 2 SF5000-03-03-03 A4
12 衬 板 1 SF5000-03-03-04 A3
13 衬 板 2 SF5000-03-03-05 A3
14 主 轴 SF5000-03-04 A3
15 中 空 轴 SF5000-03-05 A3
16 轴 承 座 SF5000-03-06 A2
17 大 带 轮 SF5000-03-07 A3
18 小 带 轮 SF5000-03-08 A3
19 压 板 SF5000-03-09 A4
方案二
1 打散部装 DSF500-01-00 A1
2 带 轮 DSF500-01-01 A3
3 打 散 轴 DSF500-01-02 A3
4 轴 承 座 DSF500-01-03 A2
5 风级部装 DSF500-02-00 A1
6 带 轮 DSF500-02-01 A3
7 风 轮 轴 DSF500-02-02 A3
参 考 文 献
[1] 成大先主编. 机械设计手册[M]. 北京: 化学工业出版社, 2004.
[2] 陈秀宁、施高义编. 机械设计课程设计[M]. 浙江: 浙江大学出版社, 1995.
[3] 徐锦康主编. 机械设计[M]. 北京: 机械工业出版社, 2001.
[4] 卜炎主编. 机械传动装置设计手册[M]. 北京: 机械工业出版社, 1998.
[5] 徐灏主编. 新编机械设计师手册[M]. 北京: 机械工业出版社, 1995.
[6] 胡家秀主编. 机械零件设计实用手册[M]. 北京: 机械工业出版社, 1999.
[7] 王旭,王积森主编. 机械设计课程设计[M]. 北京: 机械工业出版社, 2003.
[8] 褚瑞卿主编. 建材通用机械与设备[M]. 武汉: 武汉理工大学出版社, 1996.
[9] 张永龙, 包玮. 打散分级机在挤压联合粉磨工艺中的应用[J]. 水泥,1996, (9):26-28.
[10] 汤永忠.打散分级机的应用与改进[J].水泥,1998,(4):31-32.
[11] 王学敏.挤压联合粉磨工艺[J].新世纪水泥导报,1997,(1):31-35.
[12] 周建方主编. 材料力学[M]. 北京: 机械工业出版社, 2002. |
