еЊ вЊ
БОПЮЬтРДздКЃАВХєЗЩМЏЭХЃЌИУМЏЭХдгавЛЬЈаЁЙцИёЕФСЂЪНФЅЃЌЕЋВЛФмТњзуПЭЛЇЕФШеВњ2500tЕФ42.5МЖЫЎФрЕФвЊЧѓЃЌашвЊИФНјЩшМЦвЛЬЈCKPФЅЁЃБОЩшМЦЕФЩшМЦддђЪЧЬсИпЗлФЅФмСІЁЂдіДѓШыСЯСЃЖШЁЂМѕЩйЙЄвеСїГЬКЭеМЕиУцЛ§ЁЂМѕаЁЛЗОГЮлШОЁЂНЕЕЭЕчКФЁЂдіМгЩњВњаЇТЪЁЃИУCKPФЅЪЧдкЮќЪеЙњФкЭтЯШНјММЪѕЁЂОбщКЭНЬбЕЕФЛљДЁЩЯЃЌбажЦГіЕФвЛжжИпаЇНкФмЕФЫЎФрдЄЗлФЅЩшБИЁЃБОЩшМЦЪЧИљОнРэТлМЦЫуКЭЪЕМљРрБШЗЈШЗЖЈCKPФЅЙцИёВЮЪ§КЭЙЄзїВЮЪ§,НјааНсЙЙЩшМЦЁЃБОПЮЬтЪЧАДЩшМЦШЮЮёЕФвЊЧѓМЦЫуГіФЅЛњЕФВњСПЃЌШЛКѓдйРћгУФпЮФСњРЯЪІЕФЁЖжааФНјСЯШ§ЙѕСЂФЅЕФЩшМЦЗНЗЈЁЗвЛЮФЕФЩшМЦЫМТЗКЭЯжНёе§дкЪЙгУЕФCKPФЅЕФЙЄПіВЮЪ§ЕФЭГМЦзЪСЯНјааФЅЛњЕФжївЊВЮЪ§ЕФЩшМЦМЦЫуЁЃБОЩшМЦИФБфСЫСЂЪНФЅгУЗчЛњбЁЗлЖјВЩгУЛизЊЩИЕФЗНЗЈЃЌДгЖјНЕЕЭСЫЕчКФЁЃ
ЙиМќзжЃКCKPФЅ СЂФЅ ЩњВњаЇТЪ
Abstract
This subject comes from Peng Fei group, which the group originally had a small specification shaft mill, but can't satisfy the customer's requesting of produce 2500 t/ d of 42.5 classes cements,so a set of CKP mill was demanded to design.The principle of this design is to increases the ability of powder,enlarge the degree of grain into the shaft mill,reduce the craft process and the area of covering,reduce the pollution of the environment and the electricity consume, increase the produce efficiency.The CKP mill absorbed the domestic and international advanced technique, experience ,was researched to manufacture a kind of efficiently cement equipment that can economize on energyЁЏs previous smash mill.This design according to the theories compute and practical method computes with the certain CKP millЁЏs specification parameter ,work parameter then proceeding construction design. This lesson according to the reguest of the design mission work out the output of mill,then make use of Niwenlong teacherЁЏs text ЁЖThe design method of center input material three wheels shaft millЁЗ,according to the design method of this text and the using CKP at present millЁЏs working parameter statistics data then compute the main parameters.
Keywords: CKP mill shaft mill produce efficiency
ЫЎФрЗлФЅММЪѕЕФЗЂеЙзДПіЃКНјШы90ФъДњвдРДЃЌСЂФЅМАЙѕбЙЛњММЪѕЕУЕННјвЛВНЗЂеЙЁЃИїжЦдьЩЬЖМдкЬсИпЩшБИПЩППадЃЌЬсИпФЭФЅГФАх(ГФЬз)ЕФЪЙгУЪйУќЃЌИФНјФЅХЬЁЂбЁЗлЛњМАЦфЫќВПМўНсЙЙЃЌЬсИпЗлФЅаЇТЪЃЌНјвЛВННЕЕЭЕчКФЕШЗНУцзіГіСЫКмДѓХЌСІЁЃгЩгкЩњСЯХфКЯдСЯЕФвзФЅадБШЪьСЯКУЕФЖрЃЌЖдЛњаЕадФмвЊЧѓВЛЪЧКмИпЃЌМгжЎдСЯгаКцИЩвЊЧѓЃЌСЂФЅжеЗлФЅММЪѕдкдСЯЗлФЅЗНУцгІгУЕФИќЮЊЙуЗКЁЃЖдгкЫЎФрЗлФЅЃЌЙњМЪЩЯЖрВЩгУЙѕбЙЛњдЄЗлФЅЯЕЭГЁЃЮЊСЫКЭХЗУРЕФЙѕбЙЛњдЄЗлФЅЯЕЭГЯрПЙКтЃЌШеБОДЈЦщжиЙЄгк1987ФъПЊЗЂГіCKPФЅдЄЗлФЅЯЕЭГВЂж№ВНЕУвдЭъЩЦЁЃгюВПаЫВњвВЯрМЬПЊЗЂСЂФЅдЄЗлФЅЯЕЭГЁЃФПЧАетЯюММЪѕЙуЗКгУгкШеБОКЭЖЋФЯбЧЕиЧјЁЃдкжаЙњвбгУгкНФЯЁЊЁЊаЁвАЬяКЭЛЊаТЫЎФрГЇЁЃКЭЙѕбЙЛњЯрБШЃЌСЂФЅгУгкЪьСЯЗлФЅЕФжївЊгХЕудкгквЊЧѓЕФФЅЙѕбЙСІЕЭЃЌвђЖјЖджсГаМАФЅЫ№МўЕФвЊЧѓЕЭЃЌМДВЩгУЭЌбљЕФВФжЪЃЌСЂФЅЕФЩшБИПЩППадЁЂФЅЫ№МўЕФЪйУќЕШгХгкЙѕбЙЛњЁЃР§ШчЃКСЂФЅФЅЫ№МўЕФЪйУќПЩДя2ЭђаЁЪБвдЩЯЁЃЭЌЪБСЂФЅФЅЫ№МўЕФИќЛЛМЋЦфЗНБуЁЃСэЭтЃЌСЂФЅдЄЗлФЅЯЕЭГМђЕЅЃЌЯЕЭГЕФдЫааПЩППадНЯИпЁЃХЗжовЛаЉЙЋЫОдквЛаЉЙЄГЬжавВВЩгУСЂФЅдЄЗлФЅЯЕЭГЗлФЅЪьСЯЁЃ
CKPдЄЗлФЅЯЕЭГЕФЗЂеЙЃКШеБОДЈЦщжиЙЄДг1985ФъПЊЪМбаОПЙѕЪНФЅдЄЗлФЅЯЕЭГЁЃ1987Фъ10дТЃЌПЊЗЂСЫCKPдЄЗлФЅЯЕЭГЃЌФПЧАгаЫФжжЙЄвеСїГЬЁЃжаЙњЁЂШеБОЁЂЬЈЭхЁЂГЏЯЪЕШЙњМвКЭЕиЧјЕФЪЎМИИіЫЎФрГЇвбОПЊЪМВЩгУИУЯЕЭГЁЃ1985ФъЃЌжШИИЫЎФрЙЋЫОКЭДЈЦщжиЙЄвЕЙЋЫОПЊЪМСЊКЯПЊЗЂCKPдЄЗлФЅЯЕЭГЃЌЕквЛЬздЄЗлФЅЯЕЭГзАЛњШнСП4100KWЕФФЅЛњгк1987ФъЃЌАВзАдкжШИИЫЎФрЙЋЫОЕФжШИИЫЎФрГЇЁЃ
дкЁЖЪРНчЫЎФрЁЗ2000ФъЕк8ЦквЛЦЊгаЙиЬЈЭхЫЎФрЙЄвЕЕФЮФеТжаЃЌдјНщЩмСЫжаЙњзюДѓЕФЫЎФрЯюФПЕФНЈЩшЧщПіЁЃЬЈЭхЫЎФрЙЋЫО(Taiwan Cement Corporation)ИЖзмВУHui-Sheng YangКЭTCCЙЋЫОЕФJason Ching-Song kuoМАKer-Fu LuНщЩмСЫетзљзюДѓЫЎФрГЇЕФЙцЛЎКЭНЈЩшЧщПіЁЃ1994ФъЃЌЬЈЭхЫЎФрзюДѓЩњВњГЇМвЬЈЭхЫЎФрЙЋЫО(TCC)ОіЖЈдкЛЈСЋЯиКЭЦНЙЄвЕЧјаЫНЈКЭЦНЫЎФрГЇЁЃКЭЦНЙЄвЕЧјгЩROCОМУВП(MDEA)ЙЄвЕЗЂеЙОж(IDB)ПЊЗЂЃЌетЪЧАДеееўИЎЕФЛљгкЛЗОГПМТЧЃЌНЋЫљгаЫЎФрГЇДг1986ФъЦ№ШЋВПЧЈжСЬЈЭхЖЋКЃАЖЕФОіЖЈНјааЕФЁЃ
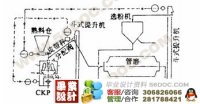
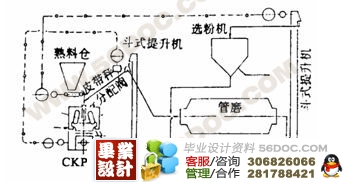
здЭЖдЫвдРДЃЌИУЯЕЭГвЛжБДІгкСМКУЕФдЫаазДЬЌЃЌЩњВњЕФЫЎФржЪСПЯджјЬсИпЃЌФЅЛњЮЌаоЗбгУЕЭЃЌЭЌЪБЃЌЫЎФрВњСПЯджјЬсИпЃЌФЅЛњЙІТЪЯћКФЯджјНЕЕЭЃЌЮЊСЫИФЩЦCKPдЄЗлФЅЯЕЭГЕФадФмКЭдЫзЊадЃЌСНЙЋЫОМЬајПЊЗЂКЭЪдбщаТЕФЯЕЭГЃЌНсЙћЃЌ1990ФъЫћУЧГЩЙІЕиПЊЗЂСЫВПЗждЄЗлФЅЪьСЯдйбЛЗЕНCKPФЅЛњжаЕФЯЕЭГЃЌМДCKPЁЊЁЊRЯЕЭГЁЃ
CKPФЅОпгавдЯТЬиЕуЃК
ЁЊЁЊФЅЛњВЛДјбЁЗлзАжУ(ШчЗжРыЦї)ЃЌвђДЫНсЙЙКмМђЕЅЃЌВЛашвЊПеЦјбЁЗлЩшБИЁЃ
ЁЊЁЊФЅЙѕгЩвКбЙДЋЕнЭЈЙ§СЌИЫЯЕЭГВйзїЁЃ
ЁЊЁЊЙѕЬзЮЊЧђУцНсЙЙЃЌгЩИпИѕж§ЬњжЦзїЁЃ
ЁЊЁЊФЅХЬЮЊдВзЖЬЈзДНсЙЙЃЌгЩИпИѕж§ЬњжЦзїЁЃ
ФПТМ
0 в§бдЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ1
1 ЗлФЅЯЕЭГЕФЙЄвеСїГЬЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ3
1.1 бЛЗдЄЯЕЭГ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ3
1.2 ЕЅТЗдЄЗлФЅЯЕЭГМАЦфЬиЕу ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ3
1.3 ВЂСЊдЄЗлФЅЯЕЭГ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ4
1.4 КцИЩдЄЗлФЅЯЕЭГ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ4
2 CKPФЅзїЮЊЫЎФрдЄЗлФЅЕФгХдНад ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ6
3 CKPФЅКЭЙѕбЙЛњБШНЯ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ9
4 CKPдЄЗлФЅЕФЙЄзїдРэЁЂНсЙЙЬиЕуМАЩшМЦадФмЁЁЁЁЁЁЁЁЁЁЁЁЁ10
4.1 CKPдЄЗлФЅЕФЙЄзїдРэ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
4.2 НсЙЙЬиЕуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
4.3 ФЅЛњЕФеёЖЏЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
5 жївЊЩшМЦФкШн ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ12
5.1 ФЅЛњЙцИё(ФЅХЬжБОЖ)ЕФШЗЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ12
5.2 ФЅХЬзЊЫйЕФШЗЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ14
5.3 ЙѕзгГпДчЕФШЗЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ14
5.4 CKPФЅвКбЙСІЕФЩшМЦ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ15
5.5 ФЅХЬЩЯСЯВузюМбКёЖШЩшМЦЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ16
5.6 ШыСЯзюДѓСЃЖШЩшМЦЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ16
5.7 CKPФЅгааЇФыбЙЧјЩшМЦ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ17
5.8 ФЅЙѕбЙСІЁЂБэЙлбЙгІСІЩшМЦЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ17
5.9 жїЕчЛњЙІТЪМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ18
5.10 CKPдЄЗлФЅжївЊММЪѕВЮЪ§Лузм ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ19
6 НсТл ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ20
жївЊВЮПМЮФЯз ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ21
ЩшМЦЙЄзїаЁНс ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ22
ИНМўЧхЕЅ ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ23

ИНМўЧхЕЅ
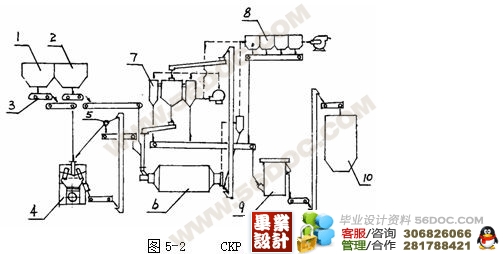
1 CKPФЅзмзАЭМ CKP1650-00 A0
2 жаВПЭВЬх CKP1650-01 A0
3 ЯТВПЭВЬх CKP1650-03 A0
4 УХПђ CKP1650-01-01 A0
5 ЭтПЧЬх CKP1650-01-02 A1
6 Еззљ CKP1650-07 A1
7 ЙлВьУХ CKP1650-01-03 A3
8 ЛЗРп CKP1650-01-101 A3
9 УмЗтЕц CKP1650-01-102 A4
10ЯТБпЗЈРМ CKP1650-01-103 A4
11 НгСЯПк CKP1650-01-104 A4
12 ЕВСЯзАжУзљ CKP1650-01-106 A4
13ЩЯБпЗЈРМ CKP1650-01-107 A4
14 Яњжс CKP1650-01-108 A4 |