摘 要:此次毕业设计任务是对3L-10/8空气压缩机曲轴零件的机械加工工艺、夹具的设计,在曲轴零件的加工工艺过程中轴与轴中心线之间要有位置要求, 以毛坯轴两端定位先加工两中心孔,以两端中心孔定位再粗、精加工各轴的表面,然后以粗、精后的两轴径定位钻螺纹、铣键槽和铣曲拐端面,采用专用夹具加工两斜油孔,最后粗、精磨各轴。
在夹具的设计过程中,主要以V形块和支承板来定位,靠直压板和弹簧来夹紧,钻拐径两孔应采用长型快换钻套,在钻拐径倾斜 的孔时采用平面倾斜的夹具体,在钻拐径倾斜 的孔时使用的是卧式钻床,铣面时2个V形块与铣刀不能干涉,因此V形块高度要降低,夹具设计要方便、简单。
关键词 曲轴,加工工艺,夹具设计。
ABSTRACT
This graduation project duty is to the 3L-10/8 air compressor crank components machine-finishing craft, the jig design, between the crank components processing technological process middle axle and the axle must have the position request ,processes two center bores first by the semifinished materials axis both sides localization ,by both sides center bore localization again thick, precision work various axes surface.Then after thick, the essence two axle diameter localization drills the thread, the keyseat and the mill crank end surface.,uses the unit clamp to process two slanting oil holes, finally thick, correct grinding various axes.
In the jig design process, mainly locates by V shape block and the support plate, depends on the straight clamp and the spring clamps, drills turns diameter two to be supposed to use long trades quickly drills the wrap, when drills turns the diameter incline hole uses the plane incline the jig body, when drills turns the diameter incline hole uses is the horizontal-type drilling machine, when face milling 2 V shape blocks and the milling cutter cannot interfere ,therefore V shape block altitude must reduce, the jig design must be convenient, be simple.
Key words crank, processing craft, jig design.
绪 论
夹具结构设计在加深我们对课程基本理论的理解和加强对解决工程实际问题能力的培养方面发挥着极其重要的作用。选择曲轴的夹具设计能很好的综合考查我们大学四年来所学的知识。本次所选设计内容主要包括:工艺路线的确定,夹具方案的优选,各种图纸的绘制,设计说明书的编写等。机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
利用更好的夹具可以保证加工质量,机床夹具的首要任务是保证加工精度,特别是保证被加工工件是加工面与定位面以及被加工表面相互之间的位置精度。提高生产率,降低成本,使用夹具后可以减少划线、找正等辅助时间,且易于实现多工位加工。扩大机床工艺范围,在机床上使用夹具可使加工变得方便,并可扩大机床工艺范围。减轻工人劳动强度,保证生产安全。为了让夹具有更好的发展,夹具行业应加强产、学、研协作的力度,加快用高新技术改造和提升夹具技术水平的步伐,创建夹具专业技术网站,充分利用现代信息和网络技术,与时局进地创新和发展夹具技术。
零件分析
2.1零件的作用
题目所给定的零件是3L―10/8空气压缩机上的曲轴,它位于空气压缩机连杆处,曲轴产生旋转运动,带动连杆使活塞产生往复运动,并将旋转转为直线运动,它在工作过程中将承受周期性的复杂的交变载荷。其主要作用是传递转矩,是连杆获得所需的动力。
2.2零件的工艺分析
由3L-10/8空气压缩机的曲轴零件图可知,它的外表面上有多个平面需要进行加工,此外各表面上还需加工一系列螺纹孔和键槽。因此可将其分为两组加工表面,它们相互间有一定的位置要求它们之间有一定的位置要求.现分析如下:
2.2.1以拐径为Ø95mm为中心的加工表面
这一组加工表面包括: 拐径Ø95 mm加工及其倒圆角,两个Ø8的斜油孔,两个油孔孔口倒角,它的加工表面的位置要求是Ø95 mm圆跳动公差为0.01 mm。
2.2.2以轴心线两端轴为中心的加工表面
这一组加工表面:1:10锥度面的键槽24 mm并左端倒角,端面Ø15 mm深16.8 mm的中心孔,2个M12深24 mm的螺纹孔,各轴的外圆表面, 右端面Ø95 mm的孔Ø30 mm。
这组加工表面有一定的位置要求,主要是:
(1)键槽24 mm×110mm与 1:10锥度轴心线的对称度公差为0.10mm。
(2)1:10锥度轴心线对A-B轴心线的的圆跳动公差0.025mm;
(3)Ø90 mm轴表面的圆柱度公差为0.01 mm
这两组加工表面之间有着一定的位置要求,主要有:
(1)曲轴拐径Ø95 mm轴心线与A-B轴心线的平行度公差Ø0.03mm
又以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并保证他们的位置精度要求。
2.3零件加工的主要问题和工艺过程设计分析
(1)曲轴在铸造时,右端Ø95 mm要在直径方向上留出工艺尺寸量,铸造尺寸为105mm,这样为开拐前加工出工艺键槽准备。该工艺键槽与开拐工装配合传递扭转。
(2)为保证加工精度,对所有加工的部位均应采用粗、精加工分开的原则。
(3)曲轴加工应充分考虑在切削时平衡装置。
1)车削拐径用专用工装及配重装置。
车削拐径
2)粗、精车轴径及粗、精磨轴径都应在曲轴拐径的对面加装配重。
车、磨轴径
(4)1:10锥度环规与塞规要求配套使用,环规检测曲轴锥度,塞规检测与之配套的电机转子锥孔或联轴器锥孔,以保证配合精度。
(5)曲轴偏心距110 0.1mm的检验方法如图1-3。将等高V形块放在工作平台上,以曲轴两轴径Ø95 mm作为测量基准。将曲轴放在V形块上。首先用百分表将两轴径的最高点调整到等高(可用纸垫V形块的方法),并同时用高度尺测出轴径的最高点实际尺寸H ,H (如两轴径均在公差范围内,这是H 和 H 应等高)。用百分表将曲轴拐径调整到最高点位置上,同时用高度尺测出拐径最高点实际尺寸H 。在用外径千分尺测出拐径Ø1和轴径Ø2,Ø3的实际尺寸。这样经过计算可得出偏心距的实际尺寸。
偏心距=(H -Ø /2)-(H -Ø /2)
式中 H ――曲轴拐径最高点………………………………式(1)
H ( H )――曲轴轴径最高点…………………………式(2)
Ø ――曲轴拐径实际尺寸……………………………式(3)
Ø (Ø3)――曲轴轴径实际尺寸……………………式(4)
(6)曲轴拐径轴线与轴径轴线平行度的检查,可参照图1-3进行。当用百分表将两轴径的最高点,调整到等高后,可用百分表再测出拐径Ø 最高点两处之差(距离尽可能远些),然后通过计算可得出平行度值。
(7)曲轴拐径、轴径圆度测量,可在机床上用百分表测出。圆柱度的检测,可以在每个轴上选取 个截面测量,通过计算可得出圆柱度值。
目 录
摘 要 I
ABSTRACT I
1 绪 论 1
2 零件分析 2
2.1零件的作用 2
2.2零件的工艺分析 2
2.3零件加工的主要问题和工艺过程设计分析 2
3 工艺规程设计 5
3.1确定毛坯的制造形式 5
3.2基面的选择 5
3.2.1 粗基准选择 5
3.2.2 精基准的选择 5
3.3制定工艺路线 5
3.4机械加工余量、工序尺寸及毛坯尺寸的确定 7
3.5 确定切削用量及基本工时 11
3.6 时间定额计算及生产安排 31
4 专用夹具设计 40
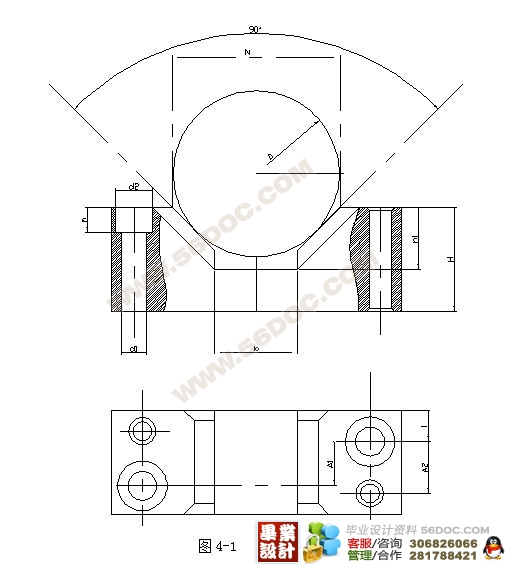
4.1加工曲拐上端面油孔夹具设计 40
4.1.1定位基准的选择 40
4.1.2切削力的计算与夹紧力分析 40
4.1.3夹紧元件及动力装置确定 41
4.1.4钻套、衬套及夹具体设计 42
4.1.5夹具精度分析 44
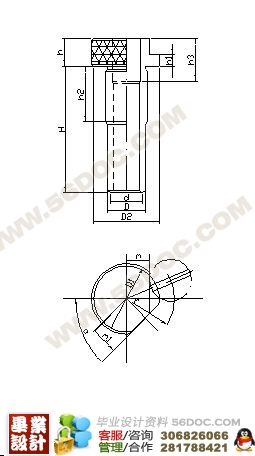
4.2加工曲拐上侧面油孔夹具设计 45
4.2.1定位基准的选择 45
4.2.2切削力的计算与夹紧力分析 45
4.2.3夹紧元件及动力装置确定 46
4.2.4钻套、衬套及夹具体设计 47
4.2.5夹具精度分析 48
4.3铣曲拐端面夹具设计 49
4.3.1定位基准的选择 49
4.3.2定位元件的设计 49
4.3.3铣削力与夹紧力计算 50
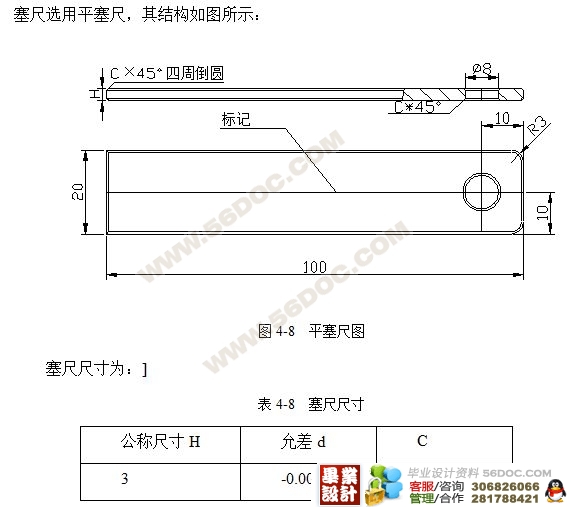
4.3.4对刀块和塞尺设计 51
4 结 论 53
参考文献 54
致 谢 55
|
