变速器齿坯自动化车削加工高速上下料装置设计(含CAD图,CATIA三维图)(任务书,开题报告,文献摘要,外文翻译,论文说明书12000字,CAD图9张,CATIA三维图)
摘 要
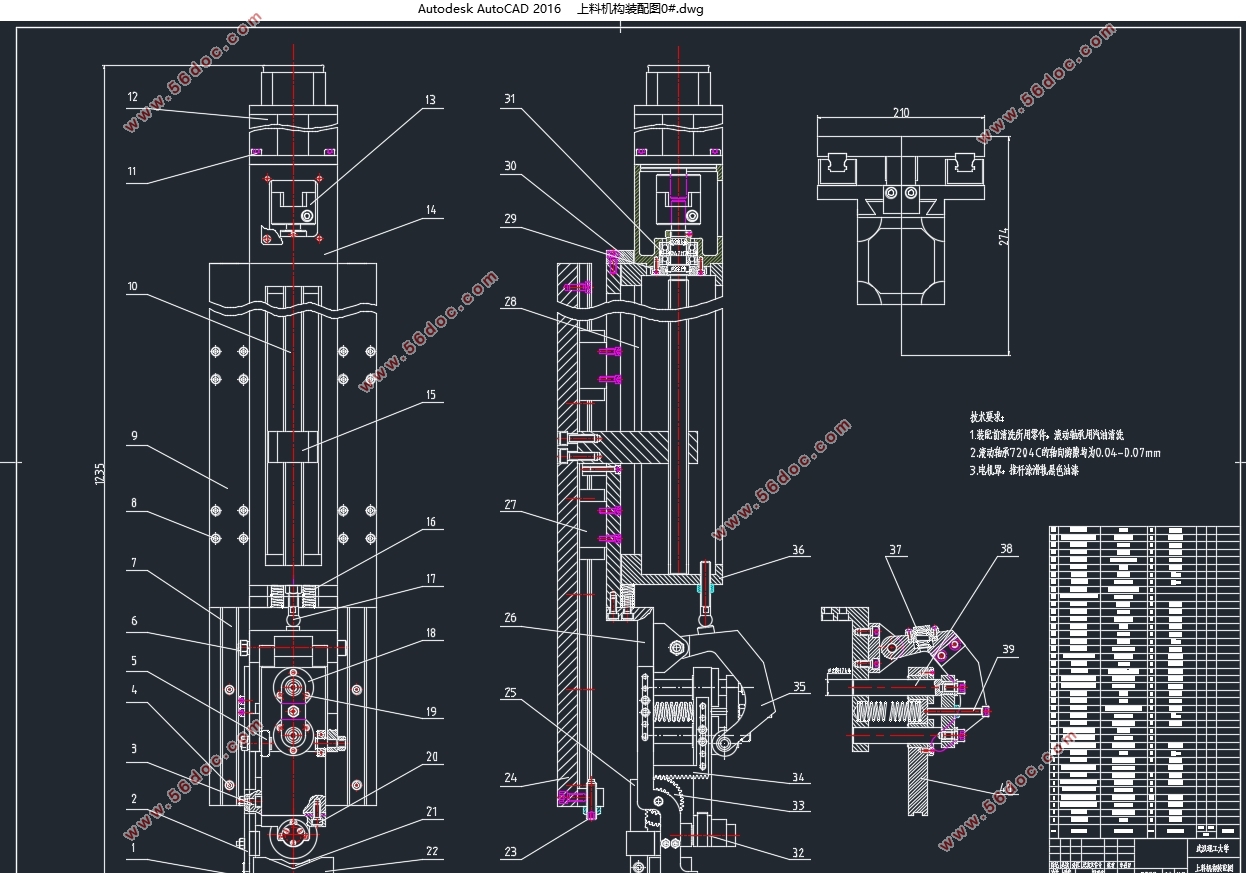
数控车是汽车变速器齿坯加工的主要方法。其中上下料过程由于其工作环境多变性,路径复杂性,因而该过程生产效率较低。为了提高企业生产效率,设计一种自动化上下料装置,使其具有全自动化生产,功能性强大,易操作,易维修,工作平顺等特点。本设计方案结合工厂实际工作环境,设计了自动化齿坯加工线的整体方案以及布局。然后对上下料装置进行本体设计,采用丝杆传动,平面机构实现齿坯的自动化上料过程;采用齿轮齿条传动实现自动化辅助上料过程;采用旋转式接盘实现自动下料过程;并对丝杆,伺服电机,滚动轴承等零部件进行计算选型;对连杆机构进行设计,运动分析;对连接板,齿轮等关键零件进行设计,强度校核。本设计方案可实现齿坯加工过程中上料,翻转,移位,装夹,下料的自动化加工,降低企业在人工中花费的成本,提高企业生产效率,提高企业加工精度,为变速器齿坯加工厂上下料装置设计提供了一种可行方案。
关键词:自动化 上下料 生产效率 成本
Abstract
CNC turning is the main method of processing gear blanks for automobile transmissions. The production efficiency of the process of loading and unloading is low because of its variable working environment and complicated path. In order to improve the production efficiency of the enterprise, an automatic loading and unloading device is designed to make it fully automatic, stable in operation, simple in operation, convenient in maintenance, and strong in functionality. This design plan combined with the actual working environment of the factory, designed the overall plan and layout of the automated tooth blank processing line. Then, the upper and the lower feeding device is designed as a body, a screw drive is adopted, a plane mechanism is used to realize the automatic feeding process of the tooth blank, a rack and pinion drive is used to realize the automatic auxiliary feeding process, and a rotary type dial is used to realize the automatic feeding process; Rods, servo motors, rolling bearings and other components are selected for calculation; link mechanisms are designed and analyzed for motion; key components such as connecting plates and gears are designed and strength checked. This design scheme can realize the automatic processing of feeding, turning, shifting, clamping, and cutting during the processing of tooth blanks, thereby increasing the production efficiency, reducing the labor cost, and improving the processing precision. It is designed for the loading and unloading device of transmission tooth blanks processing plant. Provides a feasible solution.
Keywords: automation loading and unloading production efficiency cost
总体方案
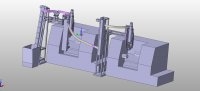
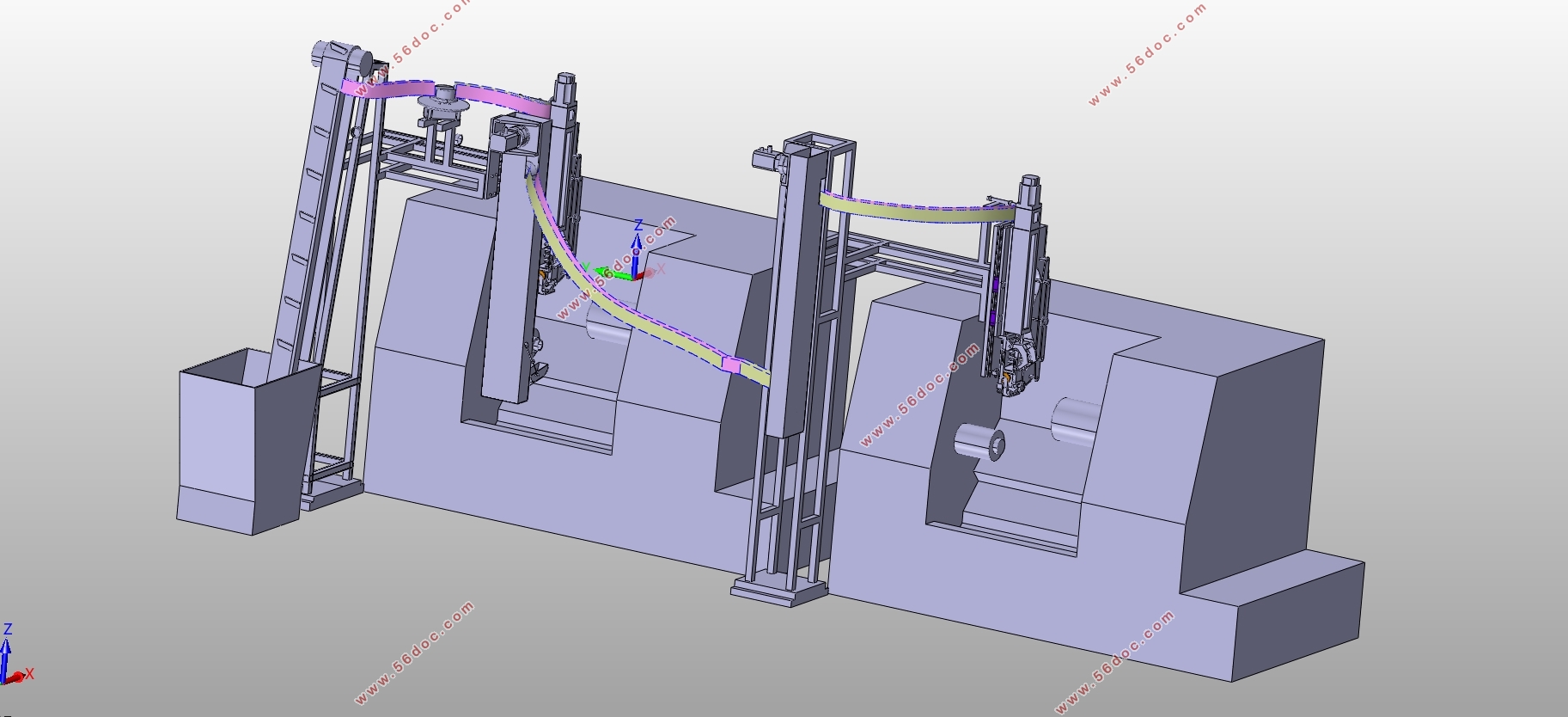
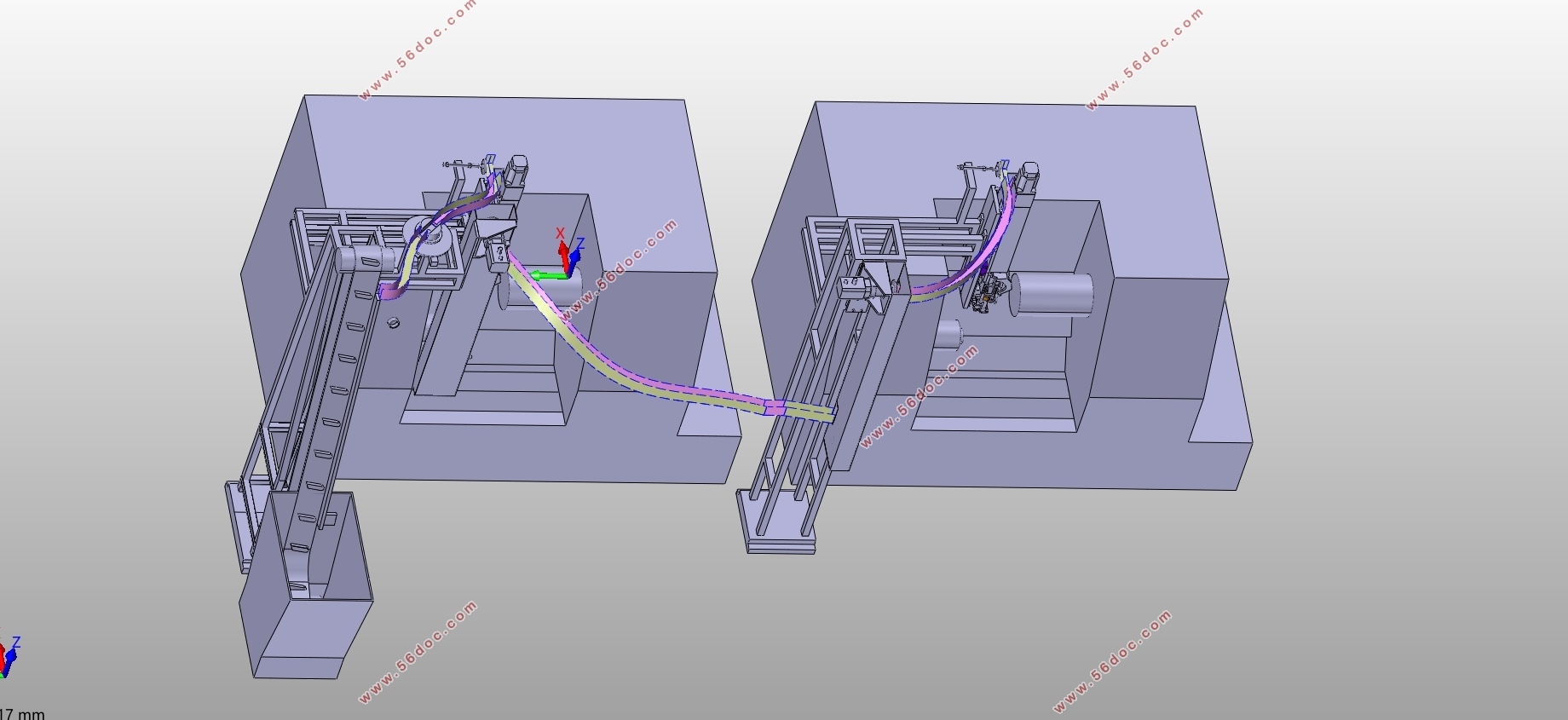
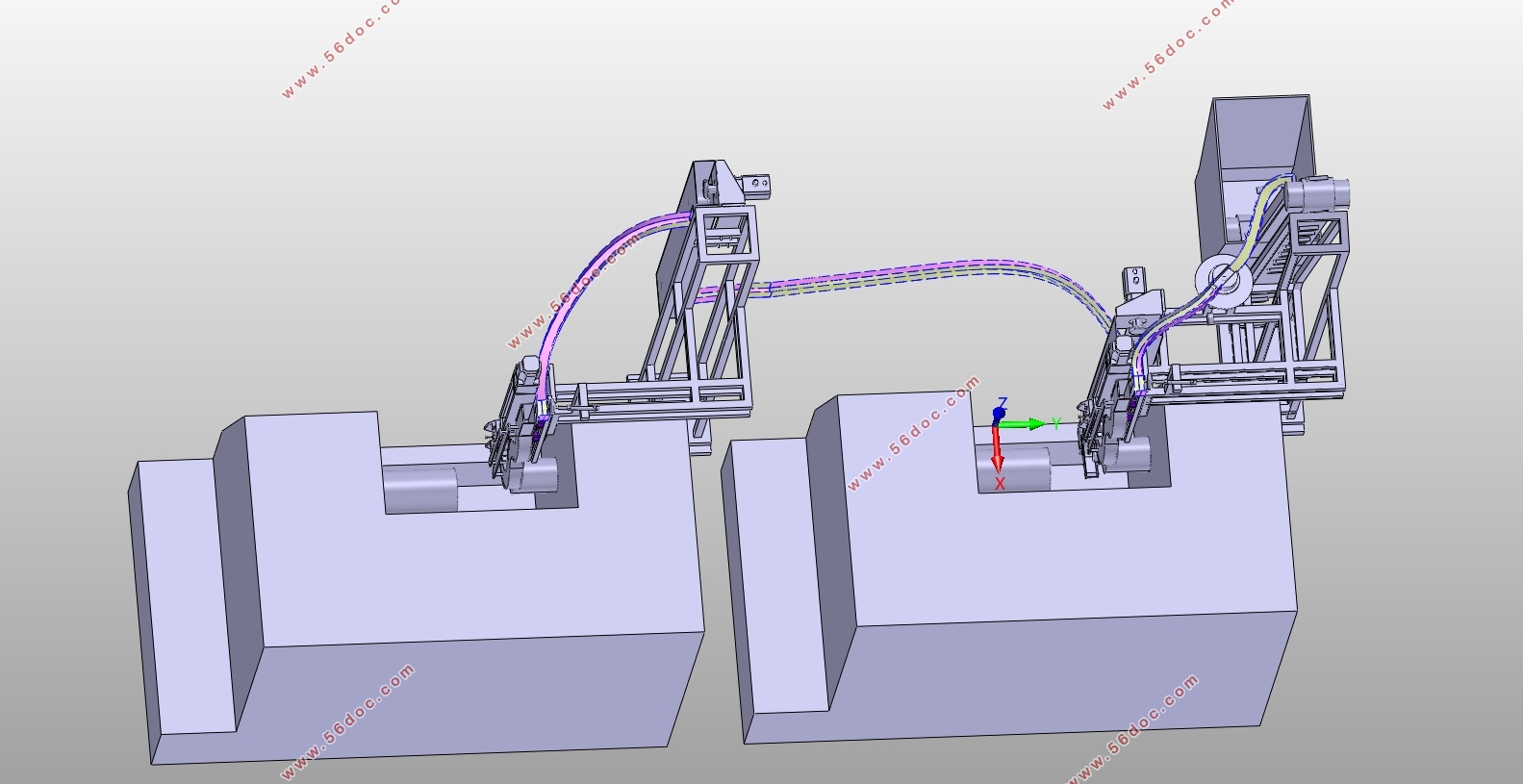
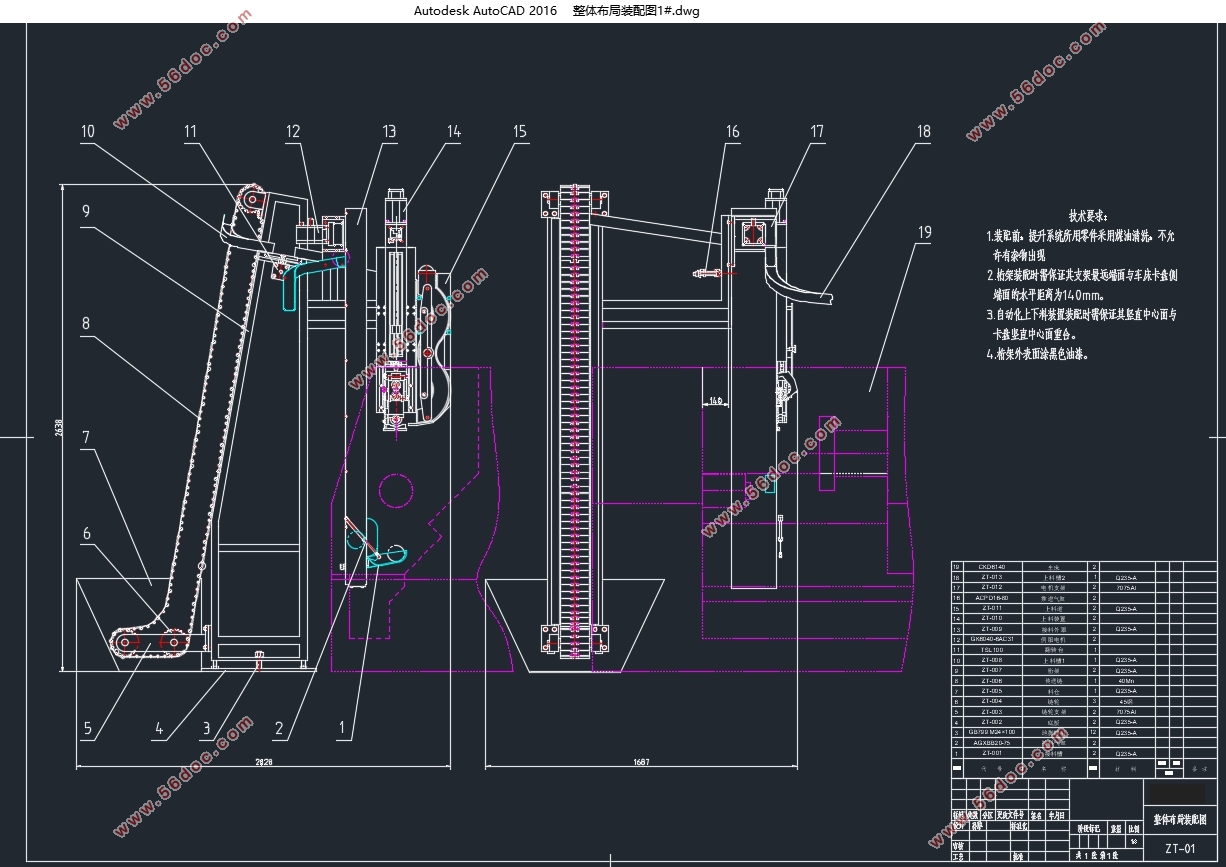
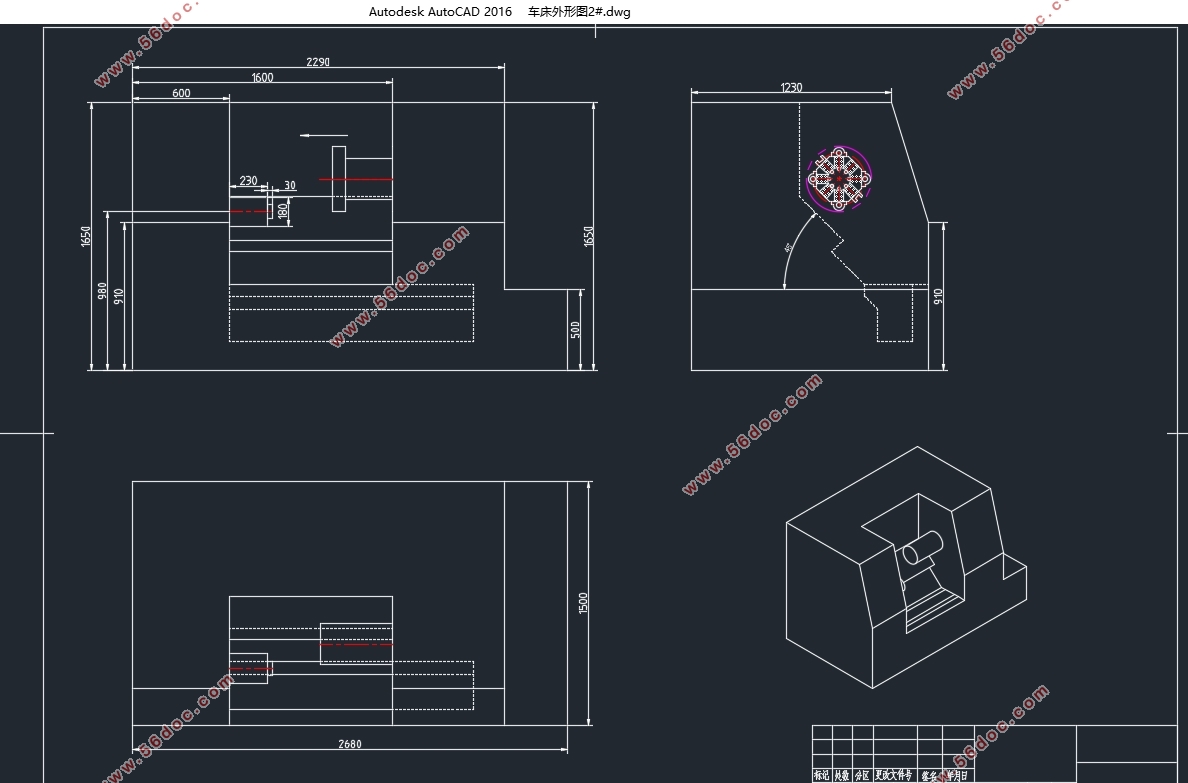
本方案采用滚道式直接上下料方式,相比较于工业机器手臂与人工上下料,本方案结构简单,价格低廉,适用性广,可广泛应用于大中小型企业。上下料所用时间短,工作平稳,相比较于人工上下料,能有效提高生产效率,显著降低人工成本,符合现代化大规模的加工生产要求。本设计结合了现有在役机床车削加工齿坯工作环境进行设计,采用滚道式直接上料的布局方式,将两台机床连线成一条生产线,其主要由工件输送装置、伺服上下料装置、装夹检测装置、集成控制单元组成。
首先为人工上料,工人将100-150个毛坯件放入料仓中,接着自动化生产开始,输送装置将工件由料箱提升至滚轮式料道1,进入翻转台,由翻转台判定加工端面决定是否需要翻转,之后工件自由滚至滚轮式料道1竖直挡板处,当系统发出指令上一工件接料完毕,由气缸将其推入第一台机床的伺服上下料装置,伺服上下料装置将工件送入夹具进行装夹,由装夹检测装置进行装夹定位检测,若装夹正确,则数控车床开始正常加工程序,工件加工完成后再由旋转式接料装置以及输送装置送入到第二台机床加工另一端面,动作过程同上但无需再次判断加工端面,最后将工件送至排料机完成整个加工过程。上述过程由集成控制单元发出指令控制完成。
根据设计要求,算出理论节拍为
序号 动作分解 节拍/s
1 上一工件加工完毕,接料,提升 1
2 下一工件竖向进料 2.5
3 横向进料+清洗 2
4 送料机构横向退回 1
5 送料机构竖向退回 1.5
合计 8
目录
第1章 绪论 1
1.1国内外研究现状 1
1.2目的及意义 4
1.3.研究(设计)的基本内容、拟采用的技术方案及措施 4
第2章 总体方案 6
第3章 系统组成 8
3.1工件输送装置 8
3.1.1提升电机选型 9
3.1.2减速机构设计与校核 10
3.2伺服上下料装置 11
3.2.1伺服电机 13
3.2.2丝杆传动分析与校核 14
3.2.3连杆传动分析 14
3.2.4辅助上料机构设计计算 16
3.2.5V型块连接板 17
3.2.6送料夹头机构设计 20
3.3装夹检测装置 21
3.4 集成控制单元 22
第4章 总结与展望 23
4.1总结 23
4.2展望 23
参考文献 25
致谢 27
|