ВЃСЇФЅАВШЋНЧЛњЙЙЩшМЦ
РДдДЃК56doc.com зЪСЯБрКХЃК5D6777 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D6777
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
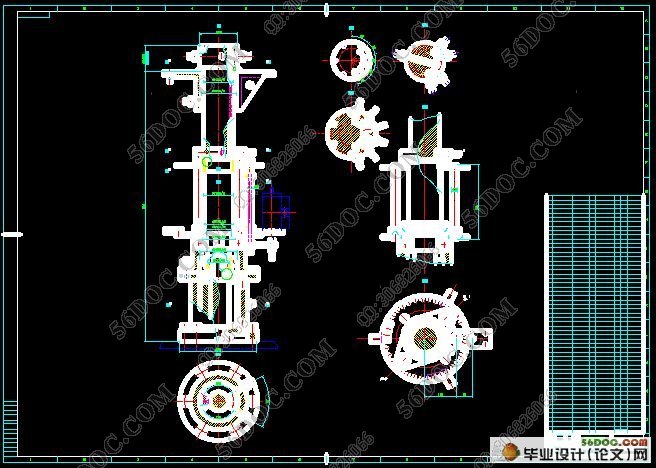
ВЃСЇФЅАВШЋНЧЛњЙЙЩшМЦ(ТлЮФЫЕУїЪщ14000зж,cadЭМжН9еХ)
еЊ вЊ
ФЅЯїЪЧвЛжжгІгУзюЮЊЙуЗКЕФСуМўОЋМгЙЄЗНЗЈЃЌгУРДЛёЕУЗЧГЃаЁЕФЙЋВюКЭЗЧГЃИпЕФБэУцЙтНрЖШЃЌФЅЯїРћгУФЅСЃРДЭъГЩЧаЯїЙЄзїЁЃЦфжаФЅТжОЭЪЧФЅЯїСуМўжаЕФвЛжжЁЃ
БОЛњЙЙгУРДМгЙЄВЃСЇХпСЯЕФАВШЋНЧЁЃЙЄзїЛЌЬЈВЩгУPLCПижЦЃЌвдМАВЩгУЦјЖЏЯЕЭГЁЃ
БОЛњЙЙГ§АВШЋНЧВЩгУЕФЪЧа§зЊЭтИєЃЌЫЋЗДЯђЕФМгЙЄЗНЗЈЁЃдВжљФЅТжвРППЕМжљОЖЯђНјИјЁЃМгЙЄЭъЧАвЛзщЕЙНЧКѓЃЌвРППЕМжљЕФЬиЪтЛњЙЙЃЌФЅТжКЭВЃСЇХпСЯднЪБЗжРыЃЌДІгкздзЊзДЬЌЃЌЕШЕНКѓвЛзщЕЙНЧЕНЮЛЪБЃЌЛЙЪЧгаЕМжљИјГіЮЛжУХфжУаХКХЃЌЪЙФЅТжНјааКѓвЛзщЕЙНЧМгЙЄЁЃетЪЧвЛжжзюЪЙгУЕФИпаЇЕФМгЙЄАВШЋЕЙНЧЗНЗЈЁЃ
ЙиМќДЪЃКФЅЯїЃЌФЅТжЃЌАВШЋЕЙНЧЃЌЕМжљ
Glass Safety chamfering mechanism design
ABSTRACT
Grinding is the most widely used parts, finishing method, used to be very small tolerances and very high surface finish, using abrasive grinding to complete the cutting work. Grinding wheel which is a part of.
The agency used to process glass billet security angle, the work of slide with PLC control, and a pneumatic system.
In addition to the security of this institution is the rotation angle used outside the compartment, double reverse-processing methods.Cylindrical grinding wheel radial supply to rely on guide columns.After a group of pre-finished chamfering process, a special agency to rely on guide pin, wheel and glass billet temporary separation, in the rotation of the state, until the fillet in place when the latter group, or location given by the guide pin configuration signal to wheel for after a group of chamfering. This is a most frequently used and efficient method of processing safety chamfer
KEY WORDS: Grinding, grinding wheels, safety chamfer, guide posts
БОЛњЙЙЕФЬиЕу
ЮЊСЫЬсИпЛњЦїМАвЧЦїСуМўЕФОЋЖШКЭЖдЙтНрЖШЕФвЊЧѓгњРДгњИпЃЛИїжжИпгВЖШВФЃЌПЩРћгУСЂжљЯТУцЕФЕМЙьКсЯђЕїећЁЃИНгазЈгУФЅЭЗЃЌЮЊСЫТњзуДѓХњСПЕФЩњВњашвЊЃЌЛЙПЩвдИФдьЮЊздЖЏЛЏИпЕФФкдВФЅДВЁЂЪ§ПиФЅДВЁЃЩњВњЪЪгІСуМўЕФОЋМгЙЄашвЊЃЌГіЯжСЫвдФЅСЃЮЊЧаЯїШаЕФФЅЯїМгЙЄЁЃЯждкЃЌгУФЅСЯФЅОпЮЊЙЄОпНјааЧаЯїМгЙЄЕФЛњДВЃЌЖМЭГГЦЮЊФЅДВЁЃ
гЩгкЩАТжБэУцЩЯЕФУПвЛПХФЅСЃЕФгВЖШЖМКмИпЃЌФЅСЃгаЗцРћЕФЧаЯїШаВЂФмФЭКмИпЕФЧаЯїЮТЖШЃЌСЯЕФЪЙгУдНРДдНЖрЃЌПЩвджБНгАбУЋХїФЅЯїЮЊГЩЦЗЃЛЫцзХИпЫйФЅЯїКЭЧПСІФЅЯїЙЄвеЕФНјВНЃЌНјвЛВНЬсИпСЫФЅЯїаЇТЪЁЃвђДЫЃЌФЅДВЕФЪЪгУЗЖЮЇдНРДдНДѓЃЌФПЧАЗЂДяЙњМвЃЌФЅДВдкН№ЪєЧаЯїЛњДВжаЕФЙЙГЩБШдМЮЊ13ЁЋ27%ЁЃ
БОПЮЬтЮЊФкдВГнТжФЅДВЃЌЛњДВНсЙЙМђЕЅЃЌВйзїЗНБуЃЌИеЖШНЯКУЁЃМгЙЄаЇТЪНЯИпЃЌЙЄзїЬЈПЩвдКсЯђЕїећвђДЫЃЌећИіЩАТжПЩвдШЯЮЊЪЧвЛИідЪаэИпЫйЧаЯїЕФЖрШаЕЖОпЁЃдкФЅЯїЙ§ГЬжаЃЌЭЈЙ§ЖдЩАТжЕФаоећЃЌЪЙФЅСЃБЃГжЗцРћЁЃ
НќФъРДЃЌЫцзХММЪѕЫЎЦНЕФЬсаЇТЪНЯИпЃЌПЩвдЗХШыздЖЏЯпжаЪЙгУЁЃ
ЯжДњФЅДВЕФжївЊЗЂеЙЧїЪЦЪЧЃКЬсИпЛњДВЕФМгЙЄаЇТЪЃЌЬсИпЛњДВЕФздЖЏЛЏГЬЖШМАЬсИпЛњДВЕФМгЙЄОЋЖШЁЃБОПЮЬтЮЊФЅГнЃЌПЫЗўСЫвдЭљВхГнЛњаЇТЪТ§ЕФЮЪЬтЃЌЬсИпСЫЙЄзїаЇТЪЃЌЖјЧвЃЌБОЛњДВзЈУХгУРДМгЙЄГнУцНЯгВЕФГнТжЃЌгУФЅЯїЕФЗНЗЈзюЮЊКЯЪЪЁЃгЩгкЩшМЦЬѕМўЯожЦЃЌДЫЛњДВЕФздЖЏЛЏГЬЖШНЯИпЃЌвбЕНПЩГіВњЦЗНзЖЮЃЌЫљвдЃЌЕЋЛЙгаКмДѓЕФИФЖЏПеМфЃЌЫљвдДЫЛњДВгЕгаЃЌИпаЇЁЂИпОЋЁЂздЖЏЛЏНЯКУЕШгХЕуЁЃДЫММЪѕдкЙњФкЭтЪєгкСьЯШЫЎЦНЃЌгаКмКУЕФЗЂеЙПеМфЁЃ
ФПЁЁТМ
ЧАЁЁбд 1
Ек1еТ аї Тл 2
1.1 БОЛњЙЙЕФЬиЕу 2
1.2 ФкдВГнТжФЅДВЗЂеЙзДПі 2
Ек2еТ АВШЋЕЙНЧзмЬхЛњЙЙЩшМЦ 5
2.1 БОЛњЙЙЕФЩшМЦвЊЧѓ 5
2.1.1 ЙЄвеПЩФмадЃК 5
2.1.2 МгЙЄОЋЖШКЭБэУцЙтНрЖШ 5
2.1.3 ЩњВњТЪ 5
2.1.4 здЖЏЛЏГЬЖШ 6
2.1.5 НсЙЙЁЂжЦдьгыЮЌао 6
2.1.6 ВйзїЗНБуКЭЙЄзїПЩППад 6
2.1.7 ЦфЫћ 6
2.2 БОЛњЙЙЕФЩшМЦВНжш 6
2.2.1 ЗНАИФтЖЈ 6
2.2.2 ЗНАИЗжЮіЁЂећРэ 7
2.2.3 ЙЄзїЭМЩшМЦ 7
2.2.4 бљЛњЪджЦКЭМјЖЈ 7
2.3 БОЛњЙЙжївЊВПМўЕФГпДч 7
2.3.1 ЙЄМўЕФаЮзДЁЂГпДчКЭНјИјЫйЖШ 7
2.3.2 ЛњЙЙЕФЭтаЮ 8
2.4 ЛњЙЙзмЬхГпДчМАжївЊВЮЪ§ 9
2.4.1 ЛњЙЙЕФзщГЩ 9
2.4.2 ЛњЙЙжївЊММЪѕЪ§Он 9
2.4.3 гУЭО 9
2.4.4 здЖЏЛЏГЬЖШ 9
2.4.5 НсЙЙЬиЕу 9
2.4.6 ЩњВњТЪ 10
Ек3еТАВШЋЕЙНЧЛЌзљЛњЙЙЩшМЦ 11
3.1 ЕззљЕФРраЭМАвЊЧѓ 11
3.1.1 ЕззљЕФРраЭ 11
3.1.2 ЕззљЕФЙЄвевЊЧѓ 11
3.2 ЕззљЕФЩшМЦ 11
3.3 ЕззљЕФзмЬхВЮЪ§ 12
3.4 ЕззљЕМЯђжсЩЯЛЌААЕФЩшМЦ 12
Ек4еТ ЕМЯђЛњЙЙЕФбажЦ 14
4.1 ЕМЙьЕФРраЭМАвЊЧѓ 14
4.1.1 ЕМЙьЕФРраЭ 14
4.1.2 ЕМЙьгІТњзуЕФвЊЧѓ 14
4.1.3 ЕМЙьЕФЗжРр 15
4.1.4 ЕМЙьВФСЯЕФвЊЧѓ 15
4.2 ЕМЙьЕФНсЙЙЩшМЦ 15
4.2.1 БОЛњЙЙВЩгУжБЯпдЫЖЏЕМЙь 15
4.2.2 ЕМЙьМфЯЖЕФЕїећ 15
4.2.3 ЕМЙьЕФШѓЛЌ 16
Ек5еТ ФЅЯїВЮЪ§ЕФШЗЖЈ 17
5.1 ФЅЯїгУСПЕФбЁдё 17
5.2 ФЅЯїзЊЫйЕФШЗЖЈ 17
Ек6еТДЋЖЏзАжУЕФЩшМЦгыМЦЫу 18
6.1 ЕчЖЏЛњЕФбЁдё 18
6.1.1 ЕчЖЏЛњЕФРраЭ 18
6.1.2 бЁдёЕчЖЏЛњЕФШнСП 18
6.1.3 ШЗЖЈЕчЖЏЛњзЊЫй 18
6.1.4 ЗжХфИїМЖДЋЖЏБШ 18
6.2 ДјДЋЖЏЕФЩшМЦгыМЦЫу 19
6.2.1 ШЗЖЈМЦЫуЙІТЪ 20
6.2.2 бЁдёVДјЕФДјаЭ 20
6.2.3 ШЗЖЈДјТжЕФЛљзМжБОЖЃЌВЂбщЫуДјЫйvЁЃ 20
6.2.4 ШЗЖЈДјЕФжааФОрКЭЛљзМГЄЖШ 20
6.2.5 бщЫуаЁДјТжЩЯЕФАќНЧ 21
6.2.6 МЦЫуДјЕФИљЪ§ 21
6.2.7 МЦЫуЕЅИљVДјЕФГѕРСІЕФзюаЁжЕ 21
6.2.8 МЦЫубЙжсСІ 21
6.2.9 VДјТжЕФЩшМЦ 22
6.3 жсЕФЩшМЦ 22
6.3.1 ИпЫйжсЕФЩшМЦ 22
6.3.2 ЕЭЫйжсЕФЩшМЦ 23
6.3.3 ИпЫйжсЕФаЃКЫ 24
6.3.4 ЕЭЫйжсЕФаЃКЫЃК 26
6.4 МќЕФЧПЖШаЃКЫ 28
6.4.1 гыЦЄДјТжХфКЯЕФМќ 28
6.4.2 гыФЅТжЭаХЬХфКЯЕФМќ 29
Ек7еТ ЕчЦјПижЦЩшМЦ 30
Нс Тл 31
аЛ ДЧ 32
ВЮПМЮФЯз 33
ИН ТМ 33
ЭтЮФзЪСЯЗвы 36
|