жЇзљМгЙЄЙЄвеМАЦфМаОпЩшМЦ(КЌЙЄвеПЈ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D11280 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11280
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
жЇзљМгЙЄЙЄвеМАЦфМаОпЩшМЦ(КЌЙЄвеПЈ)(ТлЮФЫЕУїЪщ21000зж,ЙЄађПЈ,Й§ГЬПЈ,CADЭМ9еХ)
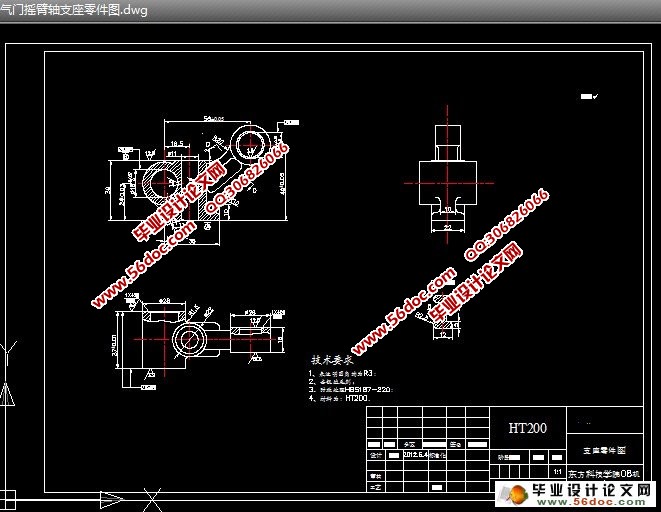
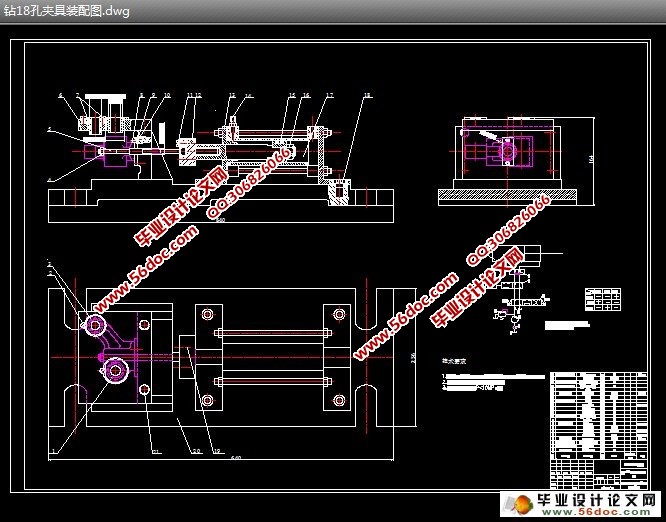
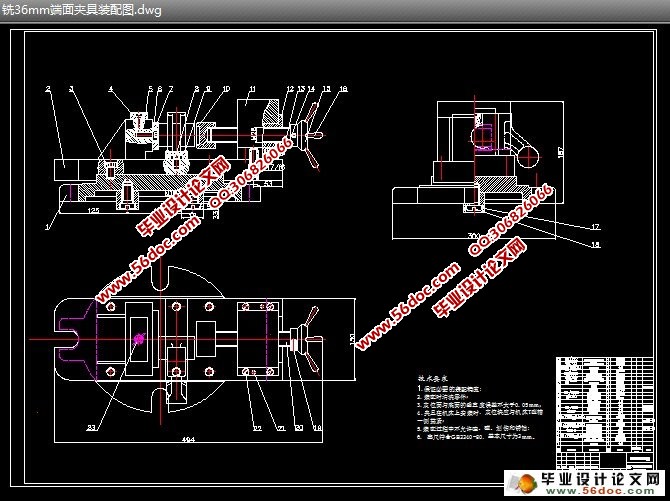
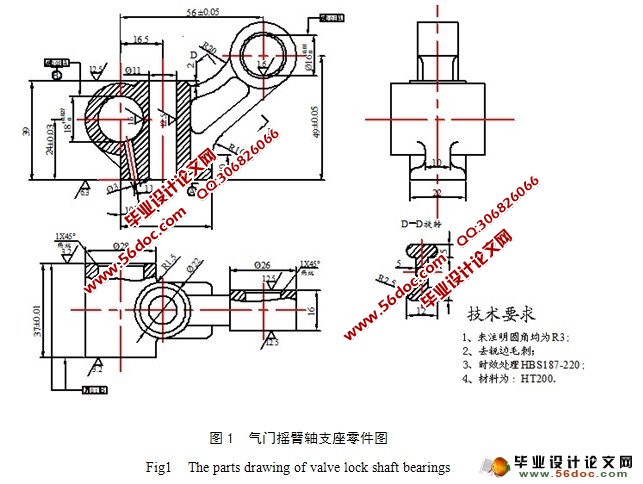
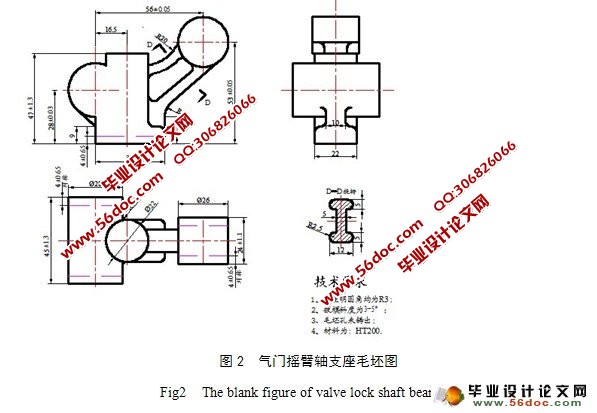
еЊ вЊЃКБОЩшМЦЪЧжЇзљМгЙЄЙЄвеМАЦфМаОпЩшМЦЃЌжївЊШЮЮёЪЧАыОЋЯГ36mmЯТЖЫУцКЭзъΦ18ПзЁЂжЇзљЕФМгЙЄЙЄвеЙцГЬБржЦЁЂБраДЙЄађПЈЦЌЁЃЦфСуМўЮЊж§МўЃЌОпгаЬхЛ§аЁЃЌСуМўНсЙЙМђЕЅЕФЬиЕуЃЌДЫСуМўЕФПзМгЙЄОЋЖШИпгкУцЃЌЫљвдВЩгУЯШУцКѓПзЕФМгЙЄЫГађЃЌИїЙЄађМаОпЖМВЩгУзЈгУМаОпЃЌЦфжадкзъΦ18ПзЪБЃЌВЩгУСЫвКбЙМаНєЃЌЛњЙЙЩшМЦМђЕЅЃЌЗНБуЧвФмТњзувЊЧѓЁЃ
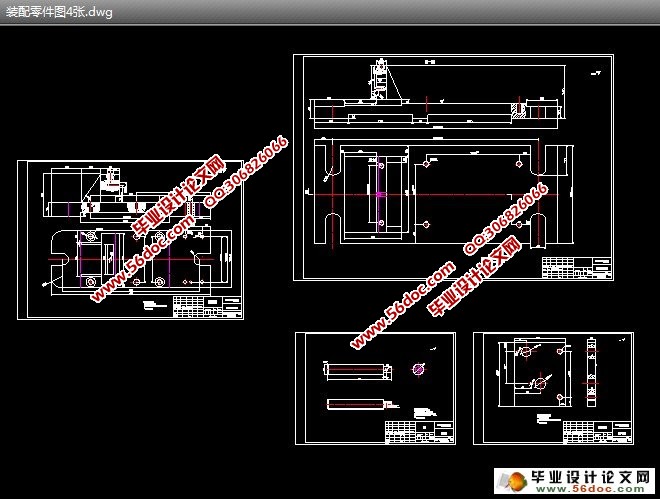
ЙиМќДЪЃКМгЙЄЙЄвеЃЛЙЄвеЙцГЬБржЦЃЛМаОпЩшМЦ
The Design of Bearing Processing Technology and Fixture
AbstractЃКThis paper is designed for bearing processing technology and fixture. The main task is to work out the half fine milling under 36mm,Φ18 holes, bearing the processing technology of the rules of procedure, and write CARDS. Its parts are casting, which is small and of simple structure. Moreover, the components of the hole processing is higher than that of the surface, so the processing order of surface first is taken. The fixture special jig is adopted in each working procedure.,among which in a drill Φ18 holes, the hydraulic clamping is used, which is simple, convenient and can meet the requirements.
KeywordsЃКProcessing technology;Design of process flow;Design of clamp
СуМўзїгУ
БОЩшМЦЫљЩшМЦЕФСуМўЪЧ1105ВёгЭЛњжавЁБлНсКЯВПЕФЦјУХвЁБлжсжЇзљЃЌЫќЪЧВёгЭЛњЩЯЦјУХПижЦЯЕЭГЕФвЛИіживЊСуМўЁЃжБОЖЮЊ18mmЕФПзгУРДзАХфвЁБлжсЃЌжсЕФСНЖЫИїАВзАвЛНјЁЂХХЦјЦјУХвЁБлЁЃжБОЖЮЊ16mmЕФПзФкзАвЛИіМѕбЙжсЃЌгУгкНЕЕЭЦћИзФкбЙСІЃЌБугкЦєЖЏВёгЭЛњЁЃСНПзМфОр56mmЃЌПЩвдБЃжЄМѕбЙжсдквЁБлЩЯДђПЊЦјУХЃЌЪЕЯжМѕбЙЁЃСНПзвЊЧѓЕФБэУцДжВкЖШКЭЮЛжУОЋЖШНЯИпЃЌЙЄзїЪБЛсКЭжсЯђХфКЯЙЄзїЃЌЦ№ЕНжЇГХЕФзїгУЃЌжБОЖ11mmЕФПзгУM10ЕФТнИЫгыЦћИзИЧЯрСЌЃЌжБОЖ3mmЕФПзгУРДХХгЭЃЌИїВПЗжГпДчСуМўЭМжаЯъЯИБъзЂЁЃ
ФП ТМ
еЊвЊ…………………………………………………………………………………………1
ЙиМќДЪ………………………………………………………………………………………1
1 ЧАбд………………………………………………………………………………………1
1.1 бЁЬтбаОПвтвхКЭЙњФкЭтбаОПЯжзД………………………………………………1
1.2 ПЮЬтБГОАжЊЪЖ ……………………………………………………………2
1.2.1 СуМўзїгУ…………………………………………………………………2
1.2.2 ВёгЭЛњЯрЙижЊЪЖНщЩм……………………………………………………3
2 жЇзљЕФЛњаЕМгЙЄЙЄвеЙцГЬЩшМЦ…………………………………………………………3
2.1 СуМўЕФЙЄвеЗжЮіМАЩњВњРраЭЕФШЗЖЈ……………………………………………3
2.1.1 СуМўЕФзїгУ………………………………………………………………3
2.1.2 СуМўЕФЙЄвеЗжЮі…………………………………………………………4
2.1.3 ШЗЖЈСуМўЕФЩњВњРраЭ……………………………………………………5
2.2 бЁдёУЋХїжжРрЃЌЛцжЦУЋХїЭМ……………………………………………………6
2.2.1 бЁдёУЋХїжжРр……………………………………………………………6
2.2.2 ШЗЖЈУЋХїГпДчМАЛњаЕМгЙЄзмгрСП………………………………………7
2.2.3 ЩшМЦУЋХїЭМ…………………………………………………………8
2.2.4 ЛцжЦУЋХїЭМ…………………………………………………………8
2.3 бЁдёМгЙЄЗНЗЈЃЌжЦЖЈЙЄвеТЗЯп……………………………………………9
2.3.1 ДжЛљзМЕФбЁдё………………………………………………………9
2.3.2 ОЋЛљзМбЁдёЕФддђ…………………………………………………9
2.4 ИїБэУцЕФМгЙЄЗНЗЈЕФбЁдё……………………………………………………10
2.5 МгЙЄНзЖЮЕФЛЎЗжКЭЙЄађМЏжагыЗжЩЂЕФШЗЖЈ…………………………………11
2.6 ЙЄађЕФАВХХ……………………………………………………………………12
2.7 ЙЄађЕФЛњДВЩшБИЁЂЙЄвезАБИКЭИЈжњЙЄОп………………………………………13
2.8 ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ……………………………………14
2.9 ЧаЯїгУСПКЭЪБМфЖЈЖюЕФШЗЖЈ…………………………………………………15
3 жЇзљзЈгУМаОпЕФЩшМЦ…………………………………………………………………22
3.1 АыОЋЯГ36mmЯТЖЫУцМаОпЩшМЦ…………………………………………………22
3.1.1 ШЗЖЈЖЈЮЛЗНАИЃЌбЁдёЖЈЮЛдЊМў…………………………………………22
3.1.2 ЧаЯїСІМАМаНєЗжЮіМЦЫу………………………………………………23
3.1.3 ШЗЖЈМаНєЛњЙЙ…………………………………………………………24
3.1.4 ШЗЖЈМаОпЬхзАжУ………………………………………………………24
3.1.5 ЛцжЦМаОпзмЭМ…………………………………………………………24
3.2 ПзМгЙЄМаОпЩшМЦ………………………………………………………………25
3.2.1 ШЗЖЈЖЈЮЛЗНАИЃЌЖЈЮЛЛљзМЕФбЁдё……………………………………25
3.2.2 ЖЈЮЛЮѓВюЗжЮі…………………………………………………………25
3.2.3 ЕМЯђзАжУЕФШЗЖЈ………………………………………………………25
3.2.4 МаНєзАжУЕФЩшМЦ………………………………………………………25
3.2.5 ЧаЯїСІМАМаНєСІЕФМЦЫу………………………………………………26
3.2.6 МьбщМаНєдЊМўЕФЧПЖШ…………………………………………………27
3.2.7 ЩшМЦМаОпЬх……………………………………………………………27
3.2.8 вКбЙПижЦЛиТЗЕФШЗЖЈ…………………………………………………28
3.2.9 вКбЙЛиТЗЕФзлКЯКЭећРэ………………………………………………29
4 НсТл……………………………………………………………………………29
5 ВЮПМЮФЯз ………………………………………………………………………………31
жТаЛ…………………………………………………………………………………………31
ИНТМ…………………………………………………………………………………………32
ИНТМ
ИНТМ1ЃКЙЄвеПЈЦЌ
ИНТМ2ЃКCADЭМ
|