回柱绞车蜗轮箱加工工艺及夹具设计(含工艺卡)
来源:56doc.com 资料编号:5D11298 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11298
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
回柱绞车蜗轮箱加工工艺及夹具设计(含工艺卡)(选题审批表,任务书,开题报告,开题答辩PPT,中期检查表,论文说明书21000字,工艺卡片27张,CAD图7张)
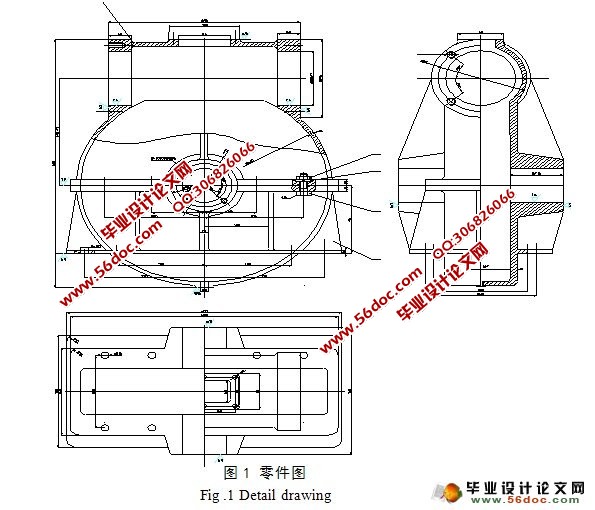
摘 要:本设计主要讲述了JH-14型回柱绞车蜗轮箱的加工工艺规程及一些工序的专用夹具设计。回柱绞车蜗轮箱的主要加工表面是平面及孔系。本蜗轮箱是JH-14回柱绞车的主要零件,主要用于矿山机械中。通过查阅各种相关书籍,分析蜗轮箱的结构及其功能,编写了蜗轮箱的加工工艺;经过计算选择其切削用量、选择机床和工艺设备,设计出了专用夹具。
关键词:蜗轮箱;加工工艺;夹具
The Processing Technology and Jig Design of JH-14 Prop-Drawing Winche Turbine Box
Abstract:The paper is to design the craft process of making Prop-pulling hoist worm gear box and some specialized fixtures in the process. The main machining surface of the Prop-pulling hoist worm gear box is the plane and a series of hole. The worm gear box is the main parts of JH-14, widely used in mining machinery. Based on analysis of the structure and function of worm gear box, this paper compiles the craft process of worm gear box by consulting relevant materials. Through calculation, cutting data, and machine selection are elected to design the specialized fixture.
Key words:worm gear box;process;Fixture
零件的工艺分析
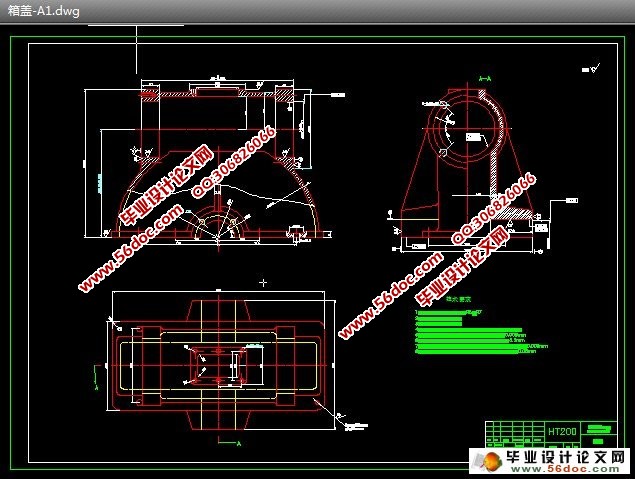
2.1 箱体零件的功用和结构特点
箱体是机器的基础零件[3],它将机器和部件中的轴、齿轮等有关零件连接成一个整体,并保持正确的相互位置,以传递转矩或改变转速来完成规定的运动。因此箱体的加工质量直接影响机器的工作精度、使用性能和寿命。
箱体的种类很多,其尺寸大小和结构形式随着机器的结构和箱体在机器中功用的不同有着较大的差异。但从工艺上分析它们仍有许多共同之处,其结构特点是:1.外形基本上是由六个或五个平面组成的封闭式多面体,又分成整体式和组合式两种。2.结构形状比较复杂。内部常为空腔形,某些部位有“隔墙”,箱体壁薄且厚薄不均。3.箱壁上通常都布置有平行孔系或垂直孔系。4.箱体上的加工面,主要是大量的平面。
目 录
摘要 1
关键词 1
1 前言 2
1.1 课题背景 2
1.2 国内外研究现状 2
1.3 本课题的主要研究内容 2
2 零件的工艺分析 3
2.1 箱体零件的功用和结构特点 3
2.2 箱体零件图样分析 3
2.3 箱体零件工艺分析 4
2.4 箱体零件的主要技术要求 5
2.4.1 孔径精度 5
2.4.2 孔和平面的位置精度 5
2.4.3 主要平面的精度 5
2.4.4 表面粗糙度 5
2.5 主要设计内容 5
2.5.1 分析零件图 6
2.5.2 工艺分析 6
2.5.3 设计两套专用夹具 6
3 工艺规程设计 7
3.1 箱体的材料及毛坯 7
3.1.1 毛坯的种类 7
3.1.2 毛坯的形状及尺寸确定 8
3.1.3 毛坯的热处理 8
3.2 减速箱箱体加工的问题和加工工艺过程设计所应采取的措施 8
3.2.1 孔和平面的加工顺序 8
3.2.2 孔系加工方案的选择 9
3.3 减速箱体加工定位基准的选 9
3.3.1 粗基准的选择 9
3.3.2 精基准的选择 10
3.4 加工工艺路线的拟定 11
3.4.1 工艺路线方案一 11
3.4.2 工艺路线方案二 14
3.4.3 工艺方案的比较与分析 16
3.5 机械加工余量、工序尺寸及毛坯尺寸的确定 16
3.5.1 JH-14回柱绞车减速机机盖机械加工余量确定 16
3.5.2 JH-14回柱绞车减速机机座机械加工余量确定 17
3.5.2 JH-14回柱绞车减速机合箱后机械加工余量确定 19
4 夹具设计 22
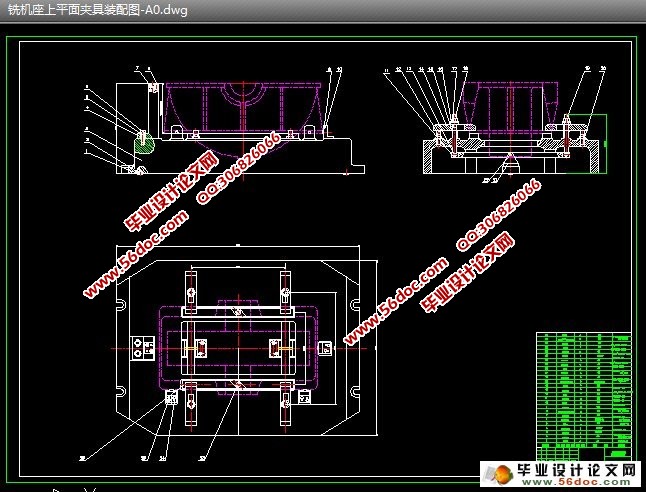
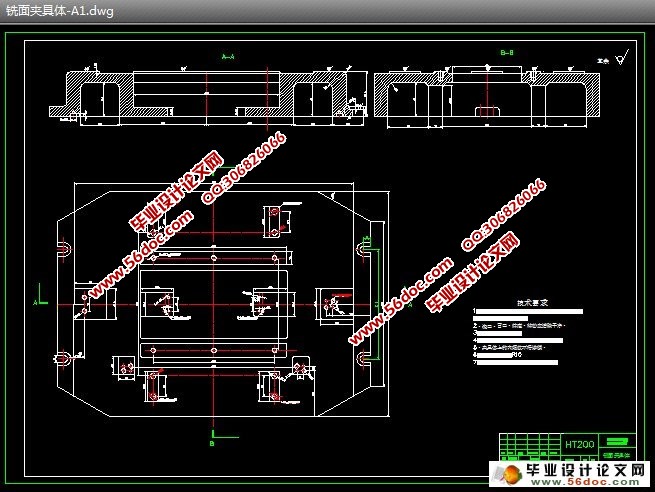
4.1 设计精铣JH-14型回柱绞车蜗轮箱箱座上平面夹具 22
4.1.1 设计任务分析 22
4.1.2 定位基准的选择 23
4.1.3 定位元件的设计 23
4.1.4 夹紧元件的设计 24
4.1.5 定向键与对刀装置设计 26
4.1.6 夹具操作的简要说明 27
4.1.7 夹具的公差 27
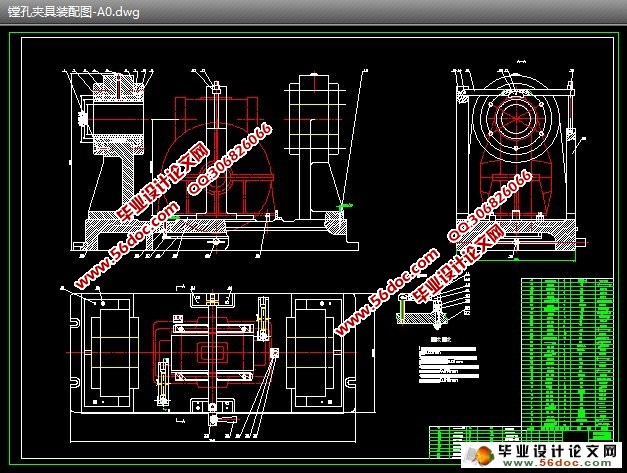
4.2 镗床夹具设计 28
4.2.1 结构分析 29
4.2.2 夹紧力大小的确定原则 30
4.2.3 夹紧元件的刚度、强度校核 30
4.2.4 定位销尺寸确定与高度计算 31
4.2.5 镗杆的直径与长度 32
4.2.6 镗孔夹具的装配说明 32
5 结束语 33
参考文献 34
致谢 35
附录 35
附录
附录1: 工艺卡片27张
附录2: 零件图A1×4
附录3: 装配图A0×2
|