发动机机体加工工艺及其夹具设计(含CAD夹具零件图装配图)
来源:56doc.com 资料编号:5D11398 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11398
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
发动机机体加工工艺及其夹具设计(含CAD夹具零件图装配图)(选题审批表,任务书,开题报告,中期检查表,论文说明书22000字,工序卡,工艺卡,CAD图12张)
摘 要: 本课题概要的介绍国内外机械制造行业的发展趋势,从而提出发动机机体加工工艺研究的重要性。对影响机体机械加工质量的因素和主要对策的分析、研究,关键工序的加工进行分析,选择合适的刀具,选择合理定位基准和可靠定位基准以及设计可靠的夹紧来保证其加工质量和加工精度,提出相应的对策提高发动机的良品率和满足客户的要求。同时粗铣顶底面、精镗缸套孔专用夹具和一套工艺规程的合理设计更使得加工工艺有所创新。
关键词: 发动机机; 加工工艺;夹具; 因素
The Design of Engine Block Processing Technology and Jig
Abstract: Brief introduction of this topic at home and abroad and the development trend of machinery manufacturing industry, and then puts forward the engine block the importance of processing technology research. The influence of mechanical processing factors on the quality of the main countermeasures and analysis, research, the key working procedure of processing analysis, choose proper tool, select the reasonable positioning base and reliable position datum and the design of clamping reliable to ensure the process quality and machining precision, and put forward the corresponding countermeasures to improve the engine's rate and meet the demand of the customers. At the same time the bottom and fine rough milling boring cylinder liner hole special jig and a set of technical process the reasonable design of more make processing technology has innovation.
Keywords: Engine Block; Processing technology; Jig; Factors
设计任务
此次设计的主要内容为发动机机体的加工工艺规程的编制,粗铣顶底面夹具设计、精镗缸套孔夹具设计,对影响发动机机体加工的典型工序的加工质量的因素及主要对策加以分析和研究。加工工艺规程的制订要符合生产情况,生产纲领为成批大量生产。夹具的设计要满足加工技术要求,操作方便、安全。
2.2 工艺规程的制定
机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件[2]。 规模的大小、工艺水平的高底以及解决各种工艺题的方法和手段都是要通过机械加工工艺规程来体现。因此,机械加工工艺规程设计是一项重要又严肃的工作。它要求设计者必须具备丰富的生产实践经验和广博的机械制造工艺基础理论知识。
机械产品生产过程是指从原材料到该机械产品出厂的全部劳动过程。它既包括:毛坯的制造、机械加工、热处理、装配、检验、油漆等主要劳动过程,还包括:包装、储存和运输等辅助劳动过程。机械产品复杂程度不同,其生产过程可以由一个车间或一个工厂来完成,也可以由多个工厂联合完成。
机械加工工艺过程是机械产品生产的一部分。是对机械产品中的零件采用各种加工方法直接用于改变毛坯的形状、尺寸、表面粗糙度以及力学物理性能,使之成为合格零件的全部劳动过程。
2.3 零件结构工艺性分析
所谓零件的结构工艺性是指在满足使用要求的前提下制造该零件的可行性和经济性[1]。功能相同有零件,其结构工艺性可以有很大的差异。所谓结构工艺性好,是指在现有工艺条件下既能方便制造,又有较低的制造成本。
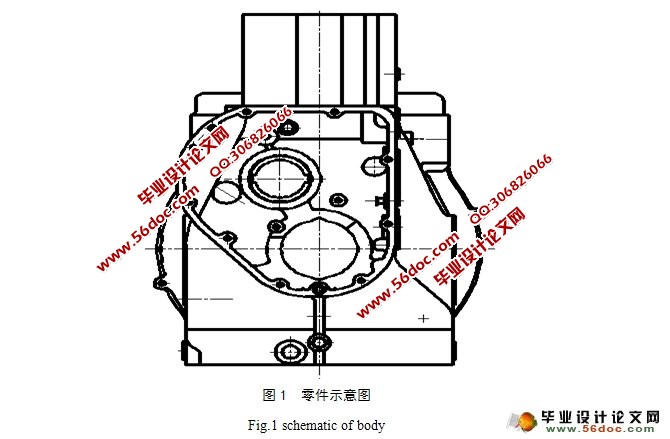
2.3.1 零件图的分析
在进行工艺规程制定之前,要仔细研究所加工零件的零件图和充分了解此零件所用的场合。这样才能合理的设计工艺规程,因为零件图是工程设计人员与机械加工人员进行交流的一种技术性文件,它被称为工程语言[3]。由已知的零件图,机械设计人员可以制定出相应的工艺规程,有利于零件的后续加工。在分析零件图时应注意的问题有:检查零件图的完整性和正确性。在所给的零件图中,具有三个视图,可以看清零
件的结构,表达直观、清楚。经检查零件无差错。
目 录
摘要 …………………………………………………………………………………………1
关键词………………………………………………………………………………………1
1前言 ………………………………………………………………………………………1
1.1 机械行业在世界上的发展趋势…………………………………………………1
1.2 机械行业在中国的发展趋势……………………………………………………2
1.3 论文背景及主要任务……………………………………………………………2
2 设计分析 ………………………………………………………………………………4
2.1 设计任务 ………………………………………………………………………4
2.2 工艺规程的制定…………………………………………………………………4
2.3 零件结构工艺性分析 ………………………………………………………4
2.3.1 零件图的分析 ……………………………………………………………4
2.3.2 结构工艺性分析…………………………………………………………5
3 零件毛坯…………………………………………………………………………………6
3.1 零件毛坯材料的选择 …………………………………………………………6
3.2 零件毛坯种类的确定 …………………………………………………………6
3.3 零件毛坯质量……………………………………………………………………7
3.4 零件的毛坯图及尺寸的确定……………………………………………………7
4 工件定位基准的确定……………………………………………………………………7
5 加工阶段的划分与工序路线的确定……………………………………………………7
6 加工余量的确定…………………………………………………………………………9
7 选择加工设备和工艺设备……………………………………………………………13
8 主要工序定位方案……………………………………………………………………14
9 影响发动机机体主要工序的机械加工质量的因素及主要对策 ……………………15
9.1 设备精度的影响 ………………………………………………………………16
9.2 工艺系统的影响 ……………………………………………………………16
9.2.1 合理设计工艺装备系统 ………………………………………………16
9.2.2 提高连接表面的连接刚度……………………………………………18
9.2.3 采用辅助支撑…………………………………………………………18
9.2.4 采用合理的装夹和加工方式…………………………………………19
9.3 温度的影响……………………………………………………………………19
9.3.1 温度对机体的影响 ……………………………………………………19
9.3.2 采取的措施……………………………………………………………19
9.3.3 对车间环境温度和冷却液温度的要求………………………………20
9.4 磨损的影响……………………………………………………………………20
9.5 振动的影响……………………………………………………………………21
10 主要工序单件机动工时的计算…………………………………………………22
10.1 工序10:粗铣顶底面…………………………………………………………22
10.2 工序40:精铣顶底面 ………………………………………………………22
10.3 工序100:粗镗缸套孔及止口…………………………………………………23
10.4 工序110:半精镗缸套孔………………………………………………………24
10.5 工序130:精镗缸套孔…………………………………………………………24
11 时间定额计算及其生产安排…………………………………………………25
11.1 工序10:粗铣顶底面…………………………………………………………25
11.2 工序40:精铣顶底面 ………………………………………………………26
11.3 工序100:粗镗缸套孔及止口…………………………………………………26
11.4 工序110:半精镗缸套孔………………………………………………………26
11.5 工序130:精镗缸套孔…………………………………………………………26
12 专用夹具设计…………………………………………………………………………26
12.1 粗铣机体顶底端面夹具设计………………………………………………27
12.1.1 研究原始质料…………………………………………………………27
12.1.2 定位基准的选择………………………………………………………27
12.1.3 切削力以及夹紧力的分析计算………………………………………27
12.1.4 误差分析与计算………………………………………………………28
12.1.5 夹具设计及操作的简要说明…………………………………………29
12.2 精镗缸套孔夹具设计…………………………………………………………29
12.2.1 研究原始质料…………………………………………………………29
12.2.2 定位基准的选择………………………………………………………29
12.2.3 切削力以及夹紧力的分析计算………………………………………29
12.2.4 误差分析与计算………………………………………………………31
12.2.5 夹具设计及操作的简要说明…………………………………………31
13 夹具液压系统的设计…………………………………………………………………31
13.1 液压传动的特点分析…………………………………………………………31
13.2 液压系统中执行元件的选择 ………………………………………………32
13.2.1 液压缸的类型和特点 …………………………………………………32
13.3 液压缸的选用计算……………………………………………………………34
13.3.1 液压缸的组成…………………………………………………………34
13.3.2 粗铣顶底端面夹具液压缸的计算……………………………………34
13.2.3 镗缸套孔夹具液压缸的计算…………………………………………35
13.4 液压系统的控制及动力源……………………………………………………36
14 结论……………………………………………………………………………………37
参考文献……………………………………………………………………………………37
致谢…………………………………………………………………………………………38
附录…………………………………………………………………………………………39
附录
附录1:机械加工工艺卡片
附录2:机械加工工序卡片
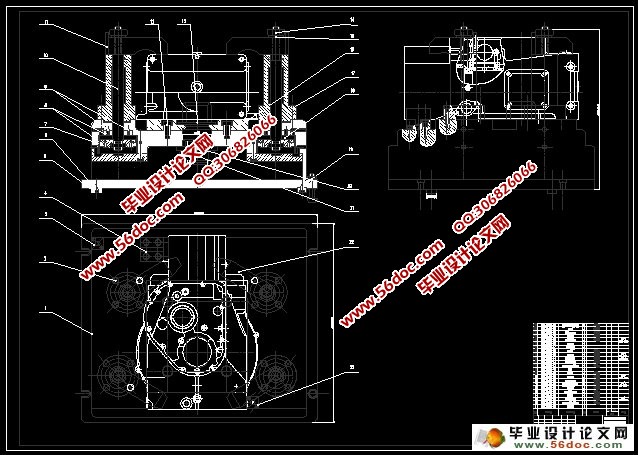
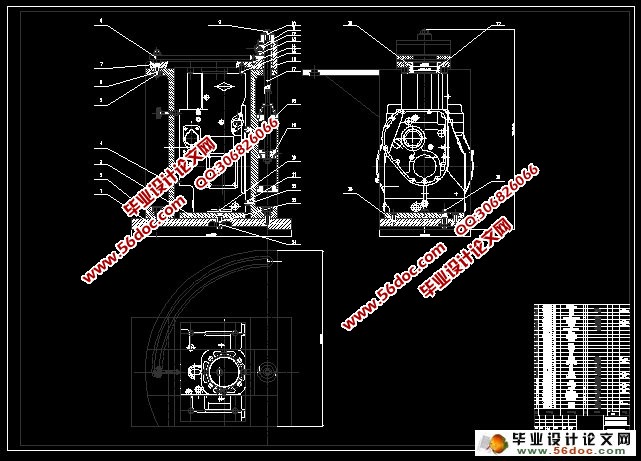
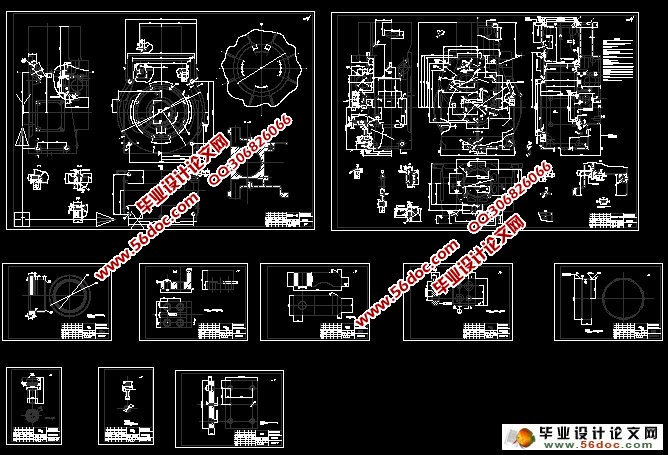
附录3: 粗铣顶底面夹具装配图 1张A0图纸
附录4:精镗缸套孔夹具装配图 1张A0图纸
附录5:夹具零件图 6张A3图纸和2张A4图纸
|