ГнШІМгЙЄЙЄвеМАЙіГн(m=5,z=121)ЙЄзАМаОпЩшМЦ(КЌCADСуМўМаОпЭМ,ЙЄвеЙЄађПЈ)(ТлЮФЫЕУїЪщ7600зж,ЭтЮФЗвы,CADЭМжН6еХ,ЙЄвеЙЄађПЈ)
еЊвЊ
дкЩњВњЙ§ГЬжаЃЌЪЙЩњВњЖдЯѓЃЈдВФСЯЃЌУЋХїЃЌСуМўЛђзмГЩЕШЃЉЕФжЪКЭСПЕФзДЬЌЗЂЩњжБНгБфЛЏЕФЙ§ГЬНаЙЄвеЙ§ГЬЃЌШчУЋХїжЦдьЃЌЛњаЕМгЙЄЃЌШШДІРэЃЌзАХфЕШЖМГЦжЎЮЊЙЄвеЙ§ГЬЁЃдкжЦЖЈЙЄвеЙ§ГЬжаЃЌвЊШЗЖЈИїЙЄађЕФАВзАЙЄЮЛКЭИУЙЄађашвЊЕФЙЄВНЃЌМгЙЄИУЙЄађЕФЛњГЕМАЛњДВЕФНјИјСПЃЌЧаЯїЩюЖШЃЌжїжсзЊЫйКЭЧаЯїЫйЖШЃЌИУЙЄађЕФМаОпЃЌЕЖОпМАСПОпЃЌЛЙгазпЕЖДЮЪ§КЭзпЕЖГЄЖШЃЌзюКѓМЦЫуИУЙЄађЕФЛљБОЪБМфЃЌИЈжњЪБМфКЭЙЄзїЕиЗўЮёЪБМфЁЃ
ЙиМќДЪЃК
ЙЄађЃЌЙЄЮЛЃЌЙЄВНЃЌМгЙЄгрСПЃЌЖЈЮЛЗНАИЃЌМаНєСІ
Abstract
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
Keyword:
The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength
ГнШІСуМўЪЧЛњЦїЛђВПМўЕФЛљДЁСуМў,ЫќАбгаЙиСуМўСЊНсГЩвЛИіећЬх,ЪЙетаЉСуМўБЃГже§ШЗЕФЯрЖдЮЛжУ,БЫДЫФмаЕїЕиЙЄзї.вђДЫ,ГнШІСуМўЕФжЦдьОЋЖШНЋжБНггАЯьЛњЦїЛђВПМўЕФзАХфжЪСП,НјЖјгАЯьЛњЦїЕФЪЙгУадФмКЭЪйУќ.вђЖјГнШІвЛАуОпгаНЯИпЕФММЪѕвЊЧѓ.
СуМўЙЄвеЕФЗжЮі
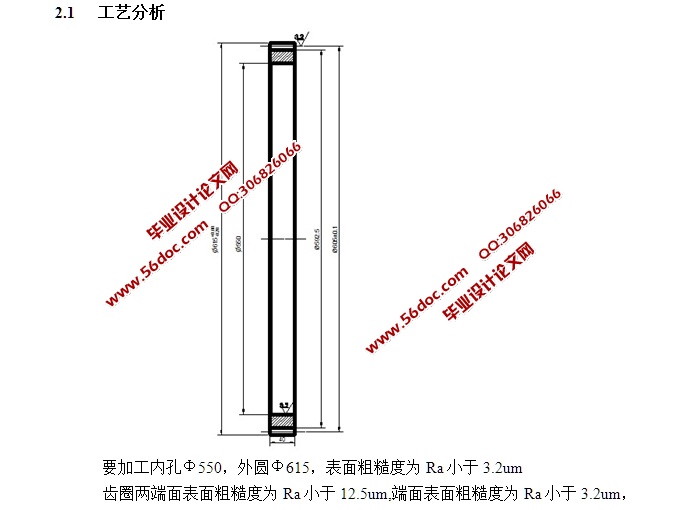
2.1ЙЄвеЗжЮі
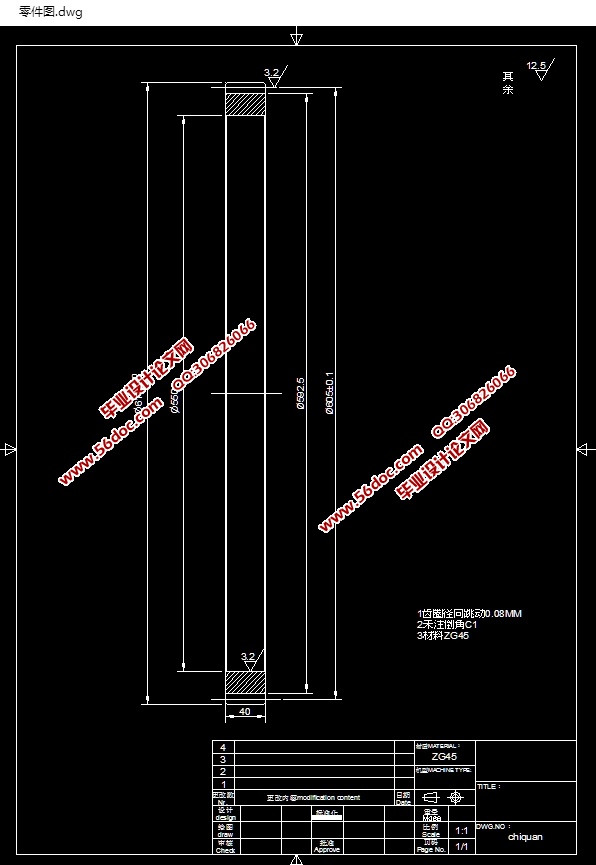
вЊМгЙЄФкПзΦ550ЃЌЭтдВΦ615ЃЌБэУцДжВкЖШЮЊRaаЁгк3.2um
ГнШІСНЖЫУцБэУцДжВкЖШЮЊRaаЁгк12.5um,ЖЫУцБэУцДжВкЖШЮЊRaаЁгк3.2umЃЌ
2.2 ШЗЖЈУЋХїЕФжЦдьаЮЪН
гЩгкж§ИжШнвзГЩаЮЃЌЧаЯїадФмКУЃЌМлИёЕЭСЎЃЌЧвПЙеёадКЭФЭФЅадвВНЯКУЃЌвђДЫЃЌвЛАуГнШІСуМўЕФВФСЯДѓЖМВЩгУж§ИжЃЌЦфХЦКХбЁгУZG45ЃЌгЩгкСуМўФъЩњВњСПЃЌвбДяЕНДѓХњЩњВњЕФЫЎЦНЃЌЭЈГЃВЩгУН№ЪєУўЛњЦїдьаЭЃЌУЋХїЕФОЋЖШНЯИпЃЌУЋХїМгЙЄгрСППЩЪЪЕБМѕЩйЁЃ
2.3 ГнШІСуМўЕФНсЙЙЙЄвеад
ГнШІЕФНсЙЙаЮзДБШНЯИДдгЃЌМгЙЄЕФБэУцЖрЃЌвЊЧѓИпЃЌЛњаЕМгЙЄЕФЙЄзїСПДѓЃЌНсЙЙЙЄвеадгавдЯТМИЗНУцжЕЕУзЂвтЃК
БОГнШІМгЙЄЕФЛљБОПзПЩЗжЮЊЭЈПзЃЌЭЈПзМгЙЄЙЄвеадКУЁЃ
ГнШІЕФФкЖЫУцМгЙЄБШНЯРЇФбЃЌНсЙЙЩЯгІОЁПЩФмЪЙФкЖЫУцЕФГпДчаЁгкЕЖОпашДЉЙ§
МгЙЄЧАЕФжБОЖЃЌЕБФкЖЫУцЕФГпДчЙ§ДѓЪБЃЌЛЙашВЩгУзЈгУОЖЯђНјИјзАжУЁЃ
ЮЊСЫМѕЩйМгЙЄжаЕФЛЛЕЖДЮЪ§ЃЌГнШІЩЯЕФНєЙЬПзЕФГпДчЙцИёгІБЃГжвЛжТЁЃИУСуМўЕФжївЊМгЙЄБэУцЮЊ ЃКЧАКѓЖЫУцЁЂзѓгвСНВрУцЁЂЖЅЖЫУцЁЂЕзЖЫУцКЭИїУцЗжВМЕФПзМАИїТнЮЦПзЁЃ
ЧАЖЫУцЁЂКѓЖЫУцМАЁЂПзЕФОЋЖШжБНггАЯьЕНГнШІЕФЙІгУЃЌЮЛжУОЋЖШКЭаЮзДОЋЖШгІбЯИёвЊЧѓЃЌЫќУЧЕФМгЙЄгІОЁПЩФмЗХдкЭЌвЛЕРЙЄађжаМгЙЄЃЌБмУтдьГЩЛљзМВЛжиКЯЮѓВюМАзАМаЮѓВюЁЃ
ТнЮЦПзЕФЮЛжУОЋЖШКЭаЮзДОЋЖШвВгІбЯИёвЊЧѓЃЌЫќУЧжБНггАГнШІКЭГнТжЕФСЌНгЁЃДгЖјгАГнШІЕФЙІгУЁЃ
гЩВЮПМЮФЯз[2]ЃЌгаЙиУцКЭПзМгЙЄЕФОМУОЋМАЛњДВФмДяЕНЕФЮЛжУОЋЖШПЩжЊЃЌЩЯЪіММЪѕвЊЧѓЪЧПЩвдДяЕНЃЌСуМўЕФНсЙЙЙЄвеадЪЧПЩааЕФЁЃ

ФПТМ
еЊвЊ 1
Abstract 2
ЕквЛеТ: аїТл 3
ЕкЖўеТЃКСуМўЙЄвеЕФЗжЮі 3
2.1 ЙЄвеЗжЮі 3
2.2 ШЗЖЈУЋХїЕФжЦдьаЮЪН 3
2.3 ГнШІСуМўЕФНсЙЙЙЄвеад 4
ЕкШ§еТЃКФтЖЈГнШІМгЙЄЕФЙЄвеТЗЯп 4
3.1 ЖЈЮЛЛљзМЕФбЁдё 4
3.2 МгЙЄТЗЯпЕФФтЖЈ 4
ЕкЫФеТЃКЛњаЕМгЙЄгрСПЃЌЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ 6
ШЗЖЈУЋХї 6
ЕкЮхеТЃКШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 7
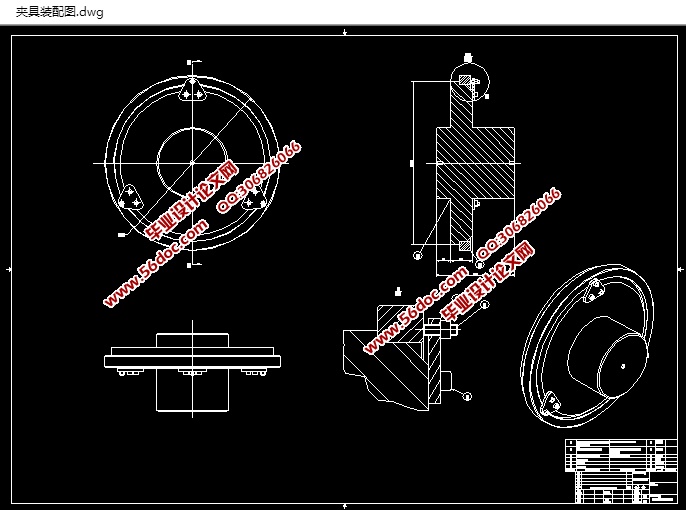
ЕкСљеТ зЈгУМаОпЕФЩшМЦ 9
6.1 баОПдЪМзЪСЯ 9
6.2ЖЈЮЛзАжУЕФЩшМЦ 9
6.3 МаНєзАжУЕФЩшМЦ 10
6.4 МаОпЬхЕФЩшМЦ 15
ВЮПМЮФЯз 18
НсТлЃК 19
|