ЪфгЭЙмНгЭЗж§дьЙЄвеЩшМЦ(КЌCADЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D17780 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17780
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЪфгЭЙмНгЭЗж§дьЙЄвеЩшМЦ(КЌCADЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,жаЦкМьВщБэ,ЭтЮФЗвы,ТлЮФЫЕУїЪщ12000зж,CADЭМ2еХ)
еЊвЊ
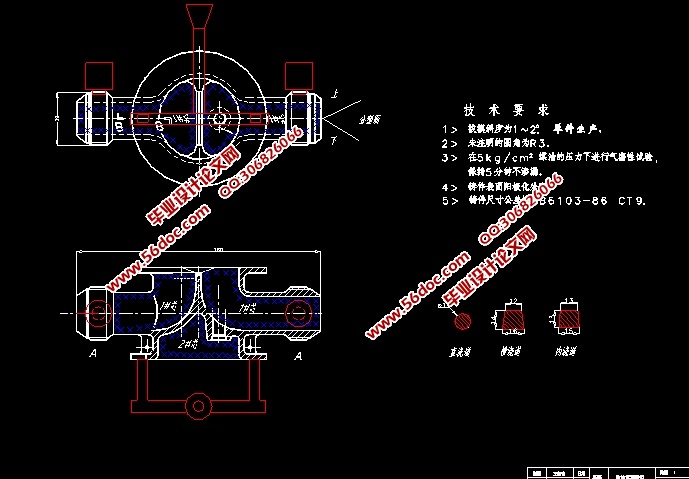
ж§дьОЭЪЧНЋН№ЪєШлСЖЃЌШЛКѓННзЂЩњВњГіЫљашвЊЕФЙЄМўУЋХїЁЃИУДЮбаОПЕФЖдЯѓЪЧЪфгЭЙмЕРНгПкЃЌБОДЮж§дьЪЧВЩгУжиСІж§дьЃЌгУыхШЉЪїжЌЩАдьаЭЁЃИљОнЖўЮЌЭМЃЌгУCreoЛГіж§МўЕФШ§ЮЌФЃаЭЃЌЩАаОВЩгУЕФЪЧЪжЙЄдьаЭЃЌПМТЧЕНСуМўЙЄзїЪБЕФЬѕМўЃЌвЊТњзуЕФадФмЃЌВЮПМСуМўЕФММЪѕвЊЧѓЃЌЭЈЙ§МЦЫуВщдФШЗЖЈСЫЫљашвЊЕФИїЯюЙЄвеВЮЪ§ЃЌШЗЖЈГіж§МўЕФЗжаЭУцЃЌбЁдёзюКЯРэЕФННзЂЮЛжУЁЃЭЈЙ§ВщдФМЦЫуННзЂЯЕЭГЕФННЕРГпДчвдМАУАПкГпДчЃЌзюКѓбЁдёСЫЗтБеЪНННзЂЯЕЭГ.
ЮЊСЫбщжЄЙЄвеЕФКЯРэадЃЌдЫгУZ-castШэМўЖдЦфНјааФЃФтЗТецЃЌФЃФтНсЙћБэУїЃЌВЩгУЕФДЋЭГЗНЗЈЩшМЦЕФННзЂЯЕЭГДцдкж§дьШБЯнЃЌИљОнШБЯнЫљГіЯжЕФЮЛжУКЭГпДчЃЌЖдЩшМЦНјааадгХЛЏЃЌЯћГ§ж§дьШБЯнЃЌзюКѓШЗЖЈГізюКЯРэПЩааЕФж§дьЙЄвеЗНАИЁЃ
ЙиМќДЪЃКЗжаЭУцЃЛННзЂЯЕЭГЃЛФЃФтЗТецЃЛЙЄвегХЛЏ
Abstract
Foundry is a process of melting of metals, pouring into the mold and other steps to create the required metal parts blank. In this study, the pipeline interface was set an example to the research of foundry technology, the gravity casting method and urea formaldehyde resin sand molding were used in the designing. The CREO software was used to the solid parts creation. According to the technical requirements and working conditions, choked running system choked gating system was chose and the series foundry technology parameters such as pouring position, mould joint and so on were determined, the gating systems and risers were calculated for the casting.
In order to verify the rationality of the foundry technology, Z-cast software was introduced in the simulation process. The simulation results show that there were some defects were found in the original casting technology. The casting technology was optimized according to the position and dimensions, the defects were decreased or eliminated, the final foundry technical was determined.
Keywords: parting surface; gating system; simulation; process optimization
ж§МўНсЙЙгыГпДч
ж§МўЃКЪфгЭЙмЕРНгПк
ВФСЯЃКZL104
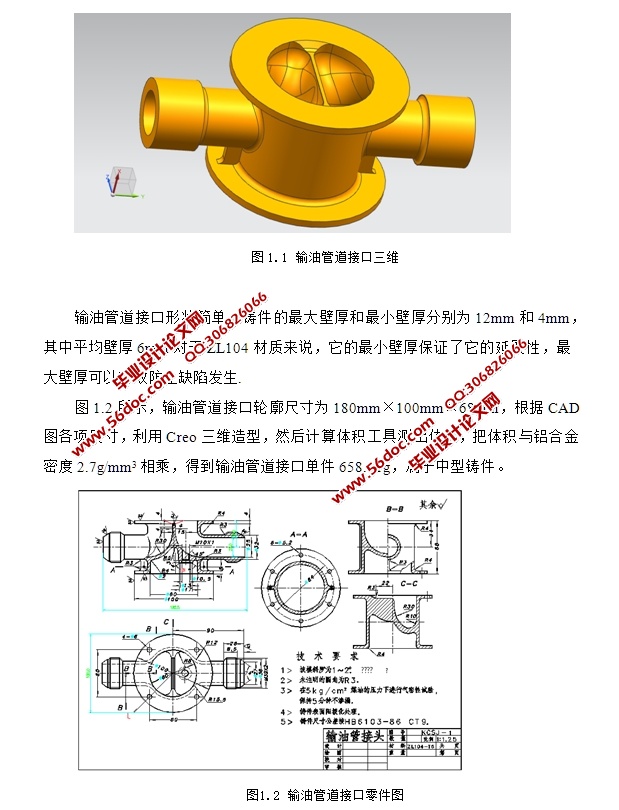
ЭтаЮГпДчЃК180mm×100mm×68mm
ИљОнШ§ЮЌЭМЕУГіЬхЛ§ЃК244.0049СЂЗНРхУз
ОВщдФZL104ЕФУмЖШЃК2.7g/СЂЗНРхУз
гЩУмЖШЙЋЪН ЫуГіИУж§МўЕФжЪСПЮЊ658.81g
ЩњВњХњСПЃКаЁХњСПЩњВњ
ИУж§МўдкжкЖрж§МўРржаЪєгкжЇГХРрЃЌЫљвдЫќФкВПвЊГаЪмбЙСІЃЌгыЯрЖдгІЕФдиКЩЃЌгЩгкЫќЕФзїгУЕФдвђЃЌжТЪЙЫќФкВПВЛФмгаШБЯнЃЌЦјУмадвЊСМКУЃЌФкгаЫѕЫЩЫѕПзШБЯнЁЃ

ФП ТМ
Ек1еТ аїТл 1
1.1 ПЮЬтбаОПЕФБГОАМАвтвх 1
1.2БОеТаЁНс 2
Ек2еТ ЪфгЭЙмЕРНгПкНсЙЙЬиЕуМАММЪѕвЊЧѓ 3
2.1 ж§МўНсЙЙгыГпДч 3
2.2бЁдёЩАаЭгыж§дьЗНЗЈ 5
2.3 ZL104ЛЏбЇГЩЗжМАадФм 5
2.4БОеТаЁНс 6
Ек3еТ ЪфгЭЙмЕРНгПкж§дьЙЄвеЗНАИ 7
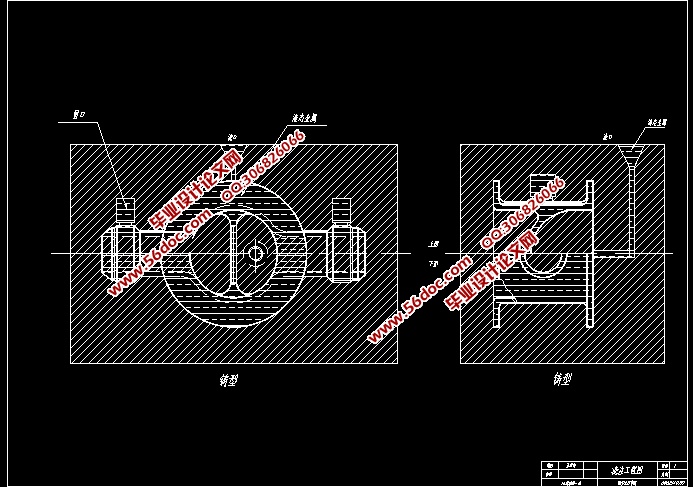
3.1ЗжаЭУцЕФШЗЖЈ 7
3.2бЁдёКЯРэЕФННзЂЮЛжУ 7
3.3 ШЗЖЈж§МўЪ§ФП 8
3.4ЪфгЭЙмЕРНгПкЩАаЭж§дьЙЄвеВЮЪ§ШЗЖЈ 8
3.4.1 бЁдёГпДчЙЋВю 8
3.4.2 зюаЁж§ГіПзМАВлЕФбЁдё 9
3.4.3 ЛњаЕМгЙЄгрСПЕФбЁдё 9
3.4.4ж§МўЪеЫѕТЪ 9
3.4.5Ц№ФЃаБЖШ 10
3.5ЪфгЭЙмЕРНгПкж§МўННзЂЯЕЭГЕФЩшМЦ 11
3.5.1ННзЂЯЕЭГРраЭбЁдё 11
3.5.2ННзЂЯЕЭГГпДчЕФЩшМЦ 11
3.5.3ННзЂЪБМфЕФМЦЫу 13
3.6УАПкЕФЩшМЦ 14
3.7БОеТаЁНс 15
Ек4еТ ЩАаОНсЙЙгыЩАЯфбЁдё 16
4.1ЩАаО 16
4.2ЩАЯфЕФЩшМЦ 17
4.3ФЃЕзАхЕФЩшМЦ 17
4.4БОеТаЁНс 19
Ек5еТ ЪфгЭЙмЕРНгПкЕФж§дьФЃФтЗжЮі 20
5.1ФЃФтЗжЮіЧАДІРэ 20
5.1.1 ФЃаЭНЈСЂ 20
5.1.2ЙЄвеВЮЪ§ЕФЩшжУ 20
5.2ФЃФтЗТец 21
5.2.1ЕквЛДЮФ§ЙЬЙ§ГЬЕФЮТЖШГЁ 22
5.2.2ЕквЛДЮгХЛЏКѓЕФФ§ЙЬЙ§ГЬЕФЮТЖШГЁ 25
5.2.3ЕкЖўДЮгХЛЏКѓЕФФ§ЙЬЙ§ГЬЕФЮТЖШГЁ 27
5.4гХЛЏЕФННзЂЯЕЭГвдМАГфаЭ 32
5.4.1гХЛЏЕФННзЂЯЕЭГ 32
5.4.2гХЛЏГфаЭЙ§ГЬ 33
5.5гХЛЏКѓЕФФ§ЙЬЙ§ГЬЕФЮТЖШГЁ 35
5.6ФЃФтШБЯнЕФдЄВтЗжЮі 38
5.7БОеТаЁНс 38
Ек6еТ НсТл 39
жТаЛ 40
ВЮПМЮФЯз 41
|
