阀体的加工工艺编制及专用夹具设计(含CAD图,CAXA图纸,工艺卡)任务书,论文说明书20000字,CAD图纸3张,CAXA图纸3张,工艺卡)
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的加工顺序和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间。通过对零件的分析,讨论了零件的机械加工工艺过程、工艺规程设计和毛坯的种类。分析后制定零件机械加工工艺路线,说明表面加工方法的选择、零件加工工艺原则和工艺编制。确定夹具总体方案,包括加工的方法、定位方案和定位误差的分析、夹紧方案、切削夹紧力的计算,分析了机械加工工艺的行业现状,进行阀体市场调查,设计针对阀体生产方案,有效降低劳动力,提高生产效率。
关键词: 加工工艺 ;制造 ; 刀具 ; 生产
Abstract
In the production process, the process of making direct changes in the quality and quantity of production objects (raw materials, roughs, parts, assemblies, etc.) is called a process, such as blank manufacturing, machining, heat treatment, and assembly. process. In the process of formulating the process, it is necessary to determine the processing sequence of each process and the steps required for the process, the feed amount, cutting depth, spindle speed and cutting speed of the locomotives and machine tools that process the process, the fixtures, tools and measuring tools for the process. , as well as the number of passes and the length of the pass, and finally calculate the basic time of the process. Through the analysis of the parts, the mechanical processing process of the parts, the design of the process specification and the types of blanks were discussed. Analyze and formulate the parts mechanical processing route, explain the choice of the surface processing method, the part processing technology principle and the process establishment. Determine the overall fixture solution, including the processing method, positioning program and positioning error analysis, clamping program, calculation of cutting clamping force, analysis of the status quo of the mechanical processing industry, the valve body market survey, design for the valve body production program Effectively reduce the labor force and increase production efficiency.
Keywords: Processing Technology; Manufacturing; Cutting Tools; Production
2.2.2 加工零件的分析
以下是阀体零件需要加工的表面以及加工表面之间的位置要求:
(1)底面,公差要求很低,表面粗糙度为 Ra6.3μm。
(2)M,N 两侧面,公差等级为 IT7 级,表面粗糙度为 Ra6.3μm。
(3)φ60 孔,公差等级为 IT7 级,表面粗糙度为 Ra3.2μm。
(4)M42 螺纹孔,公差等级为 IT7 级,表面粗糙度Ra3.2μm。
(5)M42 螺纹 。
(6) φ60 外圆,公差要求较低,外圆中心线与底面的平行度要求为 0.02mm。
(7) M40端面,公差要求较低,但需要保证下一步孔的加工精度,端面要保证一定的精度。
(8) M40 螺纹。
(9) φ25 孔,公差等级为 IT7 级,表面粗糙度为 Ra3.2μm。
(10)φ16 孔,公差等级为 IT7 级,表面粗糙度为 Ra3.2μm。
(11) 底面上 4×φ10 孔,表面粗糙度为 Ra12.5,四个孔的定位尺寸为 80×70。
(12) 90×90 端面上的 4×φ10 孔,表面粗糙度为 Ra12.5,四个孔的定位尺寸为 70×70。
2.2.3 零件的加工方法
根据各加工方法的经济精度及一般机床所能达到的位置精度,该零件没有很难加工的表面,上述各表面的技术要求采用常规加工工艺均可以保证。


目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 阀体的现状 1
1.1.1 阀体的定义 1
1.1.2 阀体的种类及其应用 1
1.1.3 阀体的市场需求及产品应用前景分析 1
1.2 机械工艺的发展趋势 1
1.2.1 机械加工工艺及专用夹具行业特点 1
1.2.2 机械加工工艺及专用夹具的发展历史 2
1.3 课题要达到的设计目的 3
第2章 阀体方案论证及可行性设计 4
2.1 调研结论 4
2.2 零件分析 4
2.2.1 零件的结构分析 4
2.2.2 加工零件的分析 5
2.2.3 零件的加工方法 5
2.3 工艺方案设计 6
2.3.1 方案一 6
2.3.2 方案二 7
2.3.3 方案三 8
2.4 工艺方案可行性论证 9
2.4.1 技术方面 9
2.4.2 制造方面 9
2.4.3 经济性方面 9
2.5 方案确定 10
第3章 阀体的工艺设计计算 11
3.1 工艺规程设计 11
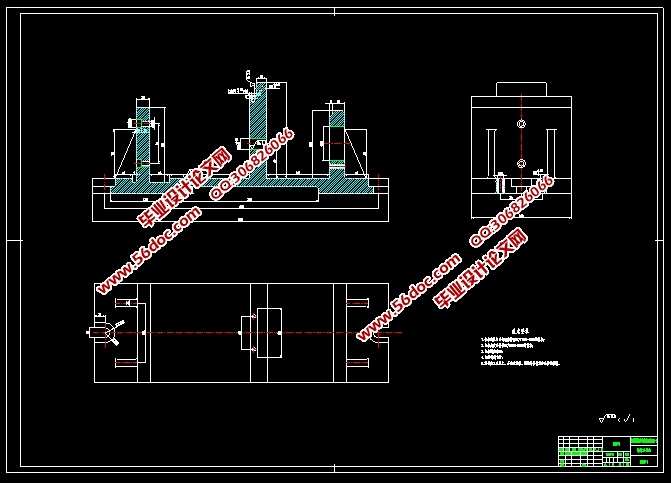
3.1.1 毛坯的选择 11
3.1.2 基准面的选择 12
3.1.3 加工设备及工艺装备的选用 12
3.1.4 加工余量、工序尺寸及公差的确定 15
3.2 工艺计算说明 17
3.2.1 确定切削用量及基本工时 17
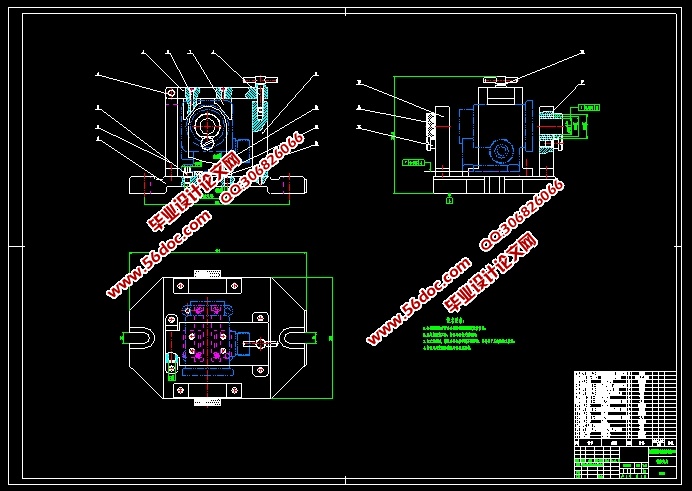
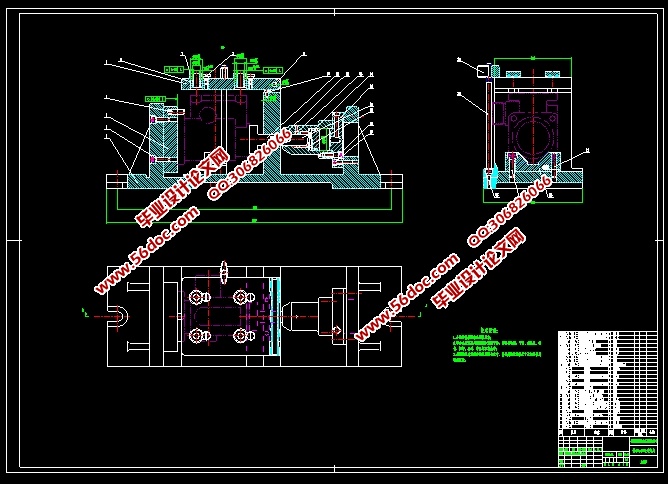
3.3.1 钻床夹具的设计 40
3.2.2 镗床夹具的设计 42
3.3 环境保护和可持续发展 45
3.3.1 阀体的生产过程中如何保护环境 45
3.3.2 阀体设计过程与可持续发展的关系 45
第4章 产品的使用与维护 46
4.1 正确的产品维护对工件产生的影响 46
4.1.1 阀体的正确维护方法 46
4.1.2 阀体的正确使用方法 46
第5章 毕业设计特色专题 47
5.1 UG软件的介绍 47
5.2 钻床夹具定位销三维制作过程 47
5.3 钻床专用夹具三维装配图 48
结论 49
参考文献 50
致谢 52
|
