Abstract
Dial the fork is the important parts,auto transmission shift handle it receives the variable speed signal transmission,to control the gear transmission with corresponding gear operation.Stable,so that cars can very good transform speed,stable driving;with compact structure,transmission torque,small volume light weight,high transmission efficiency,long service life ect.Characteristics.
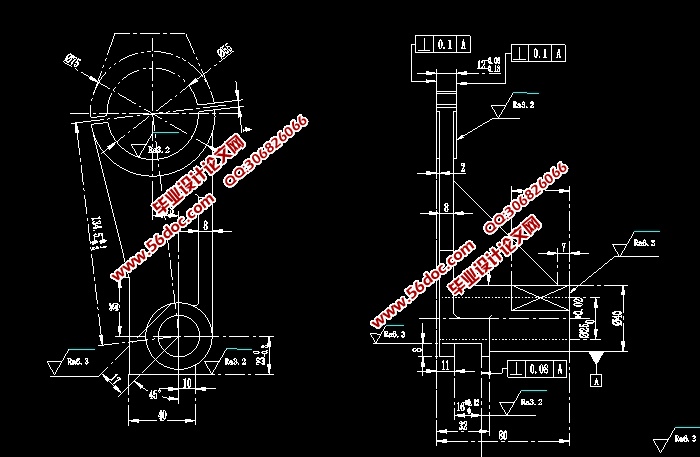
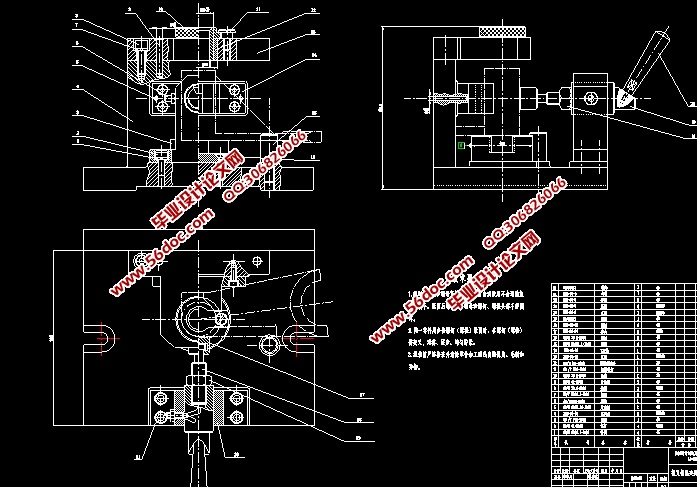
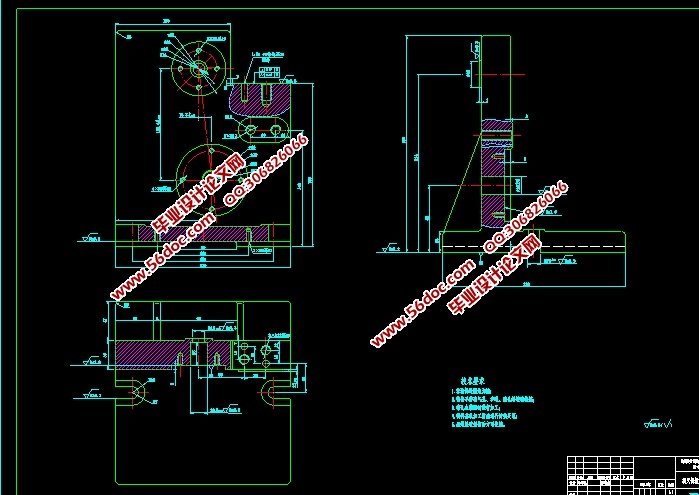
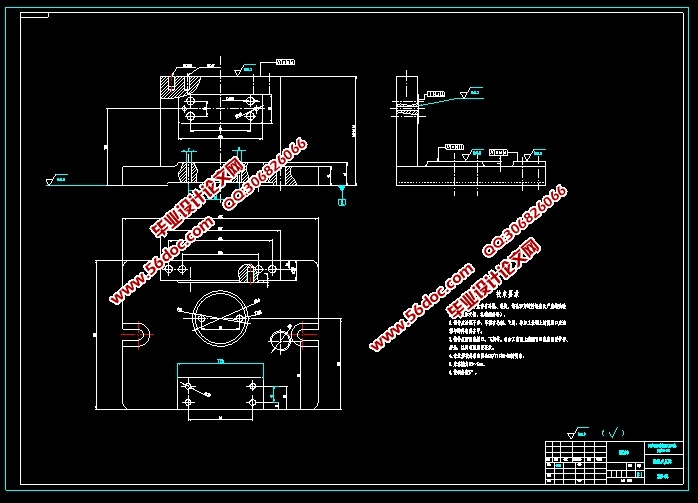
This paper from the aspect of research gearshift forks to shift the gearshift forks process planning,and designed a fine milling end fixture.Design with CAD drawing out the gearshift forks parts graph and fixture.And detail drawings were plotted CATIA detail drawing and fixture figure.The traditional process for gearshift forks made better understood for the average end fine milling fixture made extensive discussion.