轴承座机械加工工艺规程及夹具设计(含CAD零件图装配图,工艺卡工
来源:56doc.com 资料编号:5D19635 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D19635
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
轴承座机械加工工艺规程及夹具设计(含CAD零件图装配图,工艺卡工序卡)(论文说明书9500字,CAD图纸5张,工艺卡,工序卡)
中文摘要
要设计此零件的加工工艺,首先是零件的分析;其次是确定毛坯的制造形式以及制订工艺路线,翻阅《切削余量手册》,确定机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。专用夹具的设计,首先要想好设计方案,找准定位面及各个定位元件所限制的自由度。翻阅《夹具设计手册》及《机械制造工艺手册》确定各个夹具体零件的具体尺寸。
关键词:工艺 夹具 夹紧 定位
ABSTRACT
To design parts of this processing, the first parts of the analysis; secondly, to determine the blank forms and the development of manufacturing process line, read "Cutting cushion manual," setting machinery allowance, processes size, rough size, cutting parameters and the basic hours of work identified. Special fixture design, the design must first consider good programs, pinpoint positioning face and positioning components of the various restrictions of freedom. Read "Fixture Design Manual" and "Machinery Manufacturing Technology Handbook" establish specific folder size of the specific components.
Keywords : Process Fixture Synchronizing Location
2 轴承座加工工艺规程设计
2.1零件的分析
2.1.1零件的作用
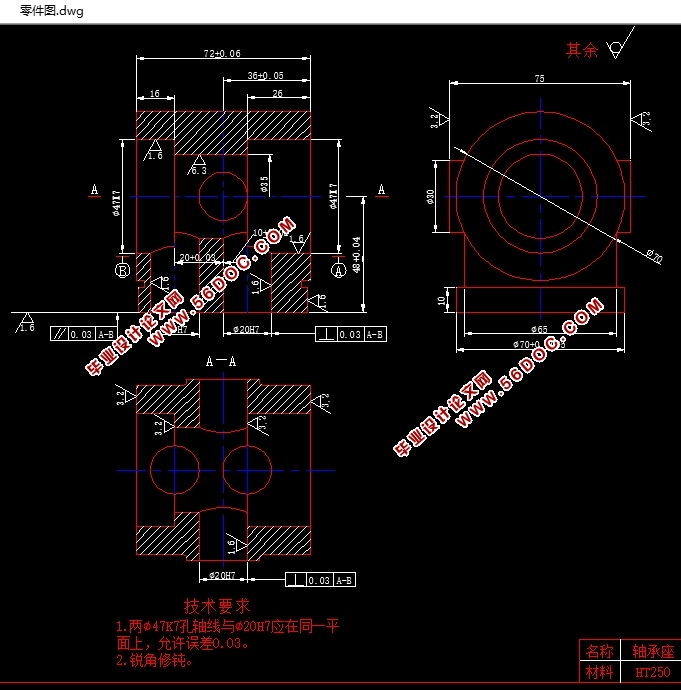
题目给出的零件是轴承座,它的主要的作用是用来支承、固定的。它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时轴承座分出部分动力将运动传给箱体。轴承座中的主轴是机床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值也将大打折扣。
2.1.2零件的工艺分析
零件的材料为HT250,灰铸铁生产工艺简单,铸造性能优良,减震性能良好。轴承座需要加工表面以及加工表面的位置要求。现分析如下:
(1)主要加工面:
1)铣底平面保证尺寸10mm,平行度误差为0.03
2)铣侧面保证尺寸75与下平面的垂直度误差为0.02
3)镗孔至所要求尺寸,并保证各位误差要求
4)钻孔2-φ20孔
(2)主要基准面:
1)以下平面为基准的加工表面
这一组加工表面包括:轴承座上表面各孔、轴承座上表面
2)以下平面为基准的加工表面
这一组加工表面包括:主要是下平面各孔

目录
1 前言 1
夹具的基本结构及设计内容 1
2 轴承座加工工艺规程设计 3
2.1零件的分析 3
2.1.1零件的作用 3
2.1.2零件的工艺分析 3
2.2轴承座体加工的主要问题和工艺过程设计所应采取的相应措施 4
2.2.1确定毛坯的制造形式 4
2.2.2基面的选择 4
2.2.3确定工艺路线 4
2.2.4机械加工余量、工序尺寸及毛坯尺寸的确定 5
2.2.5确定切削用量 6
2.3小结 22
3 专用夹具设计 15
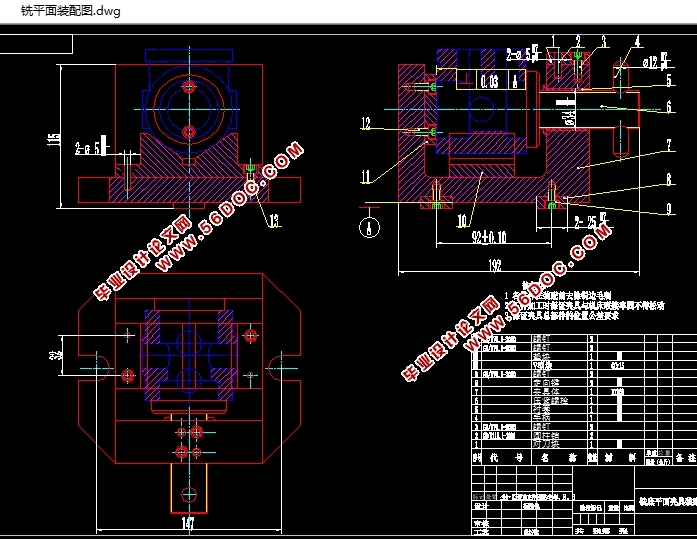
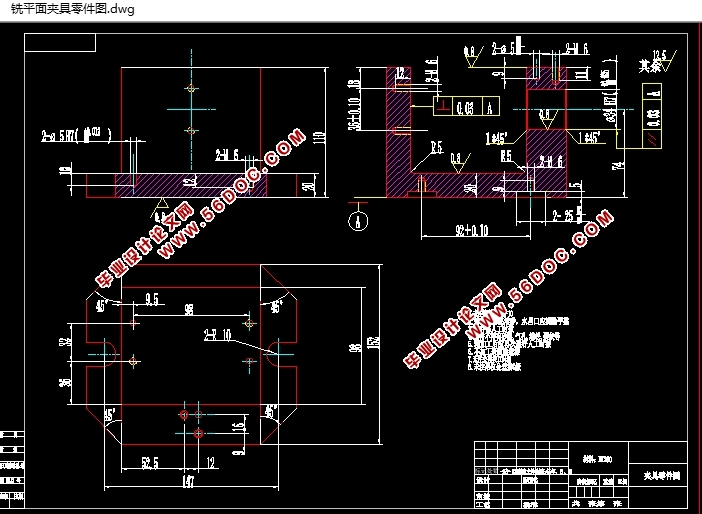
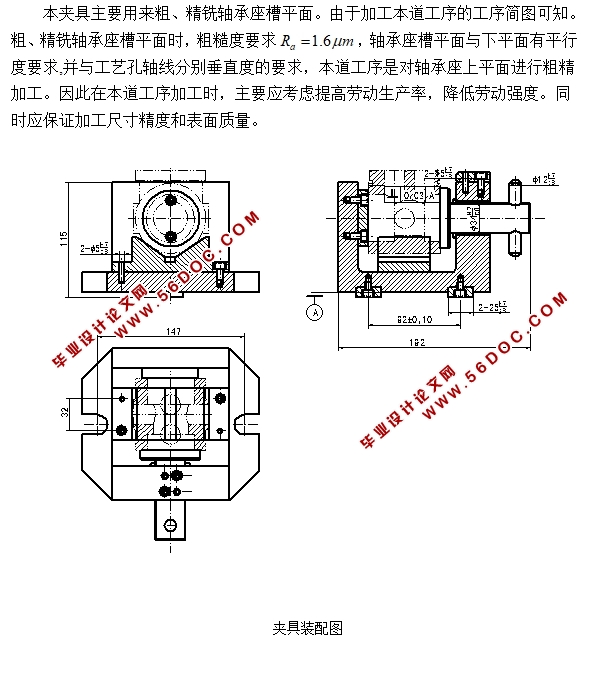
3.1夹具设计简要说明 15
3.2粗、精铣轴承座槽面夹具夹具设计 16
3.2.1定位基准的选择 17
3.2.2定位元件的设计 28
3.2.3铣削力与夹紧力计算 17
3.2.4夹具体槽形与对刀装置设计 18
3.2.5夹紧装置及夹具体设计 19
3.2.6夹具设计及操作的简要说明 20
3.2小结 21
4 结束语 22
参考文献 23
|
