车床换挡拨叉加工工艺规程设计(含CAD图,CAXA图,工艺工序卡)(论文说明书14000字,CAD图5张,CAXA图5张,工艺卡,工序卡)
摘要
本此设计是对车床换挡拨叉零件,进行的加工工艺分规程的设计,设计的主要项目是:绘制零件图、设计毛坯图、工件加工的夹紧定位、指定工件的工艺路线、选择刀具、加工切削用量、工件在加工过程中的实时优化等等。选用正确的机械加工方式,安排可靠的工艺流程。
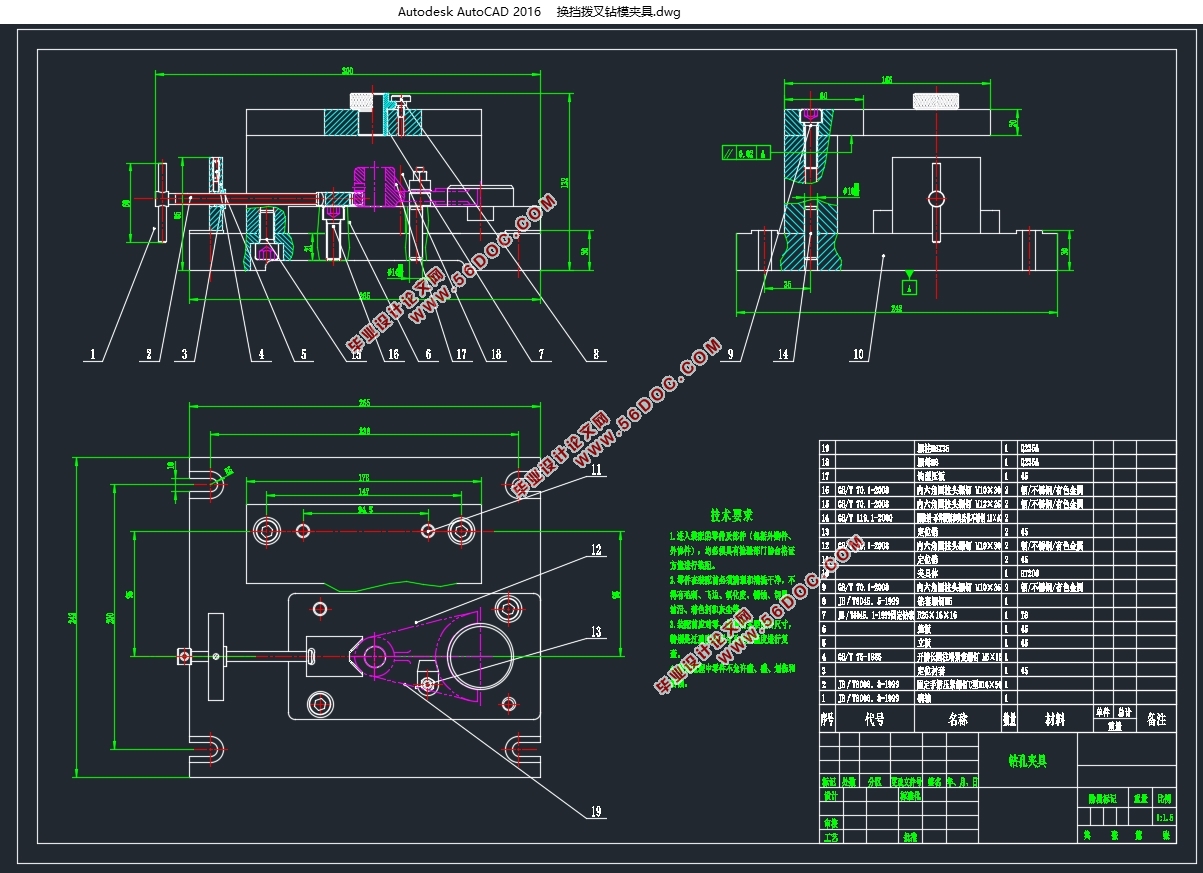
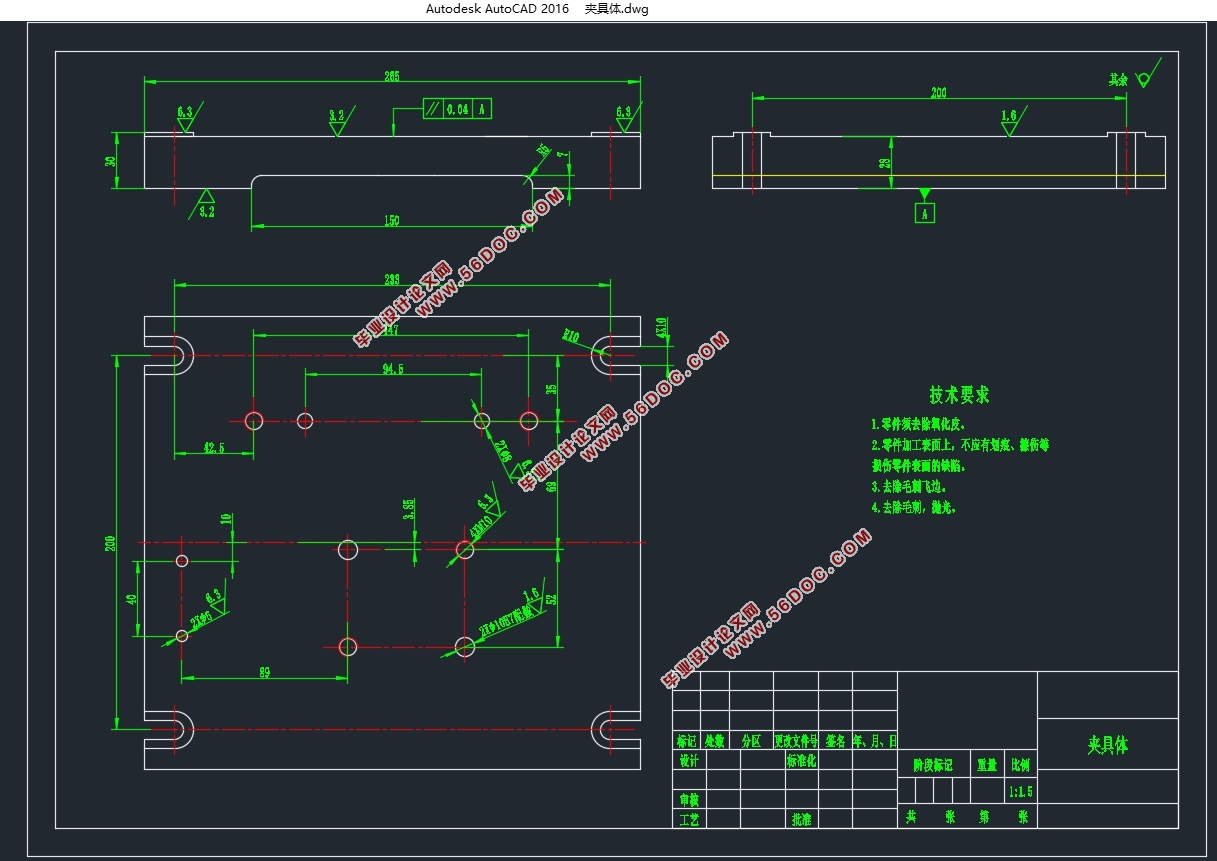
机械加工专用夹具类别很多,此次设计中我们选用比较通用的夹具形式,这样具有规范的尺寸,采购专业生产厂家的标准件,可节省制作成本和时间,在大批量生产中广泛应用。专用夹具在工件加工过程中起到重要作用,根据不同的加工工艺过程和方法来设计制造。本次设计的夹具的主要内容包括,一个钻孔夹具和一个车床夹具。
关键词:车床换挡拨叉,加工方式,工艺流程
Abstract
TThis design is on the cylinder back cover parts, design process of the procedures and two sets of fixture design, the main project is: drawing, design, blank drawing workpiece clamping and positioning, specify the workpiece process, choosing tools and cutting parameters, the workpiece in the process of real-time optimization etc. Choose the right machining method and arrange the reliable process flow.
A lot of special fixture for machining categories, this design we use the general form of the fixture, with standard size, standard parts procurement professional manufacturers, can save production cost and time, widely used in mass production. The special fixture plays an important role in the process of the workpiece. The design of the main contents of the fixture includes a drilling fixture and a lathe fixture.
Key words: cylinder rear cover, processing method, fixture, process flow
2.1零件的分析
2.1.1零件的作用
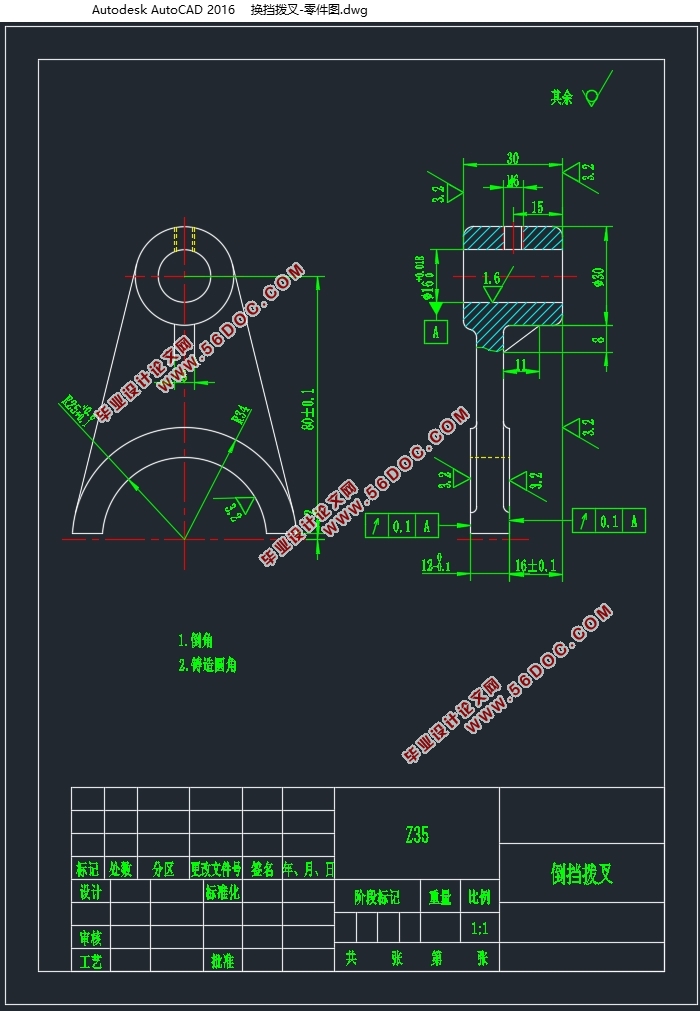
车床换挡拨叉连要用途为:固定安装操作其他配合件。加工质量会影响加工精度、性能和寿命。
题目所给的零件是CA6140车床的拨叉。它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件的孔与操纵机构相连,半孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开
2.1.2零件的工艺分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:
1.大头半圆端面及其孔Ф50;
2.小头孔φ16;
3.开口2槽;
4.厚度端面;
5.大头半圆孔两端面与小头孔端面的跳动误差为0.1mm
由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
目 录
摘要 II
目 录 IV
第1章 序言 5
1.1 机械加工工艺概述 5
1.2机械加工工艺流程 5
1.3夹具概述 6
第2章 车床换挡拨叉加工工艺规程设计 7
2.1零件的分析 7
2.1.1零件的作用 7
2.1.2零件的工艺分析 7
2.2工艺过程设计所应采取的相应措施 8
2.3车床换挡拨叉加工定位基准的选择 8
2.3.1 确定毛坯的制造形式 8
2.3.2粗基准的选择 8
2.3.3精基准的选择 8
2.4 工艺路线的制定 8
2.4.1 工艺方案一 9
2.4.2 工艺方案二 9
2.4.3 工艺方案的比较与分析 11
2.5机械加工余量、工序尺寸及毛坯尺寸的确定 11
2.6确定切削用量及基本工时(机动时间) 12
2.7 本章小结 28
第3章 夹具设计概述 30
3.1问题的提出 30
3.2夹具的设计 30
3.2.1 定位基准的选择 30
3.2.2定位误差分析 30
3.2.3夹紧装置的设计 30
3.2.4切削力及夹紧力的计算 31
3.3夹具装配图的绘制 31
结论 32
致谢 33
参考文献 34
|
