摘要
在机械工业中,产品由于在质量、效能和可靠性等方面有很高的要求,而且构造特点一般表现为形状复杂、壁薄、刚度低、技术要求高等。因此,对它的制造与工艺就显得非常具有挑战性和严格性。(毕业设计网 )
本次设计就是针对某机型铰链座的制造与工艺,详细地介绍了该产品的整个加工方案的拟订过程,并针对其中某道工序所需的专用夹具进行了设计。工艺设计中依据现有的条件,仍选用传统的机械加工方式进行编制,但又根据零件自身的特点及其结构性能的要求,部分按照非常规的加工路线进行加工,更好的确保了产品的质量和技术性能要求,也体现产品的加工特点。另外,在专用夹具的设计中,采用了螺栓联接式夹具体,与传统的焊接式相比,虽然成本略有提高,但更利于夹具以后更换、维修,提高了材料的利用率。
通过对该零件的制造与工艺的研究,可以很好地了解产品的制造特点及其发展方向。专用夹具的广泛使用使得整个加工过程更为简便,对工件的质量也有了更好的保证,且提高了劳动生产率。
关键词:工艺 工序 专用夹具、
Abstract
In the machinery industry, due to product quality, performance and reliability, have very high demand, and general performance characteristics of the tectonic complex shape, thin walled, low stiffness, high technical requirements. Therefore, the manufacture and process it becomes very challenging and rigorous.
This is against a design models hinge on the manufacture and Technology, detailed description of the product's processing programme development processes, and a procedure which required a special fixture design. Process Design based on the existing conditions, still use the traditional mechanical processing methods for the preparation, but according to parts of their own characteristics and structural performance requirements, in accordance with the unconventional part of the processing line processing, and better ensure the quality of the product and technical performance requirements, but also the processing characteristics of products. In addition, the design of the special fixture, connected by a bolt-specific folders, and compared with traditional welded, although a slight increase in cost, but is more conducive to the future fixture replacement, repair and improve the utilization of the material.
Through the parts manufacturing and technology research can have a very good understanding of product manufacturing characteristics and the direction of development. Fixture for the extensive use of the whole process more simple, the quality of the workpiece has a better guarantee, and improved labor productivity.
Key words: technology processes special fixture
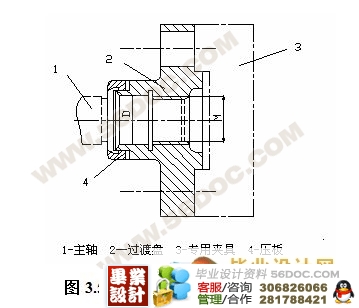
夹具在车床上的安装
由于本工序在C620车床上进行,过渡盘以内孔在主轴前端的定心轴颈上定位,用螺纹紧固.过渡盘与主轴前端采用H7/h6配合.所以为了夹具的安装,还需设计一个法兰盘,其连接部位的尺寸与机床主轴的尺寸相配合,可按机床的尺寸进行选取,其余的外形尺寸依据夹具体的大小进行确定。

目录
毕业设计任务书………………………………………………………………III
毕业设计调研报告:…………………………………………………………IV
毕业设计说明书
第一章某机型铰链座制造与工艺…………………………………………1
摘要:…………………………………………………………………………1
绪论 2
第二章 工艺规程的制订 3
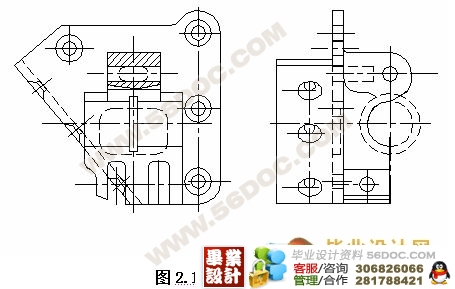
2.1 零件图的分析 3
2.1.1了解生产条件及结构分析 3
2.1.2主要表面的分析 4
2.1.3材料和毛坯的分析 5
2.2工艺过程的设计 6
2.2.1 零件表面加工方法的选择 6
2.2.2 工序的集散性及热处理的安排 9
2.2.3制订工艺路线 10
2.2.4 定位基准的选择 13
2.3 确定机械加工余量及毛坯设计 14
2.3.1 确定机械加工余量 14
2.3.2 毛坯的设计 16
2.4.1 选择加工设备及工艺设备 19
2.4.2 确定工序尺寸 21
第三章 专用夹具的设计 21
3.1 研究原始资料 22
3.1.1 技术要求的分析 22
3.1.2 毛坯情况…………………………………………………………………22
3.1.3 加工中使用的设备及加工余量…………………………………………22
3.2定位装置的设计…………………………………………………………24
3.2.1 定位方案及误差的分析…………………………………………………24
3.2.2定位元件的设计……………………………………………………25
3.3 夹紧装置的设计……………………………………………………27
3.3.1 夹紧装置的组成及基本要求 27
3.3.2 夹紧力的计算 27
3.3.3 夹紧机构的设计 30
3.4 夹具体的设计 31
3.4.1 夹具体的结构设计 32
(毕业设计网 )
3.4.2 夹具体外形尺寸的确定 33
3.5夹具在车床上的安装 33
3.6夹具公差配合及技术要求的制订 34
3.6.1 夹具公差配合的制定 34
3.6.2夹具技术要求的确定 35
小结 35
参考文献 47
附件
附件一 中英文翻译
附件二 图纸
附件三 工序卡及工艺卡 |
