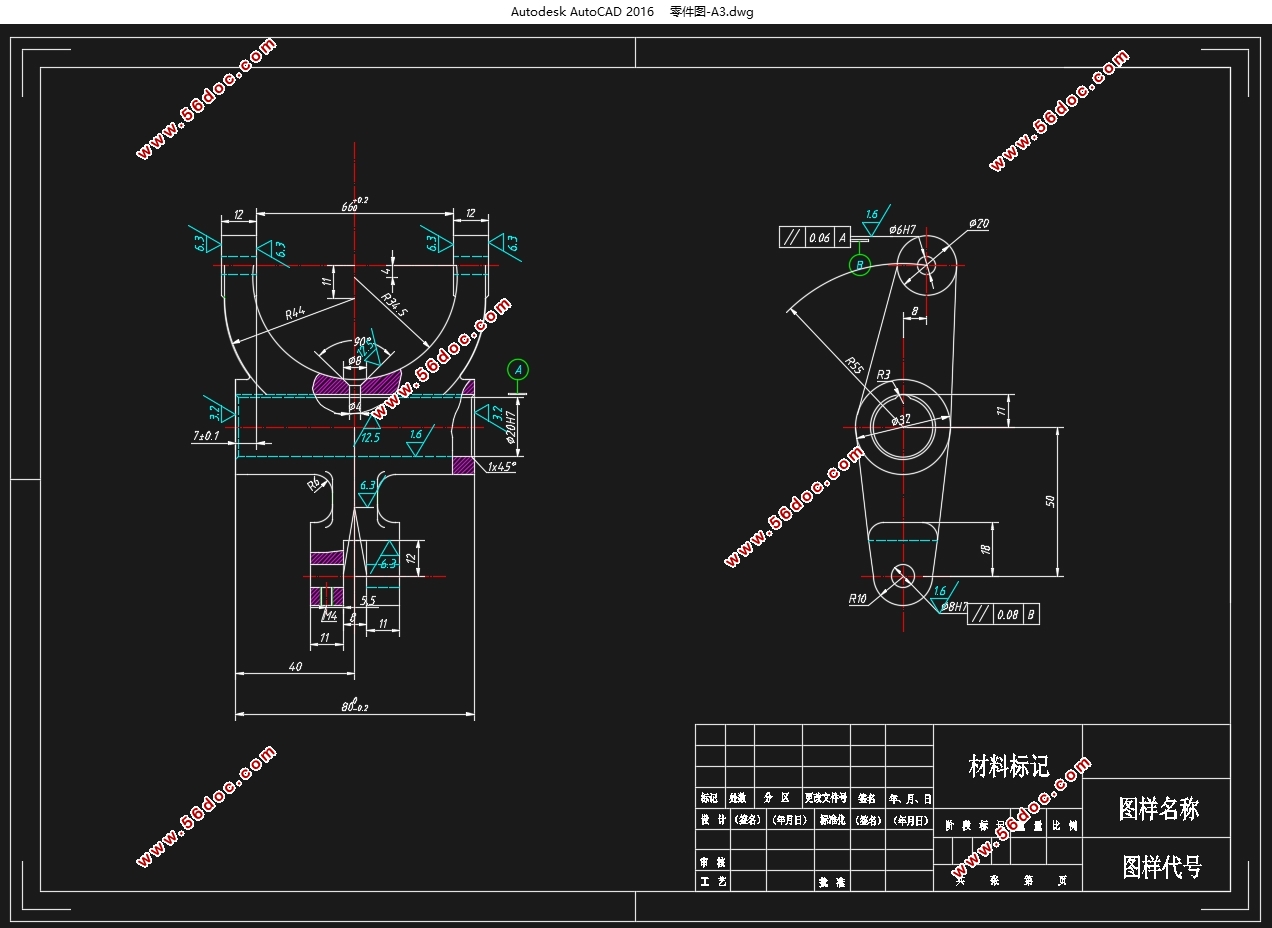
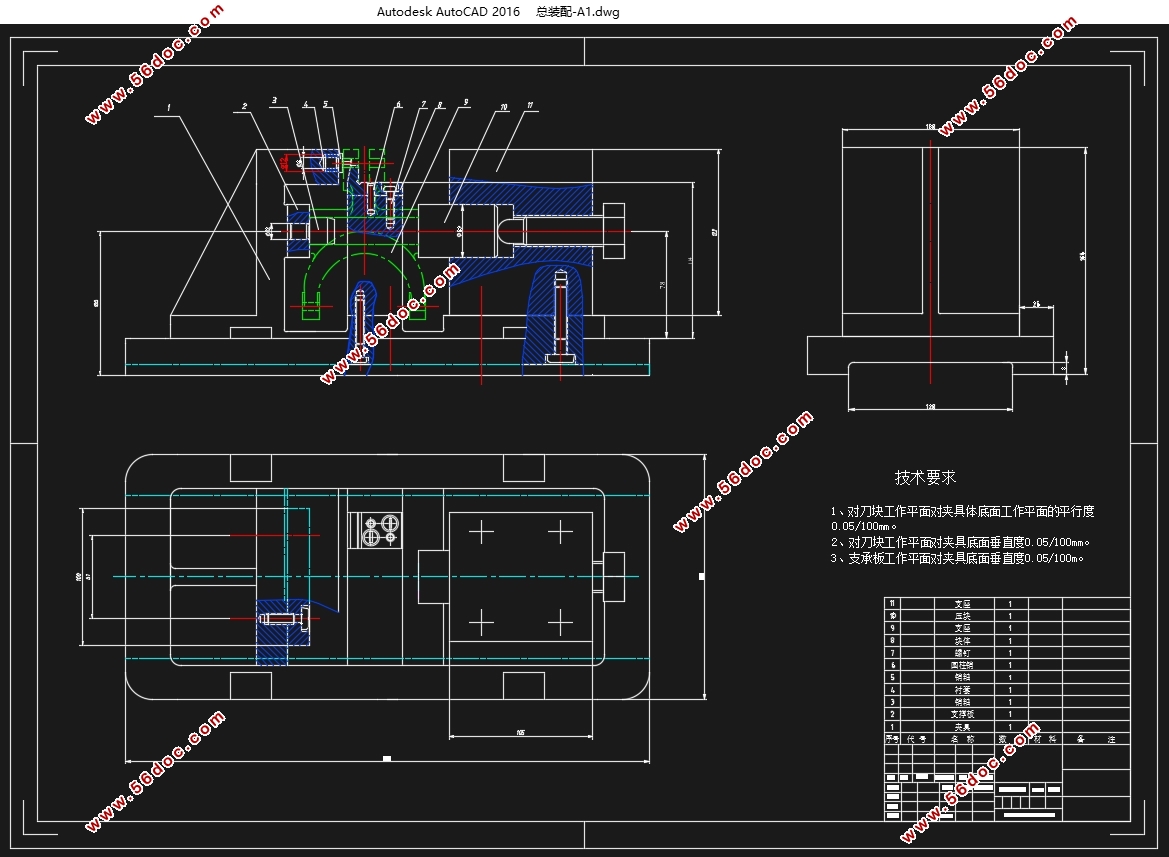
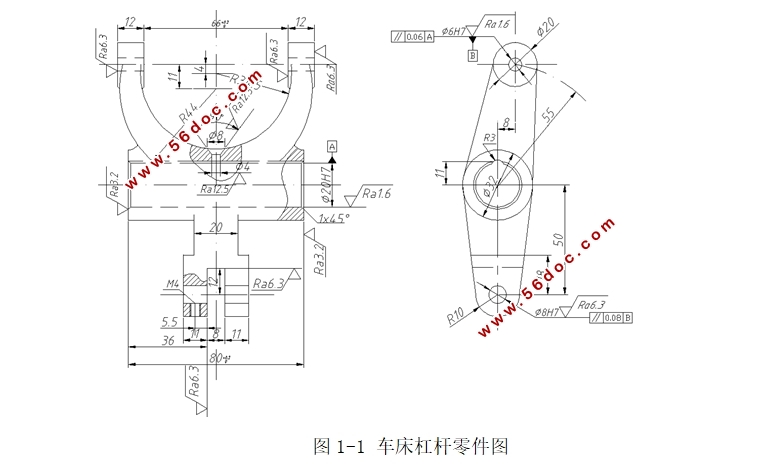
CA1340自动车床杠杆加工工艺规程及夹具设计(含CAD零件图夹具图) 来源:56doc.com 资料编号:5D29072 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D29072 资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 CA1340自动车床杠杆加工工艺规程及夹具设计(含CAD零件图夹具图)(论文说明书8000字,CAD图纸3张,工艺卡,工序卡) 杠杆作为经典力学结构,有着广泛的应用。不同类型的杠杆具有着不同的功能。本文所研究的CA1340自动车床杠杆也是广泛应用杠杆的一种。 工艺分析 零部件共有三组加工表面,它们之间有一定的位置要求,现分述如下: 1、以Φ6H7mm孔为中心的加工表面 这一组加工表面包括:两个Φ6H7mm的孔,粗糙度为Ra1.6;尺寸为20mm且与两个孔Φ6H7mm相垂直的四个平面,粗糙度为Ra6.3。其中,主要加工表面为两个Φ6H7mm的孔。 2、以Φ20H7mm孔为中心的加工表面 这一组加工表面包括:一个Φ20H7mm的孔及其倒角,粗糙度为Ra1.6;两个与Φ20H7mm孔垂直的平面,粗糙度为Ra3.2;一个中心轴线与Φ20H7mm孔中心轴线平行且相距8mm的圆弧油槽;还有一个与Φ20H7mm孔垂直的油孔Φ4mm,并锪沉头孔。其中,Φ20H7mm孔及两端面为主要加工面。 3、以Φ8H7mm孔为中心的加工表面 这一组加工表面包括:两个Φ8H7mm的孔,Ra1.6;一个槽和一个M4mm的螺纹孔。其中,主要加工表面为Φ8H7mm孔。 这三组加工表面之间有一定的位置要求,主要是: (1)Φ6H7mm孔与Φ20H7mm孔具有平行度,公差为0.06mm。 (2)Φ8H7mm孔与Φ6H7mm孔具有平行度,公差为0.08mm。 由以上分析可知,对于这三组加工表面而言,可以先加工一面一孔,以它们为精准加工其它表面,并且可以保证加工面之间的位置精度要求。另外,该零件结构简单,工艺性好。 目 录 摘 要 I ABSTRACT II 目 录 III 第1章 绪论 1 1.1 引言 1 1.2 国内外发展现状 1 1.3 研究目标 2 第2章 零部件分析 4 2.1 工艺分析 4 2.2 制定工艺路线 4 2.3 机械加工余量、工序尺寸及毛坯尺寸的确定 5 2.4 确定切削用量 7 第3章 零部件夹具设计 16 3.1 工序分析 16 3.2 切削力及夹紧力计算 16 总 结 17 致 谢 18 参考文献 2