汽车升降器的冲压工艺及模具设计(选题审批表,开题报告,中期检查表,论文说明书22000字,CAD图纸11张)
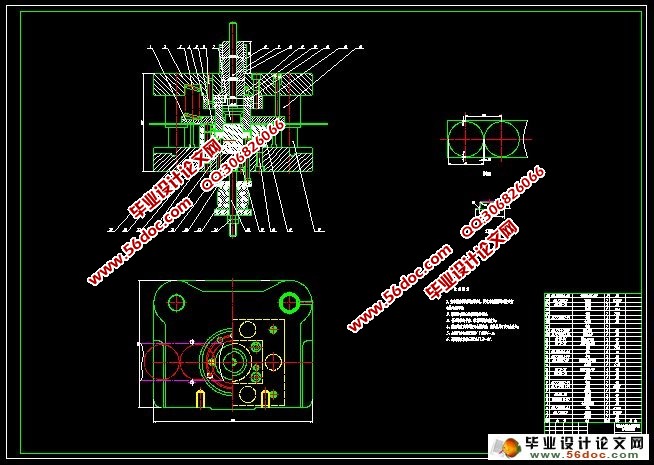
摘 要:本模具是一个汽车玻璃升降器外壳的冲裁模,因为此工件的精度要求不是很高,所以采用普通冲裁模就可能达到要求,本零件不难加工,但所要的工序较多,需经落料、拉深、冲三小孔、冲底孔、翻边、切边和整形等。所以合理分配冲压工序,对产品性能有极大的影响。而且应尽量采用工序分散的工艺方案,用单工序模分散冲压,使得模具结构简单,制造快而且价格低廉。这次设计的落料拉伸复合模可用正装式复合模又可用倒装式复合模,正装式复合模的受力情况比倒装式复合模好,废料不在凸凹模内积聚,压力机回程时,废料即从凸凹模内推出。同时考虑到对薄料的平整度要求较高,决定采用正装式复合模。
关键词:冲压工艺 排样图 模具主要零件 冲压模具 拉深模具
Design Of Stamping Process For Automotive Hoist And Die
Abstract: This mold is a shell of the car window regulator blanking die, because this is not very high precision workpiece, so the ordinary blanking die may meet the requirement, the part is not difficult to process, but the process to be more subject to blanking, drawing, punch three holes, red bottom, flanging, trimming and shaping. Therefore, a reasonable allocation of stamping process, the product has a great impact on performance. And should maximize the use of decentralized technology solutions process, with the single-mode dispersion stamping process, making the mold structure is simple, fast and cheap manufacturing. The design tensile composite blanking die is mounted composite model can also use the flip-style compound die, compound die is mounted by the forces better than the flip-style compound die, punch and die is not the accumulation of waste materials, press return trip The waste that is released from the punch and die. Taking into account the formation of thin materials require a higher degree, decided to adopt the dress style compound module.
Key words: Hurtle to press the craft; Ling up the kind diagram; Main spare parts of molding tool. Paess molding; PadHeader molding .
目 录
摘要……………………………………………………………………………… 1
关键词…………………………………………………………………………… 1
1 前言…………………………………………………………………………… 2
2 汽车升降器外壳的设计……………………………………………………… 3
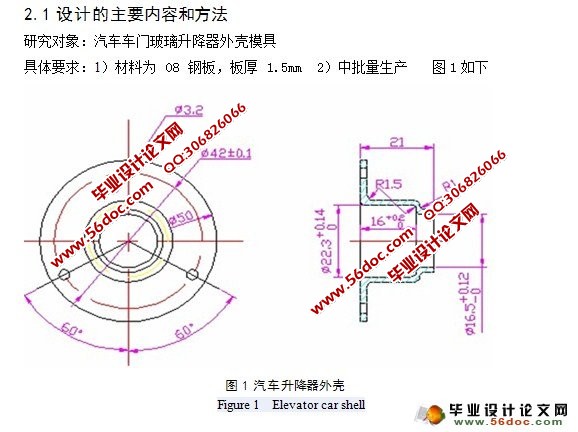
2.1 设计的主要内容和方法……………………………………………… 3
2.2 零件的工艺性分析…………………………………………………… 4
2.3 优化选择工艺方案及模具形式……………………………………… 5
2.3.1 计算毛坯尺寸………………………………………………… 7
2.3.2 计算拉深次数及工序尺寸…………………………………… 8
3 汽车升降器外壳模具的工艺设计…………………………………………… 9
3.1 工序设计与工艺计算………………………………………………… 10
3.2 排样、裁板方案……………………………………………………… 10
3.3 其余各中间工序……………………………………………………… 10
4 压力、压力中心计算及压力机选择………………………………………… 11
4.1.1 落料拉深工序………………………………………………… 11
4.1.2 第二次拉深工序……………………………………………… 14
4.1.3 第三次拉深冲Φ11mm 孔兼整形工序……………………… 14
4.2 翻边兼整形工序…………………………………………………………15
4.3 压力中心计算………………………………………………………… 15
5 模具结构选择…………………………………………………………………15
5.1 模具工作部分尺寸计算……………………………………………16
5.2.1 落料…………………………………………………………16
5.2.2 拉深…………………………………………………………16
5.3 凹凸模设计………………………………………………………………16
5.3.1 凹模外形尺寸设计…………………………………………17
6 选定标准模架、确定闭合高度及总体尺寸……………………………………18
6.1 卸料弹簧设计……………………………………………………………18
6.2 固定卸料板…………………………………………………………… 19
6.3 导柱导套……………………………………………………………… 19
6.4 模座…………………………………………………………………… 19
6.5 螺钉与销钉…………………………………………………………… 20
6.6 确定模具闭合高度及总体尺寸…………………………………………20
6.7 冲压工艺卡………………………………………………………………21
7 结论………………………………………………………………………………22
参考文献…………………………………………………………………………… 23
致谢………………………………………………………………………………… 24
|