手柄级进模设计与制造(附答辩记录)
来源:56doc.com 资料编号:5D11209 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D11209
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
手柄级进模设计与制造(附答辩记录)(任务书,论文说明书8400字,CAD图纸6张)
摘 要
我设计的是手柄级进模设计,级进模是一种工位多,效率高的冲模。整个冲件的成形是在连续过程中逐步完成的。连续成型是工序集中的工艺方法,可使切边、切口、切槽、冲孔、塑性成形、落料等多种工序在一副模具上完成的。
多工位级进模是在普通级进模的基础上发展起来的一种高精度、效率高、寿命长的模具,是技术密集型模具的重要代表,是冲模发展方向之一。多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应要求,模具的成本高。因此,模具设计前必须对工件进行全面分析,然后合理确定该工件的冲压成型工艺方案,正确设计模具结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。
根据冲压件的实际需要,按一定顺序安排了多个冲压工序(在级进模中称为工位)进行连续冲压。它不但可以完成冲裁工序,甚至装配工序,许多需要多工序冲压的复杂冲压件可以在一副模具上完全成型,为高速自动冲压提供了有利条件。
由于级进模工位数较多,因而用级进模冲制零件,必须解决条料或带料的确定问题,才有可能保证冲压件的质量。
因为是级进模生产,所以采用下岀件比较便于操作与提高生产效率,工件精度也能满足要求。
为了提高模具寿命和工件质量,方便安装调整,该级进模采用中间导柱的导向方式。
关键词:手柄,落料,冲孔,排样
目 录
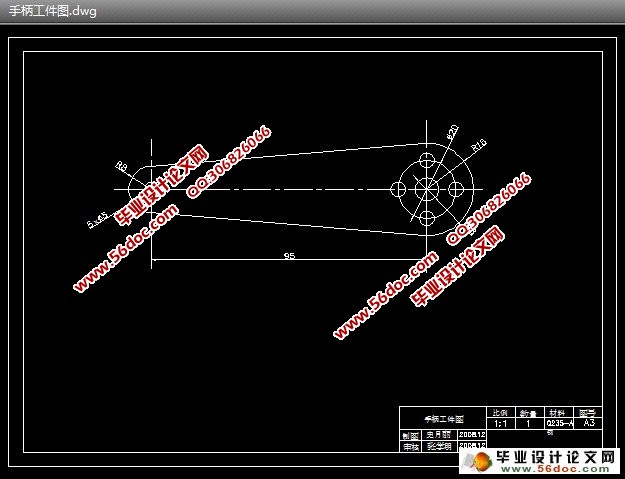
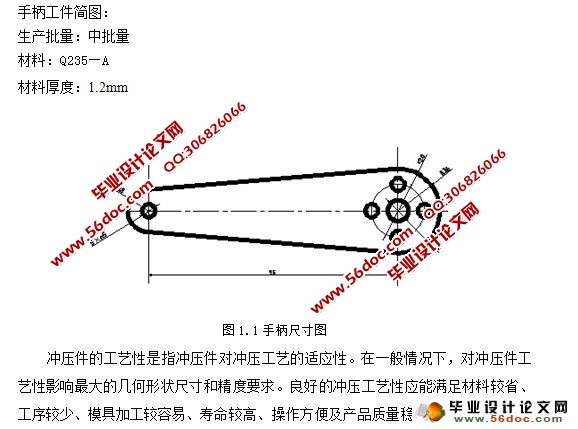
1.冲压件工艺性分析 1
2.冲压工艺方案的确定 2
3.主要设计计算 3
3.1 排样方式的确定及其计算 3
3.2 冲压力的计算 4
3.3 工作零件刃口尺寸的计算 5
3.4 卸料橡胶的设计 6
4.模具总体设计 9
4.1 模具类型的选择 9
4.2 定位方式的选择 9
4.3 卸料、出件方式的选择 9
4.4 导向方式的选择 10
5 .重要零部件的设计 11
5.1 工作零件的结构设计 11
5.2 定位零件的设计 13
5.3 导料板的设计 14
5.5 卸料部件的设计 14
5.5 模架及其它零部件设计 14
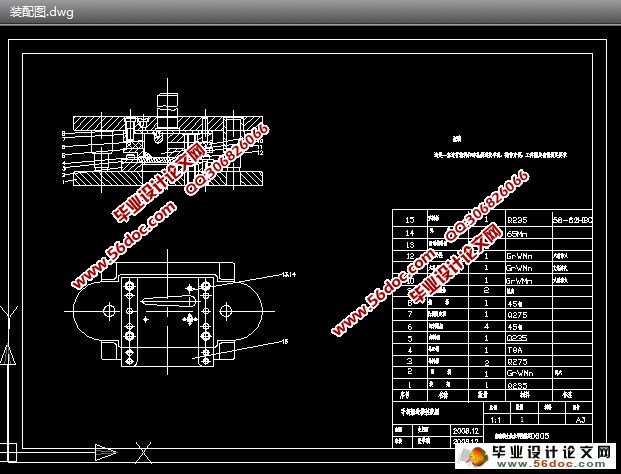
6 .模具总装配图 16
7. 模具设备的选定 18
8 .模具零件加工工艺 19
9 .模具的装配 21
致 谢 22
参考文献 23
|