电喇叭底座冷冲压工艺及模具设计(落料拉伸模和切边摸)(CAXA)★(任务书,开题报告,外文翻译,进度检查表,论文说明书27000字,工艺卡,CAXA图纸20张)
摘 要
用模具技术生产的制品具有高精度、高复杂程度、高一致性、高生产效率和低消耗等特点。由此可见,模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
本论文详细的论述了冲压模具的全过程。冲压模具即是在冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备。
该零件是电喇叭底座,该产品的模具成本低、生产效率高。根据要求分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与出件装置、模架、冲压设备、紧固件等进行了设计。
生产使用寿命长的电喇叭底座。
关键词:模具;冲裁件;凸模;凹模;凸凹模;
Abstract
Die technology to produce products with high accuracy, high complexity, high consistency, high production efficiency and low consumption and so on. Thus, die technology has become the measure of a country manufacturing an important indicator of the level determines the product quality, efficiency and new product development capability.
This paper discusses in detail the whole process of stamping dies. Stamping die that is in the process of stamping, the material (metal or non-metallic) processing into parts(orsemi-finished products) of a special technical equipment.
The part is electric horn base, This product’s mold with low cost brings high production efficiency. according to the size of the design components, materials, mass production, etc., the first part of the process of analysis to determine the blanking process planning and die structure of the program, and then through the process design calculations, determine the nesting and cutting board, calculate the pressure and pressure washed centers, primary presses, computing convex and concave Die Cutting Edge dimensions and tolerances, the final design selection of parts and components, to press for checking, drawing die assembly drawings, as well as Mold processing technology of the main parts to the preparation procedures. In which the structural design, primarily to the punch and die, punch and die, positioning parts, unloading and out of pieces of equipment, mold, pressing equipment, fasteners, etc.
Making the working-life of electric horn base more longer.
Key words: Die; Banking; Punch; Die; Main punch;
目录
摘 要 III
ABSTRACT IV
目录 V
1 绪 论 1
1.1 本课题的研究内容和意义 1
1.2 国内外的发展概况 2
1.3 本课题应达到的要求 4
2 冲压工艺设计 6
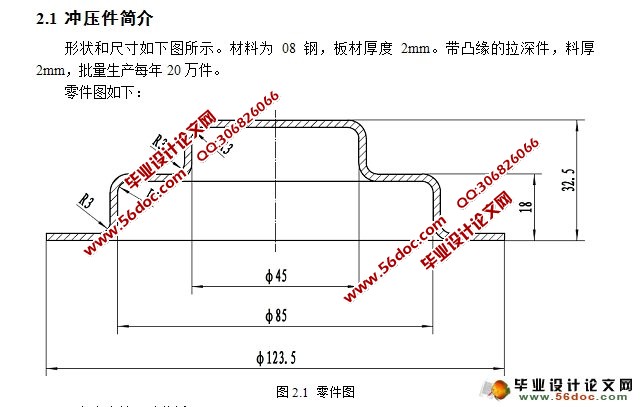
2.1 冲压件简介 6
2.2 冲压件的工艺性分析 7
2.3 冲压工艺方案的确定 9
2.4 冲压工艺计算 9
2.4.1 工件的毛坯尺寸计算 9
2.4.2 工序分析 11
2.4.3 拉深工序及尺寸计算 11
2.4.4 整形分析 13
2.4.5 工序汇总 14
2.4.6 各工序尺寸公差的确定 14
2.5 产品所需模具 14
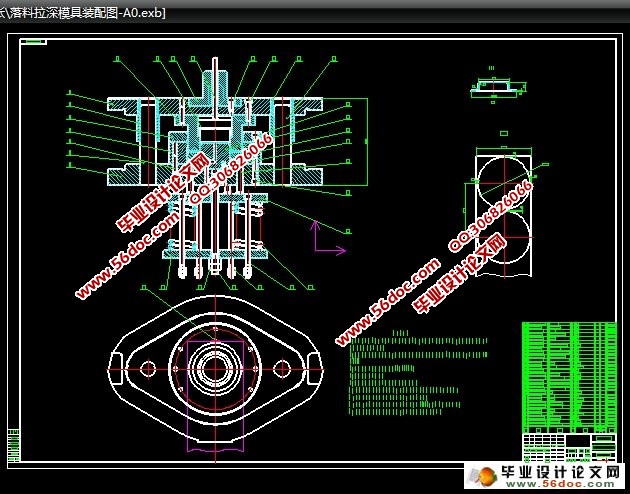
3 落料拉深模设计 16
3.1 模具结构 16
3.2 确定其搭边值 17
3.3 确定排样图 17
3.4 材料利用率计算 19
3.5 凸、凹模刃口尺寸的确定 20
3.5.1落料部份凸、凹模刃口尺寸的确定 20
3.5.2 拉深凸、凹模工作部分尺寸及其公差 21
3.6 落料拉深复合模冲压力 22
3.6.1 落料部分冲压力 22
3.6.2 拉深部分冲压力 23
3.6.3 落料拉深复合模总冲压力 24
3.7 压力机选用 24
3.8 压力中心计算 25
3.9 落料拉深模主要零部件的结构设计 26
3.9.1 落料凹模的结构设计 26
3.9.2 落料凸模的结构设计 28
3.9.3 落料卸料板设计 29
3.9.4 拉深凹模的结构设计 30
3.9.5 拉深凸模设计 30
3.9.6 压边圈设计 31
3.9.7 推件块设计 32
3.10 标准件确定 33
3.10.1 模架确定 33
3.10.2 弹顶器的确定 33
3.10.3 上模螺钉确定 34
3.10.4 上模销确定 34
3.10.5 下模螺钉确定 34
3.10.6 下模销确定 35
3.10.7 模柄确定 35
3.10.8 模柄上固定螺钉的确定 35
3.10.9 推杆确定 35
3.10.10 拉深凸模上固定螺钉的确定 35
3.10.11 下模推杆的确定 35
3.10.12 条料定位零件的设计 36
3.11 模具闭合高度、校验压力机 36
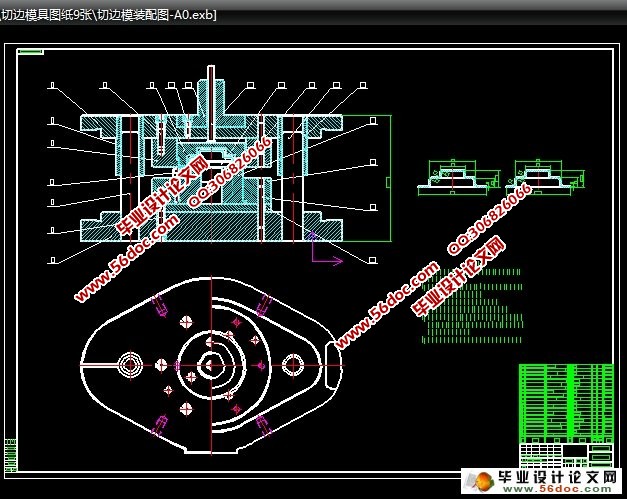
4 切边模设计 37
4.1 模具结构 37
4.2 切边凸、凹模刃口尺寸的计算 37
4.3 切边模冲压力 38
4.4 压力机选用 39
4.5 压力中心计算 39
4.6 切边模主要零部件的结构设计 40
4.6.1 切边凹模的结构设计 40
4.6.2 切边凸模的结构设计 41
4.6.3 切边凸模固定板设计 42
4.6.4 切边凸模垫板设计 43
4.6.5 定位柱设计 43
4.6.6 推件块设计 44
4.7 标准件确定 45
4.7.1 模架确定 45
4.7.2 上模螺钉确定 45
4.7.3 上模销确定 45
4.7.4 下模螺钉确定 45
4.7.5 下模销确定 45
4.7.6 模柄确定 46
4.7.7 模柄上固定螺钉的确定 46
4.7.8 推杆确定 46
4.7.9 圆废料切刀确定 46
4.8 模具闭合高度、校验压力机 47
5 结论与展望 48
5.1 结论 48
5.2 不足之处及未来展望 48
致 谢 49
参考文献 50
|