限位板冲压成形工艺及模具设计(任务书,中期检查表,论文说明书8500字,工艺卡,工序卡,CAD图11张)
摘要:本设计的题目为限位板冲压成形工艺及模具设计,体现了薄板类冲裁零件的要求、内容及方向,具有一定的设计意义。通过对该零件模具的设计,进一步加强了本人冲压模设计的基础知识,为以后设计更复杂的冲压模具做好了铺垫并吸取了深刻的经验。
本设计运用冲压成型工艺及模具设计的基础知识,首先分析了冲裁件的冲压工艺性,为确定冲裁工艺方案做好了准备;然后计算冲裁力和模具刃口尺寸,便于选取压力机及确定工作零件的尺寸和结构;最后分析了制件的特征,确定模具的设计参数、设计要点及推件装置的选取。
本冲裁件上孔为非规则形状的孔,为了便于冲孔凸模的加工,所以在设计时把冲孔凸模设计成直通式,然后,将其铆接在凸模固定板上。此外,该制件的尺寸较大,为保证凹模的加工精度,在设计时应将其设计成凹模组件。为了方便制件的取出,本副模具采用倒装结构形式,同时,为了简化模具结构采用弹性推件装置。
关键词:冲压模 倒装复合 凹模组件 弹性推件
Limit plate stamping process and die design
Abstract:The title of the design limit plate for stamping and die design process, reflects the type of sheet metal stamping parts requirements, content and direction of the design has a certain significance. Parts of the mold through the design, I have further strengthened the foundation for stamping die design knowledge, for the future design of more complex stamping die to do a good job of paving the way and draw a deep experience.
The design of the use of punch forming process and die design of the basic knowledge, the first analysis of the blanking process of stamping parts, stamping process planning in order to determine prepared; then calculated edge blanking and die size, easy to select the press and determine the size and structure of parts; the final analysis of the characteristics of parts, molds to determine the design parameters, design elements and push the select pieces of equipment.
Hole blanking pieces on this non-rules-shaped hole punch to facilitate the processing of punch, so when in the design of punch designed to punch straight-through, and then its riveting punch fixed in the board. In addition, the larger the size of parts, in order to ensure the accuracy of die processing, should be in the design of its components are designed to die. In order to facilitate the out parts, the Vice-die using flip-chip structure, at the same time, in order to simplify the use of flexible push mold structure installation
Keywords:Stamping Die,Flip-composite,Die Components,Push the pieces of elastic
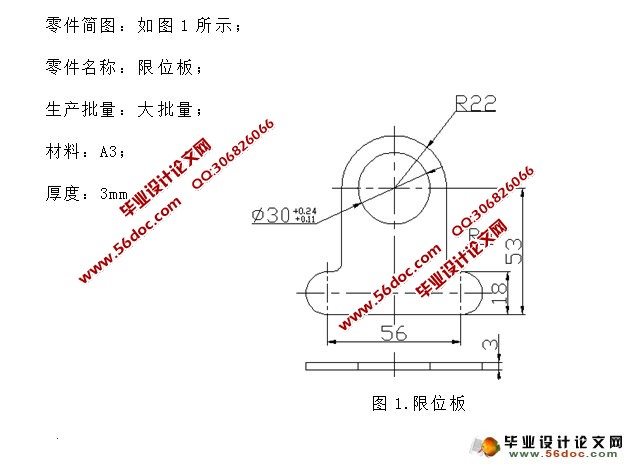
(1)材料
该零件的材料为A3钢,即为Q235的旧牌号,其冲压性能较好。
(2)零件结构
该制件仅有冲孔、落料两个工序特征,形状简单,没有极限冲裁特征,成形容易,适合冲裁。
(3)尺寸精度
零件图上的尺寸 30 ,经查公差表知其属于IT11级精度,其它尺寸均未标注尺寸偏差,属未注公差尺寸,经查相关资料,可按IT14级确定工件尺寸的公差。经查公差表,各尺寸公差为:44 ,53 0.37,18 ,3 。
目 录
1 绪论……………………………………………………………………………1
1.1 国内外模具的现状和发展趋势……………………………………………3
1.1.1国内外模具的现状…………………………………………………………3
1.1.2国内外模具的发展趋势……………………………………………………5
1.2 限位板模具设计与制造方面………………………………………………6
1.2.1限位板模具设计的设计思路………………………………………………6
1.2.2限位板冲压模具设计的进度………………………………………………7
2 零件工艺性分析………………………………………………………………8
2.1 零件的工艺性分析…………………………………………………………8
2.2 确定工艺方案………………………………………………………………9
2.3 排样设计……………………………………………………………………9
2.4 工艺计算……………………………………………………………………10
2.4.1 冲裁力计算,初选压力机…………………………………………………10
2.4.2压力中心计算………………………………………………………………11
2.4.3刃口尺寸计算………………………………………………………………12
3 模具的结构设计………………………………………………………………14
3.1 整体结构设计………………………………………………………………14
3.2 主要零部件的结构设计……………………………………………………14
3.2.1凸模、凹模、凸凹模的结构设计…………………………………………14
3.2.2卸料弹簧的设计……………………………………………………………17
3.2.3模架的设计…………………………………………………………………18
3.3 冲压设备的选择……………………………………………………………19
3.4 绘制模具总装图……………………………………………………………20
结束语………………………………………………………………………………22
致谢 ………………………………………………………………………………23
参考文献……………………………………………………………………………24
插图清单
图1 限位板零件图…………………………………………………………………………7
图2 排样图…………………………………………………………………………………9
图3 压力中心………………………………………………………………………………11
图4 凸凹模的结构 ……………………………………………………………………… 14
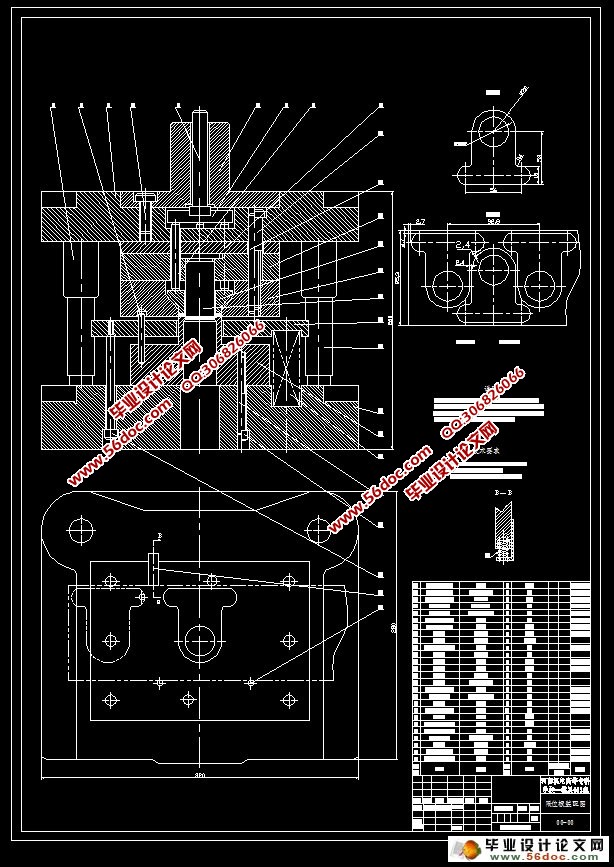
图5 模具总装图……………………………………………………………………………18
插表清单
表1 模具的装配……………………………………………………………………………19
表2 模具的调试……………………………………………………………………………20
表3 机械加工工艺过程卡……………………………………………………………附表一
表4 机械加工工序卡…………………………………………………………………附表二
|