山字型工件铁芯片无废料跳步模冲压设计(含CAD零件图装配图)
来源:56doc.com 资料编号:5D14323 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D14323
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
山字型工件铁芯片无废料跳步模冲压设计(含CAD零件图装配图)(任务书,开题报告,论文说明书13700字,CAD图纸9张)
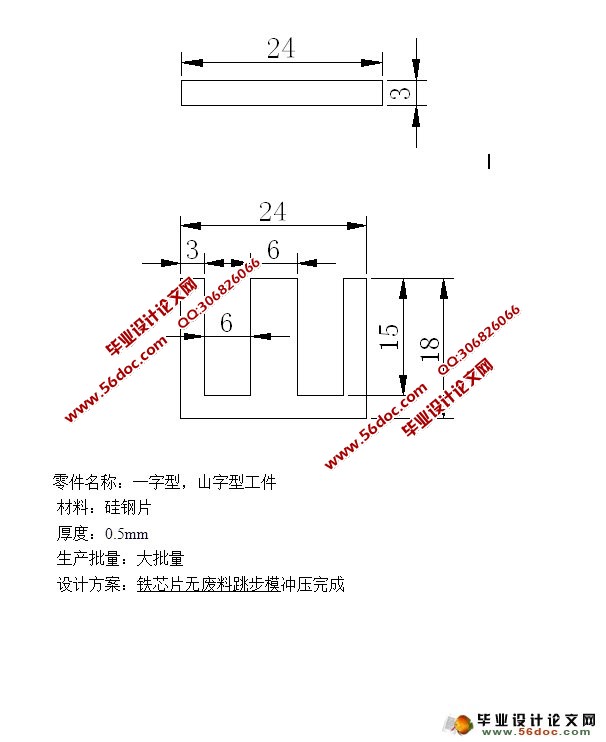
分析该零件的尺寸精度,其料党的尺寸及公差26.9±0.02mm,按[1]表2.7.5查得,用一般精度的模具可达到的料带公差为±0.15mm,即可满足零件的精度要求,从零件的形状.尺寸标注及生产批量等情况看,也均符合冲裁的工艺要求,并且只需一次落料即可,工件其它尺寸的公差未标注,全部视为自由公差,为IT12的尺寸精度一般的普通冲裁能够满足工件的要求。
目录
绪 论 1
第1章 设计内容及要求 4
1.1 制件图、材料及要求 4
第2章、冲裁件的工艺分析 5
第3章 主要设计计算 6
3.1 排样方式的确定 6
3.2 毛胚的确定 6
3.3 冲裁力的计算 7
3.3.1冲裁力 7
3.3.2 压力中心的确定及相关尺寸的计算 8
3.4 工作零件刃口尺寸计算 8
第4章 模具总体设计及主要零部件设计 11
4.1 模具结构的选择 11
4.2 卸料弹簧的设计与计算 11
4.3冲压设备的选择 12
4.4送料机机型﹑功能规格名称﹑送料宽度﹑送料厚度 13
4.5 模具的总体设计 15
4.5.1 模具类型的选择 15
4.5.2 定位方式的选择 15
4.5.3 导向方式的选择 15
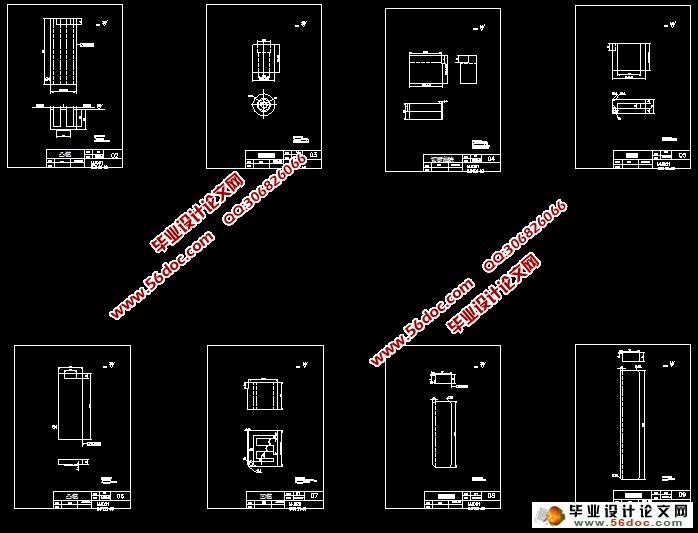
4.6 主要零部件的设计 15
4.6.1 工作零件的结构设计 15
4.6.2 落料凸模的设计 15
4.6.3 落料凹模的设计 16
4.6.4 定位零件的设计 16
4.7 卸料部件的设计 16
4.7.1 卸料板的设计 16
4.7.2 卸料螺钉的选用 17
4.7.3 顶件装置 17
4.7.4 快拆装置 17
4.8冲孔模各模板﹑零件的名称﹑材质﹑硬度及功能 18
4.9 模具零件公差及间隙标准 20
4.10 冲裁刃口要求及冲裁间隙标准 20
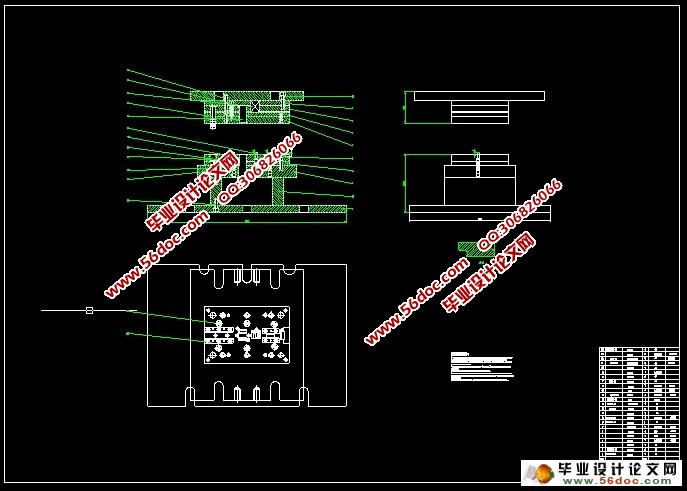
4.11 模具总装图 21
4.12模具工作零件的加工工艺 22
第5章 模具的装配和调整 23
毕业设计说明书目录
5.1 主要组件的装配 23
5.1.1 凸模的装配 23
5.1.2 弹压卸料板的装配 23
5.2 总装配 23
5.3 冲裁模试冲的缺陷和调整 24
5.4 模具设计要点 26
5.4.1 送料 26
5.4.2 出料 27
5.4.3 精度 27
结 论 28
致 谢 29
参考文献 30
|