ГјЗПВЛатИжЫЎВлФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D16092 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16092
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ГјЗПВЛатИжЫЎВлФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ТлЮФЫЕУїЪщ9800зж,CADЭМжН11еХ)
еЊ вЊ
БОЮФНщЩмСЫН№ГјЗПВЛатИжЫЎВлФЃОпЩшМЦЕФШЋЙ§ГЬЁЃЪзЯШЖджЦМўНјааГхбЙЙЄвеЗжЮівдМАШЗЖЈФЃОпЕФзмЬхНсЙЙЁЂМЦЫуИїЙЄвеВЮЪ§ЕШЃЌгжШЗЖЈСЫИУГхбЙФЃжївЊСуМўЕФНсЙЙаЮЪНЃЌВЂЖдЫљЩшМЦЕФжївЊСуМўНјааЗжЮіЫЕУїЃЌВЩгУCADШэМўЛцжЦГхбЙФЃОпЙЄзїСуМўЕФСуМўЭМЃЛзюКѓЛцжЦзАХфЭМЃЌБраДЫЕУїЪщЁЃ
ЙиМќзжЃКЫЎВлЃЛВЮЪ§
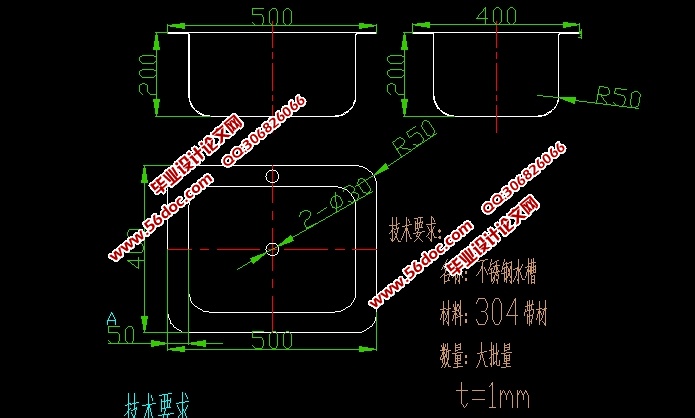
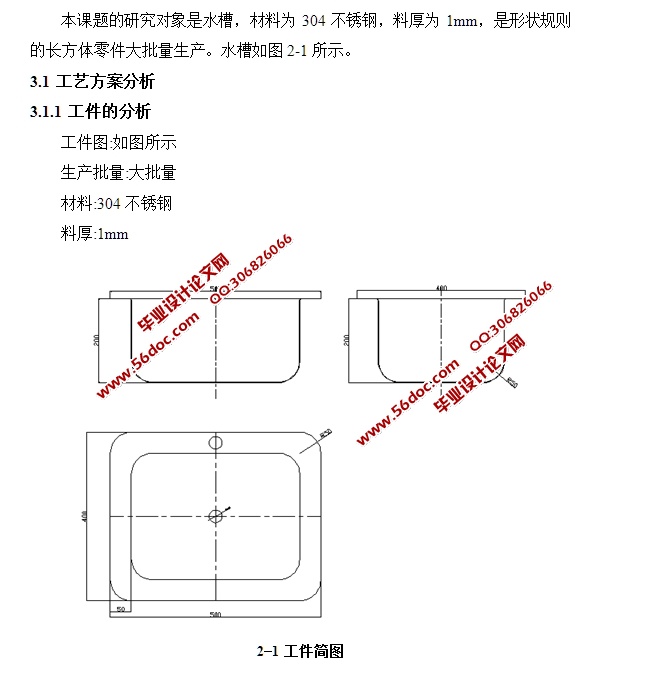
БОПЮЬтЕФбаОПЖдЯѓЪЧЫЎВлЃЌВФСЯЮЊ304ВЛатИжЃЌСЯКёЮЊ1mmЃЌЪЧаЮзДЙцдђЕФГЄЗНЬхСуМўДѓХњСПЩњВњЁЃЫЎВлШчЭМ2-1ЫљЪОЁЃ
3.1 ЙЄвеЗНАИЗжЮі
3.1.1 ЙЄМўЕФЗжЮі
ЙЄМўЭМ:ШчЭМЫљЪО
ЩњВњХњСП:ДѓХњСП
ВФСЯ:304ВЛатИж
СЯКё:1mm
ЭМ2-1ЫљЪОЮЊЫЎВлЃЌВФСЯЮЊ304ВЛатИжЃЌСЯКёЮЊ1mmЃЌЪЧаЮзДЙцдђЕФГЄЗНЬхСуМўЃЌДѓХњСПЩњВњЁЃ
3.1.2 ЧаБпГхПзЙЄвеЗжЮі
гЩЭМ2-1ПЩМћЃЌИУЙЄМўЕФМгЙЄЩцМАЕНТфСЯЃЌГхПзЃЌРЩьШ§жжЙЄађФкШнЁЃ
ЧаБпГхПзЙЄвеЗжЮі
ДЫЙЄМўЮЊгаЭЙдЕГЄЗНаЮЃЌЙЄМў,вЊЧѓФкаЮГпДчЃЌУЛгаКёЖШВЛБфЕФвЊЧѓЁЃДЫЙЄМўЕФаЮзДТњзуРЩюЕФЙЄвевЊЧѓЃЌПЩгУРЩюЙЄађМг
ЙЄМўЕзВПдВНЧАыОЖr=50mmЃЌДѓгкРЩюЭЙФЃдВНЧАыОЖrЭЙ=1~3Tmm,ТњзуРЩюЖддВНЧАыОЖЕФвЊЧѓЁЃГпДч400mmX300mmЃЌАДЙЋВюБэВщЕУЮЊIT14МЖЃЌТњзуРЩюЙЄађЖдЙЄМўЙЋВюЕШМЖЕФвЊЧѓЁЃ
3.2 ЙЄвеЗНАИЕФШЗЖЈ
ИљОнжЦМўЕФЙЄвеадЗжЮіЃЌЦфЛљБОЙЄађгаТфСЯЁЂРЩюКЭЁЃЯжФтЖЈвдЯТМИжжЙЄвеЗНАИЃК
ЗНАИвЛЃКЯШТфСЯЃЌКѓРЩюЃЌдйГхПзСЫзюКѓЧаБпВЩгУЕЅЙЄађФЃЩњВњЁЃ
ЗНАИЖўЃКТфСЯЃЌРЩьЃЌЧаБпГхПзИДКЯГхбЙЃЌВЩгУИДКЯФЃЩњВњЁЃ
ЗНАИШ§ЃКРЩю ТфСЯМЖНјГхбЙЃЌЃЌВЩгУМЖНјФЃЩњВњЁЃ
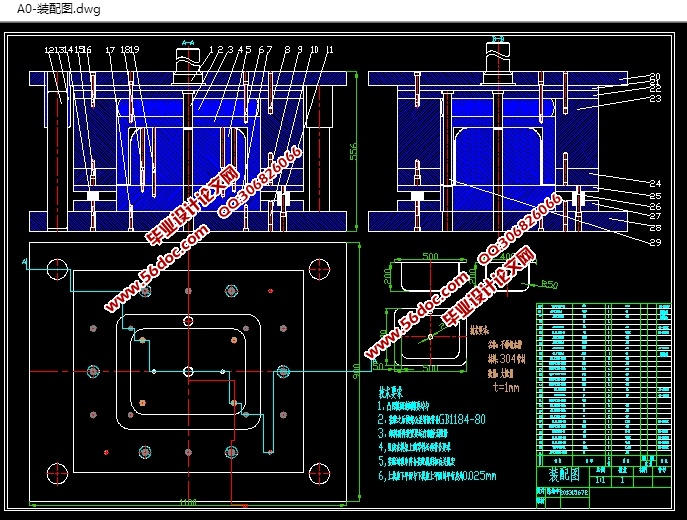
ЗНАИЗжЮіЃКЗНАИвЛФЃОпНсЙЙНЯЮЊМђЕЅЃЌЕЋашвЊЮхИБФЃОпКЭЫФЕРЙЄађЃЌГЩБОИпЃЌЩњВњаЇТЪЕЭЃЌФбвдТњзуДѓСПЩњВњЕФЩњВњвЊЧѓЁЃ
ЗНАИЖўжЛашвЊШ§ИБФЃОпЃЌМѕЩйСЫЙЄађЪ§СПЃЌЙЄМўЕФОЋЖШМАЩњВњаЇТЪЖМБШНЯИпЃЌЕЋФЃОпжЦдьЪБгавЛЖЈЕФРЇФбЁЃ
ЗНАИШ§вВжЛашвЊвЛИБФЃОпЃЌЩњВњЕФжЦМўОЋЖШВЛШчИДКЯФЃЩњВњОЋЖШИпЃЌФЃОпБОЩэжЦдьвВгавЛЖЈЕФФбЖШЃЌЩњВњаЇТЪВЛШчИДКЯФЃИпЃЌВЂЧвЩњВњЙ§ГЬжаашвЊПЫЗўЙЄМўЕФОЋШЗЖЈЮЛЮЪЬтЁЃЭЈЙ§ЖдЩЯЪіШ§жжЗНАИЕФзлКЯБШНЯЃЌВЂЧвПМТЧФЃОпЕФжЦдьОЋЖШМАжЦМўЕФОЋЖШЃЌИУГхбЙЙЄвеЗНАИбЁгУЗНАИЖўНЯгХЁЃ
ФП ТМ
1 аїТл............................................................................................................................1
2 ГхбЙФЃОпМђНщ............................................................................................................2
2.1 ГхбЙГЩаЮгыГхбЙФЃОпЕФИХФю.............................................................................2
2.1.1 ГхбЙФЃОпЕФЗжРр..............................................................................................2
2.2 БОПЮЬтжївЊбаОПЕФФкШнМАвтвх.........................................................................3
3 ИДКЯФЃОпзмЬхЗНАИЕФЗжЮігыШЗЖЈ............................................................................6
3.1 ЙЄвеЗНАИЗжЮі.....................................................................................................6
3.1.1 ЙЄМўЕФЗжЮі............................................................... ...............................6
3.1.2 ЧаБпГхПзЙЄвеЗжЮі........................................................ ..........................7
3.2 ЙЄвеЗНАИЕФШЗЖЈ.................................................................................................7
4 жївЊЕФЙЄвеВЮЪ§МЦЫу................................................................................................8
4.1 УЋХїГпДчЕФМЦЫу.................................................................................................8
4.2 ХХбљ.....................................................................................................................8
4.3 ЙЄађбЙСІМЦЫу.....................................................................................................9
4.4 ГхбЙЩшБИЕФбЁдё...............................................................................................10
5 жївЊЙЄзїВПЗжГпДчМЦЫу..........................................................................................12
5.1 ТфСЯШаПкГпДчМЦЫу...........................................................................................12
5.2 ШаПкГпДчМЦЫу...................................................................................................12
5.3 ИДКЯФЃОпжївЊСуМўЕФЩшМЦ...............................................................................13
6 ЧаБпГхПзИДКЯФЃзАХф..............................................................................................17
6.1 ГхбЙФЃОпзАХфЕФММЪѕвЊЧѓ...............................................................................17
6.2 ЧаБпГхПзИДКЯФЃзАХфЕФЬиЕу...........................................................................18
6.3ИДКЯФЃОпЕФзмЬхЩшМЦ........................................................................................18
6.4ИДКЯФЃОпзмзАХф................................................................................................18
змНс..............................................................................................................................20
жТаЛ..............................................................................................................................21
ВЮПМЮФЯз......................................................................................................................22
|