继电器铝板冲压工艺与模具设计(含CAD零件图装配图)
来源:56doc.com 资料编号:5D16104 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16104
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
继电器铝板冲压工艺与模具设计(含CAD零件图装配图)(论文说明书11000字,CAD图纸12张)
摘要
本文提出采用模具来生产继电器铝板的新工艺,并针对某规格设计了复合模。该模具设计的难点主要是如何解决好零件中的孔冲裁、确定模具结构、如何进行模具的制造及冲裁方案选定等。本文结合托架的特点,具体解决了压力机的选择与校核、凸模和凹模刃口尺寸计算及结构设计、定位方案设计、卸料方式的设计、主要模具零件的加工工艺、标准零件的选用、模具的装配等一系列的设计工作,这些设计可为类似的零件模具设计提供现实的指导意义。
关键词:冲压模;模具设计;复合模
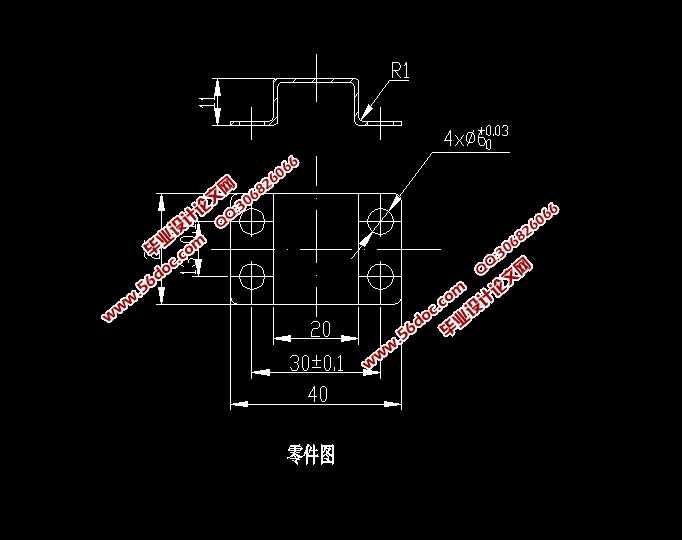
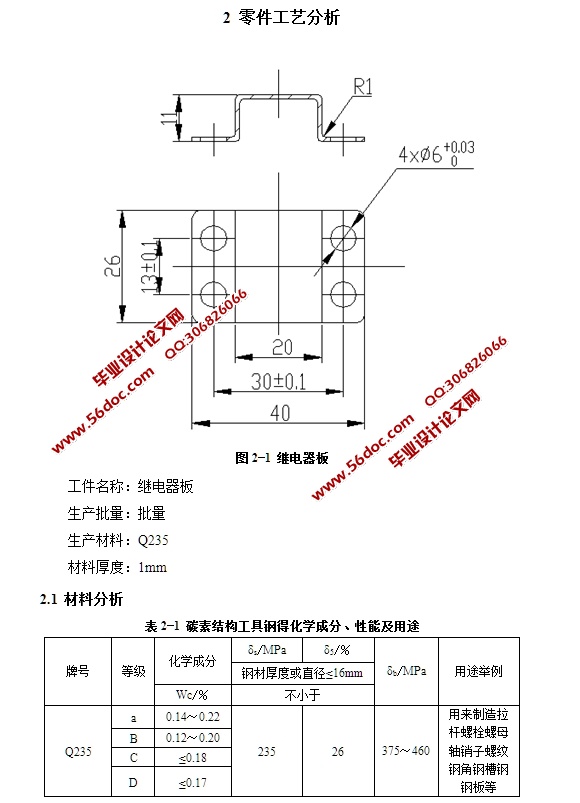
工件名称:继电器板
生产批量:批量
生产材料:Q235
材料厚度:1mm
2.1 材料分析
表2-1 碳素结构工具钢得化学成分、性能及用途
牌号 等级 化学成分 δs/MPa δ5/% δb/MPa 用途举例
钢材厚度或直径≤16mm
Wc/% 不小于
Q235 a 0.14~0.22 235 26 375~460 用来制造拉杆螺栓螺母轴销子螺纹钢角钢槽钢钢板等
B 0.12~0.20
C ≤0.18
D ≤0.17
表2-2 部分常用冲压材料的力学性能
材料名称 牌号 材料状态 抗剪强度(MPa)
普通碳素结构钢 Q195 未退火 260~320
Q235 310~380
Q275 400~500
由上表得Q235是碳素结构钢,具有良好的塑性、焊接性和可煅性,强度低,主要用于工程结构和受力较小的机械零件。
目 录
1 绪论 1
2 零件工艺分析 2
2.1 材料分析 2
2.2 工件结构形状 3
2.3 尺寸精度分析 3
3 确定工艺方案 4
4 模具总体设计 6
4.1 模具类型的选择 6
4.2 定位方式的选择 6
4.3 卸料、出件方式得选择 6
4.4 导向方式的选择 6
5 模具设计计算 7
5.1 棑样设计 7
5.1.1 材料利用率 7
5.1.2 排样方法 7
5.2 搭边值、条料宽度与条料步距的确定 8
5.2.1 搭边值的确定 8
5.2.2 条料宽度的确定 9
5.2.3 条料步距的确定 9
6 冲裁力相关计算 11
6.1 冲裁力计算 11
6.2 推料力、卸料力计算 11
6.3 计算总冲压力 12
7 模具压力中心的确定 14
8 冲模间隙值及刃口尺寸确定 16
8.1 冲模间隙的分析 16
8.2 冲模间隙值的确定 16
8.3 冲模刃口计算 16
8.3.1 刃口尺寸的影响 16
8.3.2 刃口尺寸的计算方法 17
8.3.3 计算凸凹模刃口的尺寸 18
9 主要零部件设计 20
9.1 凹模外形尺寸的确定 20
9.2 导料板的设计 21
9.3 卸料板的设计 22
9.4 定位零件的设计 22
9.5 弹性元件的计算 22
9.6 外形凸模的设计 23
9.7 内孔凸模设计 23
9.8 模架及其它零件的设计 24
9.8.1 导柱导套的选取 24
9.8.2 模座的选取 24
10 校核模具的闭合高度及压力机有关参数选取 25
10.1 校核模具闭合高度 25
10.2 压力机的选择 25
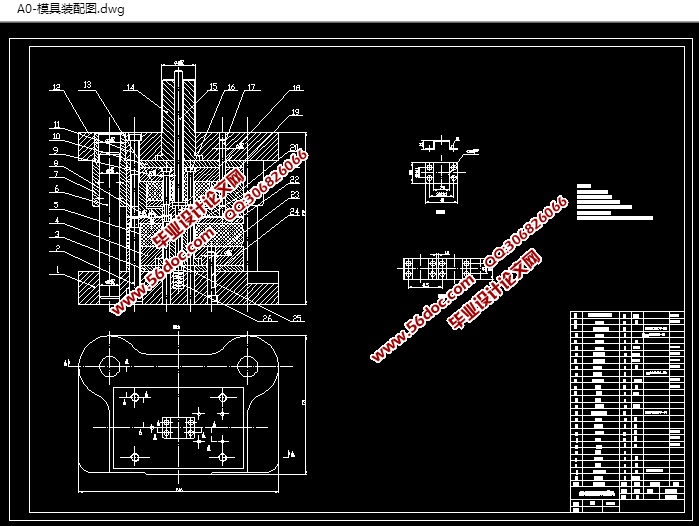
11 模具总装图 26
12 绘制模具总装图、选取标准件 27
结 论 28
致 谢 29
参考文献 30
|