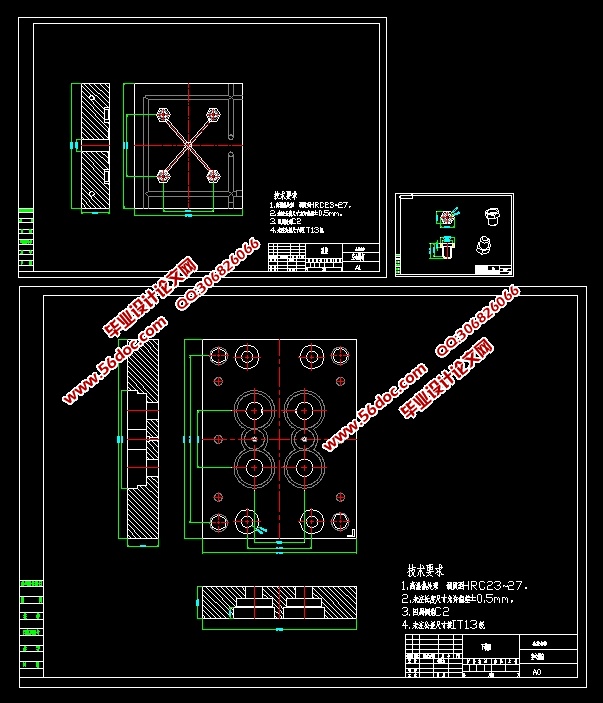
空心螺钉成形工艺与注塑模具设计(含CAD零件图装配图)
来源:56doc.com 资料编号:5D16836 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D16836
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
空心螺钉成形工艺与注塑模具设计(含CAD零件图装配图)(论文说明书12000字,CAD图纸6张)
塑料作为现代社会经济发展的基础材料之一,已广泛应用于国民经济的各个领域,与钢铁、木材、水泥成为材料领域的四大支柱,有着以塑代钢、以塑代木的发展趋势。塑料模具是塑料成型加工中重要的装备之一,在塑料制品制造过程中起着重要的作用,直接影响着塑料制品的质量、性能与生产周期。
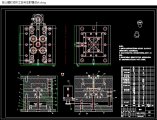
本设计介绍了空心螺钉注射成型的基本过程,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;详细介绍了塑件成型工艺设计,注射机的选择,浇注系统的的设计,成型零件的结构设计,脱模推出机构的设计,冷却系统的设计的过程。并对标准模架的选择也作了相应的介绍。通过本次设计,使我掌握了注塑模具设计的全过程,同时也提高了运用CAD绘制复杂装配图的能力。
2.1.2 产品技术要求
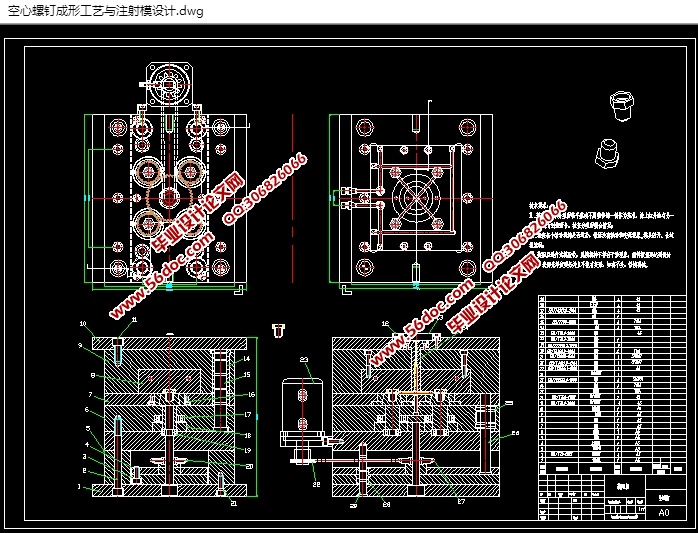
塑料零件的材料为ABS,生产量较大,属于大批量生产。表面要求无痕,表面粗糙度Ra3.2。
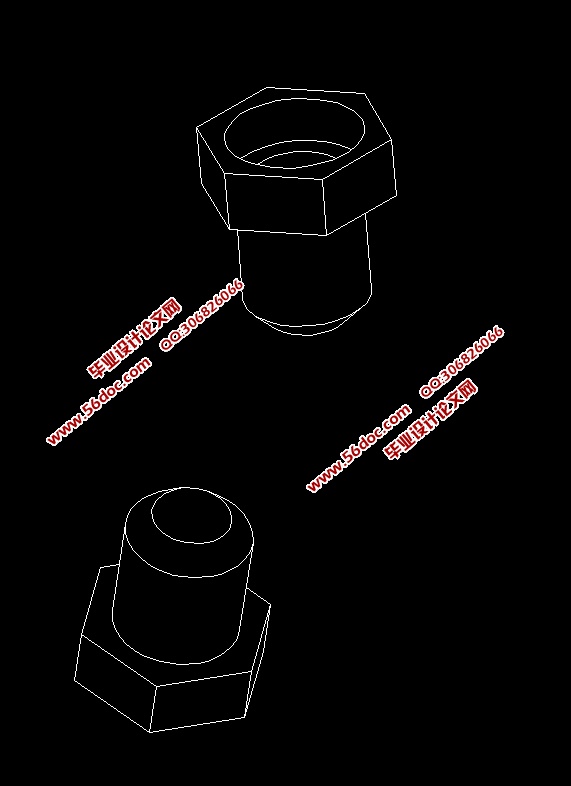
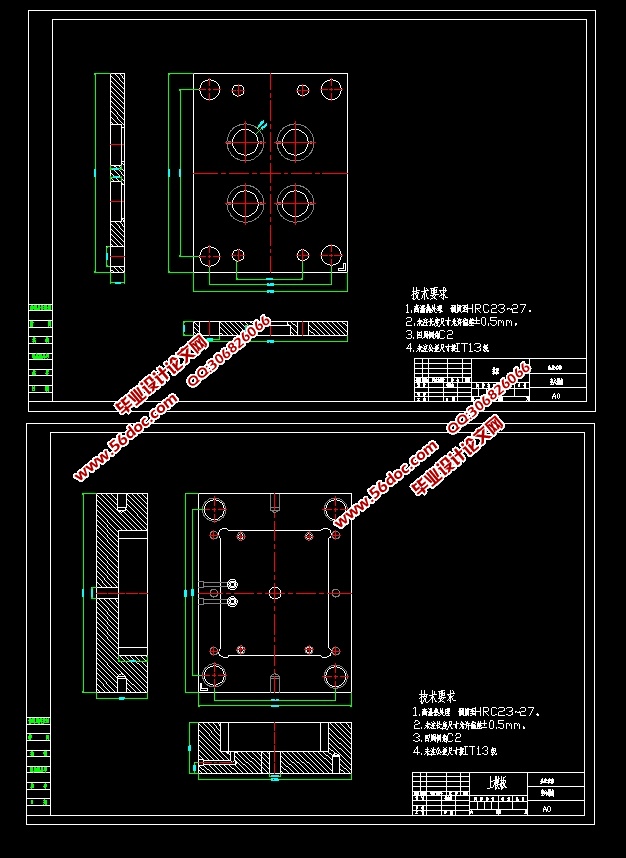
未注倒角R0.5,未注尺寸公差取MT2级精度。可查表-常用材料模塑件公差等级和选用(GB/T14486)、表-模塑件尺寸公差表(GB/T14486)。
本产品为内螺纹结构,需要马达自动脱螺纹机构脱模。
2.2 塑件的工艺分析
2.2.1塑件结构工艺性
1、制品简单,壁厚均匀,不易产生缩孔
2、塑件结构合理,可以避免塑件变形
总之,塑件工艺性优良
2.2.2塑件成型工艺性要求
(1) 该空心螺钉,要求塑件表面精度等级较高,其表面要求光洁美观,其工作面成型时不允许有浇口、推板痕迹,开模时要求不被定模型芯拉裂或者拉变形。所以采用的浇口形式要保证其表面精度,本次采用倒装模,二板模侧浇口。
(2) 该塑件为大批量生产。而且模具的结构简单,为了提高模具的使用寿命成本,该塑件采用整体的结构。
目 录
摘要 3
第1章 概 论 5
1.1 模具工业在国民经济中的地位 5
1.2 各种模具的分类和占有量 6
1.3 我国模具工业的现状 7
二 产品技术要求和工艺分析 9
2.1 产品技术要求 9
2.2 塑件的工艺分析 9
2.3塑件材质特性 10
三、 注射成型机的选择与成型腔数的确定 12
3.1注射成型机的选择 12
3.2注塑机的校核 13
4.2确定型腔数量及排列方式 16
4.3浇注系统的设计 17
五 模具成型零件的工作尺寸计算 20
六、排气系统的设计 24
6.1排气不良的危害 24
6.2排气系统的设计方法 24
七、导向与脱模机构的设计 25
7.1导向机构的作用和设计原则 25
7.2导柱、导套的设计 25
7.3.顶出机构的设计 28
八、冷却系统设计 29
8.1冷却系统的设计原则: 29
8.2 温度调节对塑件质量的影响 29
8.3 对温度调节系统的要求 30
8.4 冷却装置的设计要点 30
8.5 冷却水道的结构 30
小结 32
参考文献 33
致 谢 34
|