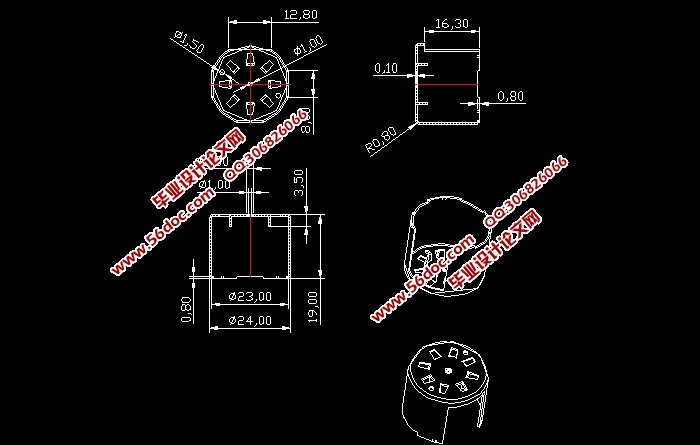
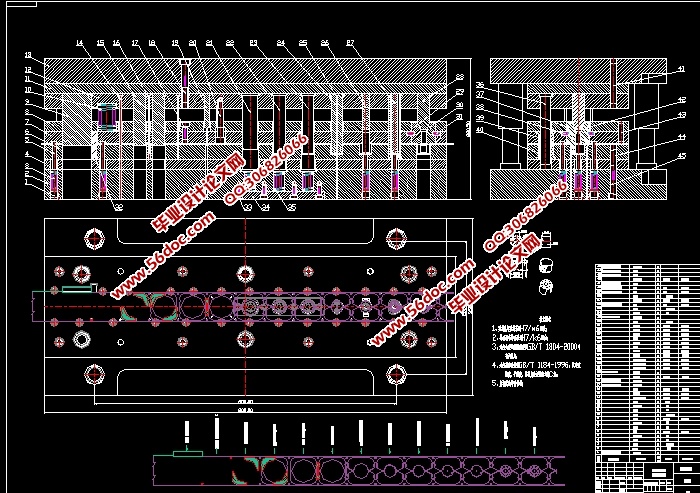
电机外壳下盖冲压模具设计(含CAD零件图装配图) 来源:56doc.com 资料编号:5D17639 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17639 资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 电机外壳下盖冲压模具设计(含CAD零件图装配图)(任务书,论文说明书16000字,CAD图纸26张) 摘 要 随着冲压模具生产的效益和比重在制造业的地位日益凸显,了解并掌握模具的设计制造过程是十分必要的。学校也因此开设了这门实践性相当强的课程设计课程。这时对我们全面地应用所学习冲压模有关知识的一次复习和巩固以及对知识的串联。 此次设计的模具是带压边的首次拉深模具,其余次的拉深的数据已在设计中列出,并写出了整个零件制造的工艺流程。 关键词:冲压模具 拉深 工艺流程 2 零件的工艺分析 2.1 设计任务 零件简图:如下图2-1所示拉深件, 材料:钢SECD, 厚度:0.5mm, 生产批量:大批量 制件高度:19mm,制件精度IT14级。该制件形状简单,尺寸小,属普通冲压件。试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。 2.2 冲压件工艺分析 1、材料:该冲裁件的材料钢SECD是碳素工具钢,具有较好的可拉深性能。 2、零件结构:该制件为圆桶形拉深件,结构简单,底部圆角半径为R0.8,满足桶形拉深底部圆角半径大于等于一倍料厚的要求,因此,零件具有良好的结构工艺性。 3、单边间隙、拉深凸凹模及拉深高度的确定应符合制件要求。 4、凹凸模的设计应保证各工序间动作稳定。 5、尺寸精度:零件图上所有未注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。 目录 摘 要 1 前 言 2 1 绪论 4 1.1概述 4 1.2冲压技术的发展趋势 5 2 零件的工艺分析 8 2.1 设计任务 8 2.2 冲压件工艺分析 9 2.3 工艺方案的确定 9 2.4 坯料直径的计算 9 2.5 排样设计 10 2.5.1 排样原则 10 2.5.2 搭边及其作用 11 2.5.3 搭边值的确定 11 2.5.4 载体设计 11 3 拉伸工序的相关计算 13 3.1 拉深成型次数计算 13 3.2 凸凹模圆角半径计算 14 3.3 拉深深度计算 15 3.4 拉深力的计算 15 3.5拉深模刃口尺寸计算 16 3.5.1 凸、凹模间隙 16 3.5.2 拉深凸、凹模工作部分尺寸的确定 16 3.5.3 凸凹模工作表面的技术要求 17 第四章其他工序的相关计算 18 4.1 冲裁间隙的确定 18 4.2 冲孔刃口尺寸计算 20 4.3 落料刃口尺寸计算 21 4.4 冲裁刃口高度 23 4.5弯曲部分刃口尺寸的计算 23 4.6弯曲部分工作尺寸的计算 24 4.7计算冲裁力的公式 25 4.7.1总冲裁力: 26 4.7.2 卸料力FQ的计算 26 4.7.3 推料力FQ1的计算 27 4.7.4 顶件力FQ2的计算 27 4.7.5弯曲力FC的计算 27 4.7.6校正弯曲力的计算 28 4.7.7总冲压力的计算 29 4.7.8 冲压设备的选取 29 4.8 各主要零件尺寸的计算 30 4.8.1 凹模厚度 30 4.4.2 凸模固定板的选用与厚度 31 4.4.3 垫板的选用与厚度 32 4.4.4 卸料零件的计算 32 第五章 模具材料的选用 34 第六章 模具的装配与检测 35 6.1 模具的装配 35 6.2 模具的检测 35 6.3 模具装配图 36 结 论 37 参 考 文 献 38 致 谢 39