轴盖复合模的设计与制造(含CAD零件图装配图)
来源:56doc.com 资料编号:5D17660 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17660
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
轴盖复合模的设计与制造(含CAD零件图装配图)(任务书,开题报告,中期报告,论文说明书9000字,CAD图纸4张)
摘 要
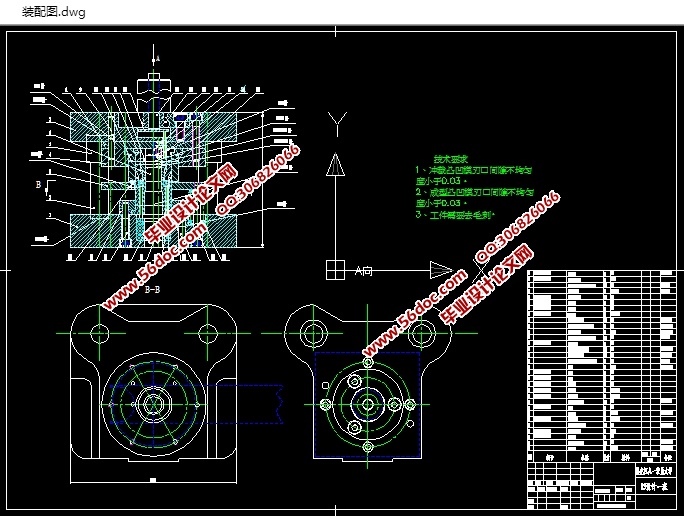
本设计分析了轴盖零件的结构工艺性,提出了合理的成型工艺。确定合理的冲压工艺方案,零件冲压成形的方向和模具结构,并进行了工艺参数的计算,且对模具的设计、工作过程、装配、调试工艺作了阐述。模具结构合理,生产效率高,对同类零件的模具设计具有借鉴作用。.
关键词:翻边模;模具结构;工艺;成形
the design and manufacture of the shaftcup gang dies
Abstract:
This design has analyzed the journal lid components structure technology capability, proposed the reasonable formation craft.The determination reasonable ramming craft plan, the components ramming forming direction and the mold structure, and have carried on the craft parameter computation, also to the mold design, the work process, the assembly, the debugging craft has made the elaboration.The actual production proof, the mold structure is reasonable, the production efficiency is high, has the model function to the similar components mold design…
Keywords:flangingdie; mold structure; technological process; shaping
冲压件的工艺分析
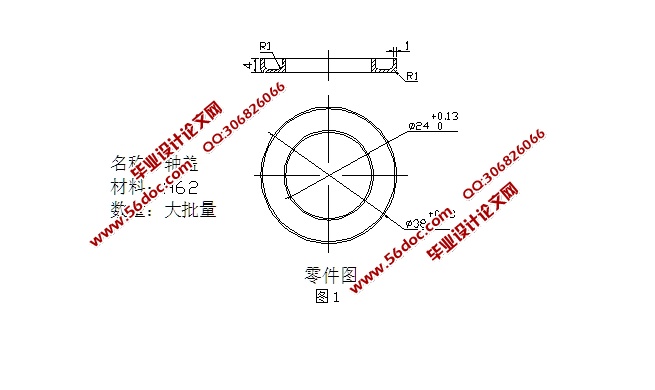
由工件图看,该工件需要内外缘同时翻边,翻边高度为4mm,由计算可知最大翻边高度为 =5.93mm,由此可知设计翻边时可一次翻边完成,无需拉深。由于产品批量较大,不宜采用单一工序生产,且不易保证内外缘的同心度。而用级进模结构复杂。采用复合模可一次完成落料、冲孔、内外缘翻边。
因为该工件是轴对称件,材料厚度仅为1.0mm,冲裁性能较好。为了减少工序数经对该工件进行详细分析,并查阅有关资料后,可采用复合模一次压制成形。该工艺特点是首先进行落料,再冲孔,最后翻边成形 。采用这种方法加工的工件外观乎整、毛刺小、产品质量较高,而且大大提高了生产效率。所以经分析,决定设计复合摸来完成此工件的加工。

目 录
摘 要 I
ABSTRACT: II
前言 VI
1.冲压件的工艺分析 1
2.工艺方案的确定 2
3.工艺参数的计算 3
3.1毛坯的尺寸计算 3
3.1.1毛坯翻边预制孔的直径 3
3.1.2毛坯的直径 3
3.2排样及材料利用率的计算 4
3.3各部分工艺力的计算 5
3.3.1冲孔力计算 5
3.3.2落料力的计算 5
3.3.3翻边力的计算 6
3.3.4推件力的计算 6
3.3.5卸料力计算 7
3.4计算压力中心 7
3.5 主要工作部分尺寸计算 7
3.5.1冲孔刃口尺寸计算 7
3.5.2落料刃口尺寸的计算 9
3.5.3翻边的工作部分尺寸计算 9
4.冲压设备的选择 11
5.模具总体结构的设计 12
5.1绘制模具总体结构草图 12
5.2模具结构的设计,确定结构件的形式 13
5.2.1卸料零件计算 13
5.2.2定位零件的确定 14
5.2.3卸料装置的确定 15
5.2.4推件装置的设计 15
5.2.5顶杆的确定 15
5.2.6模柄的确定 15
5.2.7固定板的设计 16
5.2.8垫板的设计与标准 16
5.3模架的选择 16
6.模具的动作过程 17
7.模具主要零件结构设计的分析 18
7.1 冲孔凸模设计 18
7.2落料凹模的设计 19
7.3凸凹模的设计 19
7.4翻边成型模的设计 20
8.模具图样设计 21
9.模具装配与调试 23
9.1对于导柱复合模装配,应以凸凹模作为装配基准件 23
9.2模具装配过程见下页表 23
10结论 25
参 考 文 献 26
致谢 27
|
