ЗЈРМХЬСЌајФЃЩшМЦ(КЌCADСуМўЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D17662 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D17662
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЗЈРМХЬСЌајФЃЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ТлЮФЫЕУїЪщ7300зж,CADЭМжН13еХ)
Flange stamping process and die design
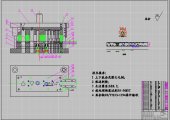
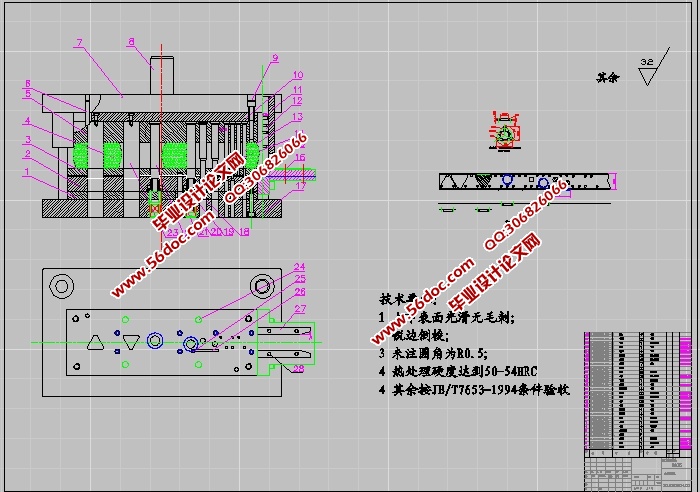
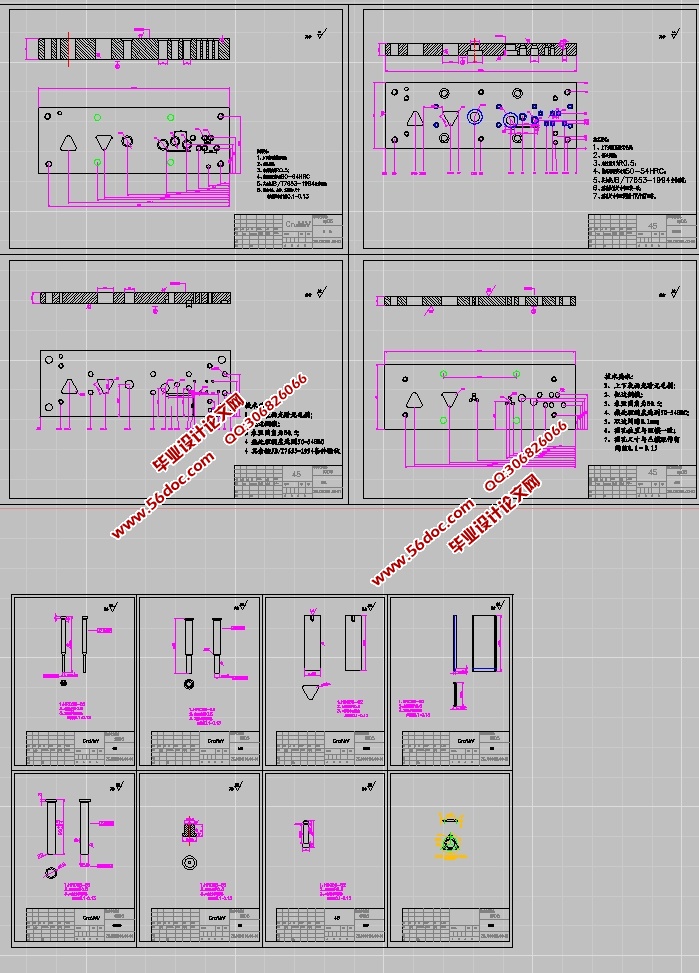
еЊвЊ БОЮФЗжЮіСЫЕчЮЛЦїНгЯпЦЌЕФГЩаЭЙЄвеЬиЕуЃЌЦфжаАќРЈРћгУЖдЙЄМўеЙПЊЭМЕФГпДчМЦЫуЁЂЙЄМўЕФЙЄвеЗжЮіЁЂГхВУСІгыРЩюСІЕФМЦЫуЁЂФЃОпЩшМЦЕФФбЕуЃЌШЗЖЈСЫМЖНјФЃЕФХХбљЗНАИКЭФЃОпзмЬхНсЙЙЁЃИУМЖНјФЃгаГхВУЁЂРЩюЁЂећаЮЁЂеЭаЮЕШ7ИіЙЄЮЛЁЃЯъЯИНщЩмСЫЭЙФЃЁЂАМФЃЁЂЙЬЖЈАхЁЂаЖСЯзАжУЕШСуВПМўЕФЩшМЦКЭжЦдьЃЌвдМАбЙСІЛњЕФбЁдёЁЃЭЌЪБВћЪіСЫФЃОпЕФЙЄзїЙ§ГЬЁЂИїГЩаЮЖЏзїЕФаЕїадЁЂвдМАЭЙФЃКЭАМФЃЯтПщЕФзАХфМфЯЖЃЌВЂжЦЖЈЕфаЭСуМўЕФМгЙЄЙЄве
ЙиМќДЪЃКЗЈРМХЬ ТфСЯ ЗБп МЖНјФЃ ФЃОпЩшМЦ
Flange stamping process and die design
Abstract This paper analyses the potential for the cable-forming process features, including the use of the workpiece size of the plan is launched, part of the process, punching power and drawing power, the difficulty of die design, identified the Progressive Die Die layout programmes and the overall structure. The Progressive Die a blanking, drawing, shaping, bulging, and other seven-position. Details on the punch and die, fixed panels, unloading devices, the design and manufacture of parts and components, and press option. At the same time on the work of the die process, forming the coordination of action and punch and die insert the assembly space and to develop parts of the typical processing technology
Key words: Flange Blanking Flanging Progressive Die Die Design
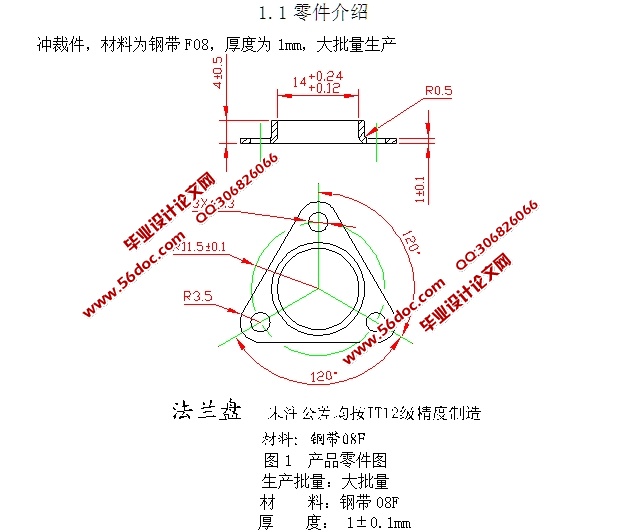
1.1СуМўНщЩм
ГхВУМўЃЌВФСЯЮЊИжДјF08ЃЌКёЖШЮЊ1mmЃЌДѓХњСПЩњВњ
ЩњВњХњСПЃКДѓХњСП
ВФ СЯЃКИжДј08F
Кё ЖШЃК 1±0.1mm
1.2ЙЄвеЗжЮіЃК
ЃЈ1ЃЉВФСЯЃКИУГхВУМўЕФВФСЯЮЊЛЦЭДјH65δ0.4MЃЌОпгаНЯКУЕФПЩГхбЙадФмЁЃ
ЃЈ2ЃЉСуМўНсЙЙЃКИУГхВУМўНсЙЙМђЕЅЃЌГпДчМАКёЖШЖМНЯаЁЃЌжааЁХњСПЩњВњЃЌЪєЦеЭЈГхбЙМўЃЌБШНЯЪЪКЯГхВУЁЃ
ЃЈ3ЃЉГпДчОЋЖШЃКСуМўЭМЩЯЫљгаЮДБъзЂЕФГпДчЪєгкздгЩГпДчЃЌПЩАДIT14МЖШЗЖЈЙЄМўЕФЙЋВюЁЃ
ИїГпДчЙЋВюЮЊЃК
СуМўЭтаЮЃК14 mm ЃЌ R4 mmЃЌ40.1 mmЁЂ3±0.5mmЁЂ19.9-00.08mmЁЂ1.6 mm
СуМўФкаЮЃКR11.5±0.1mmЁЂR3.5 mmЁЂΦ3.3±0.05mm
ПзаФОрЃК10.1±0.035mmЁЂ19.9±0.042mmЁЂ
НсТлЃКИУСуМўЪЪКЯГхВУЁЃ

ФП ТМ
в§бд…………………………………………………………………………4
ЕквЛеТ ГхбЙЙЄвегыФЃОпЩшМЦ……………………………………………………5
1.1 СуМўНщЩм…………………………………………………………………5
1.2 ЙЄвеЗжЮі……………………………………………………………………6
1.3 ЙЄвеЗНАИЕФШЗЖЈ……………………………………………………………6
1.4 ЙЄвеЩшМЦ……………………………………………………………………7
1.4.1 МЦЫуУЋХїГпДч……………………………………………………………7
1.4.2 ХХбљЭМ……………………………………………………………………8
1.4.3 ВФСЯРћгУТЪ………………………………………………………………8
1.5 МЦЫуГхбЙСІ…………………………………………………………………8
1.5.1 ГхбЙСІ……………………………………………………………………8
1.5.2 ГхПзСІ……………………………………………………………………9
1.5.3 аЖСЯСІ……………………………………………………………………9
1.5.4 ЭЦМўСІ……………………………………………………………………9
1.5.5 ГѕбЁбЙСІЛњ……………………………………………………………9
1.6 МЦЫубЙСІжааФ……………………………………………………………9
ЕкЖўеТ ЙЄзїСуМўШаПкГпДчМЦЫу……………………………………………………10
2.1 ЭЙАМФЃГпДчЕФМЦЫу………………………………………………………10
ЕкШ§еТ СуМўЕФЙЄвеЗжЮі…………………………………………………………14
3.1РфГхбЙЙЄвеПЈЦЌ…………………………………………………………14
ЕкЫФеТ ГхФЃСуМўЛњаЕМгЙЄЙЄвеЙ§ГЬПЈ……………………………………………15
НсТл…………………………………………………………………………………22
жТаЛ…………………………………………………………………………………23
ВЮПМЮФЯз……………………………………………………………………………24
|