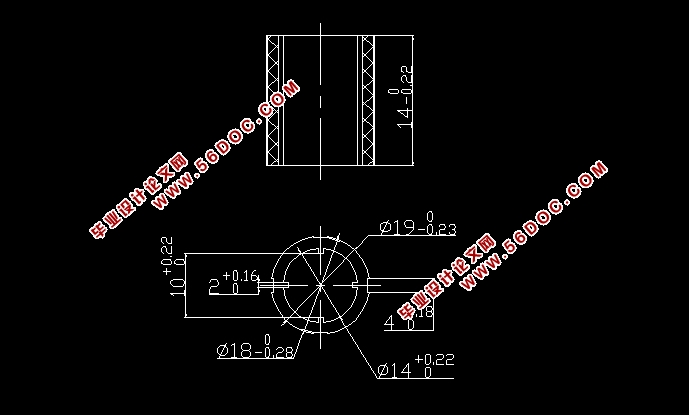
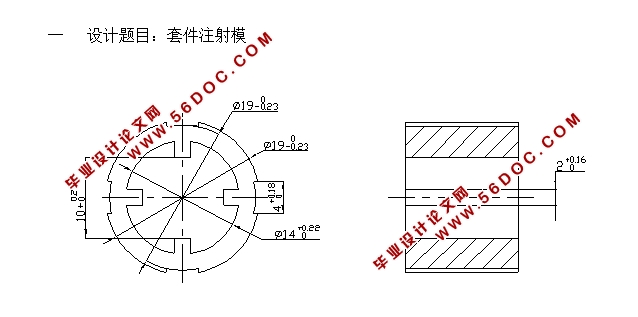
套件材料聚酰胺(PA)的设计(含CAD零件图装配图) 来源:56doc.com 资料编号:5D18998 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D18998 资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 套件材料聚酰胺(PA)的设计(含CAD零件图装配图)(说明书10000字,CAD图纸6张) 2.制品分析:该制品结构简单,形状尺寸小,壁厚均匀,使用PA制造。公差等级为MT5,该制品采用了凸起来增加制品的强度和刚度,表面粗糙度为1.6。采用液态石蜡作为尼龙类塑料脱模剂效果较好,硅油的效果好,但价格贵,而且使用时要与甲苯等有机溶剂配成共溶液,涂抹型腔后待有机溶剂挥发后才能显示硅油的润滑效果。该制品在成型后应进行调湿处理 ,因为这类塑料在空气中使用或存放过程中容易吸水而膨胀,需要很长时间尺寸才能稳定下来。所以将脱模后的塑件放在热水中处理,不仅隔绝空气防止氧化,消除内应力,而且还可以加速达到吸湿平衡,稳定其尺寸。经调湿处理后的塑料,其调湿处理后的塑件,其冲击韧性和抗拉强度均有所提高。调湿处理的温度一般为100 —150度。处理时间由塑料品种,塑件形状,壁厚和结晶度的大小来决定的。达到 调湿处理后,应缓慢冷却至室温。 第三部分 所选材料的成型特性与工艺参数 该制品采用PA,俗称尼龙,于1939年实现工业化生产,最初用作制造合成纤维的原料,后来由于PA具有高韧性,耐磨性,自润滑,使用温度范围宽(高温度强度好,低温度韧度好),耐油和耐腐蚀等优良综合性能,已成为开发最早的工程塑料品种,并获得广泛的应用,其产量约占工程塑料总产量的三分之一。 1.PA的性能特点: PA的熔点在180—280℃之间,品种不同,差别较大。然儿其热变形温度较低,一般均在100℃以下,长期使用就会发生脆化,必须提高热稳定性。PA具有良好的力学性能。它的劳性和耐油 耐溶剂性,抗拉强度 硬度 耐磨性好,PA具有吸水性,优良的耐摩擦性和耐磨耗性,以及良好的耐疲还具有较好的电绝缘性。 2.PA的成型特点以及模具设计的注意事项: 〈1〉成型特点:PA熔点高,成型前须预热;黏度低,流动性好,易产生溢流,飞边;熔融温度下较硬,易损模具主流道及型腔壁易黏膜。 〈2〉注意事项:防止溢料,更提高结晶化温度,应注意模具温度的控制;收缩率为1.5%~2.5% 3.工艺参数: 30%玻纤增强尼龙 66的工艺参数如下;注射机类型;螺杆 预热和干燥 温度 100~110℃ 时间 12~16H 成型温度 227~30℃ 模具温度 70℃ 注射力 70~176MPa后处理方法; 油 水 盐水 温度; 90~100℃ 时间; 4.H 说明;1) 预热和干燥均采用鼓风烘箱 目 录 引 言…………………………………………………………………………………2 毕业设计指导书………………………………………………………………… 2 设计说明书………………………………………………………………………5 一、设计题目………………………………………………………………5 二、塑件分析 …… ………………………………………………………………7 三、所选材料的成型特性与工艺参数………………………………………………8 四、浇注系统的设计…………………………………………………………10 五、分型面的选择及型腔布置…………………………………………………………13 六、排气系统的设计…………………………………………………………………13 七、成型零部件的设计与计算…………………………………………………………14 八、脱模机构的设计…………………………………………………………………22 九、合模导向机构的设计……………………………………………………………24 十、温度调节系统的设计与计算……………………………………………………25 十一、设计小结……………………………………………………………………27 十二、模架的选择……………………………………………………………………29 十三、参考文献 ……………………………………………………………………29