夹形零件滚动轴弯曲模的设计(单工序弯曲模)(附答辩记录)
来源:56doc.com 资料编号:5D2197 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2197
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
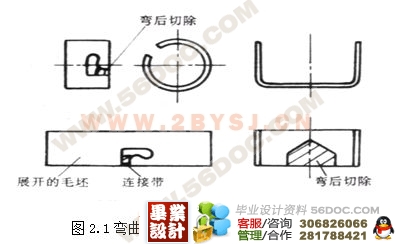
本论文中设计的模具是单工序弯曲模。属于冲压工艺的一种,但比起冲压模,本套模具突出了弯曲模的特点,而且包括冲压模,文中考虑到工件批量大的特点,选用了经过改进的一种高效率模具,它是能一次成形的回转式压弯模。是组合式的活动凹模,用于弯曲夹角小于90°的U形件,可以一次弯曲成形。
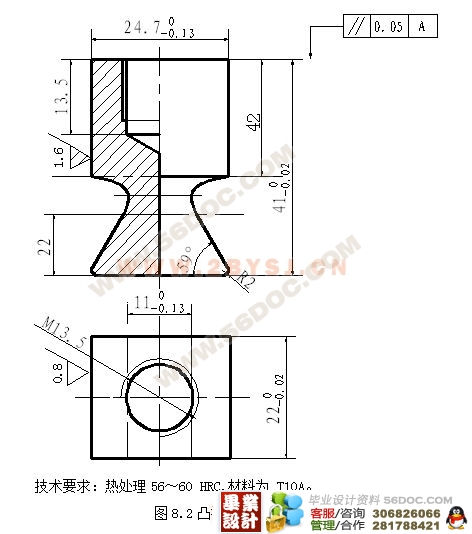
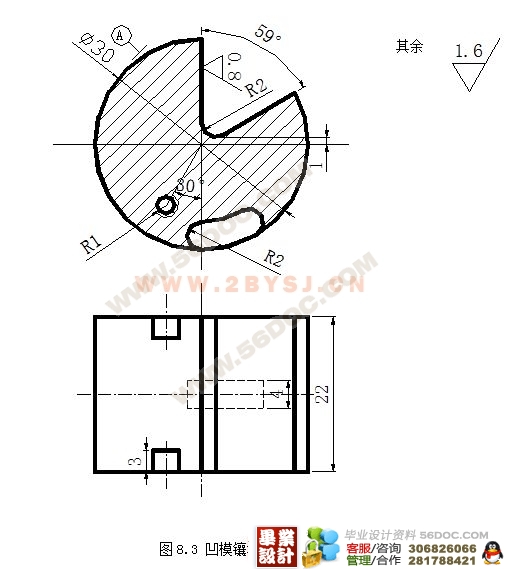
此模具具有一对有缺口的转轴凹模,其缺口与工件外形相适应。凹模是转轴式的,左右两件对称。这种形状的凹模制成组合式的,且镶在凹模镶块中,便于机械加工。另外镶块部分容易磨损,这样利于更换又节省材料。
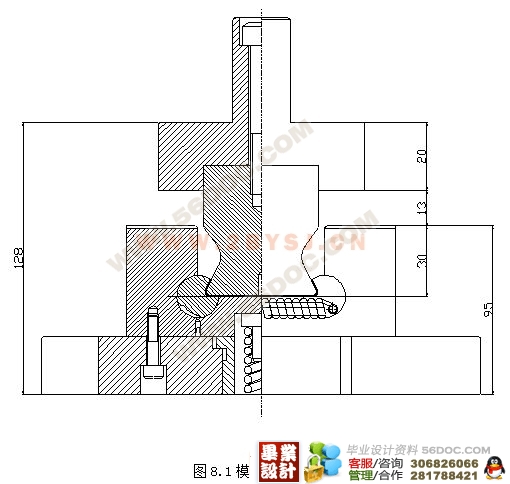
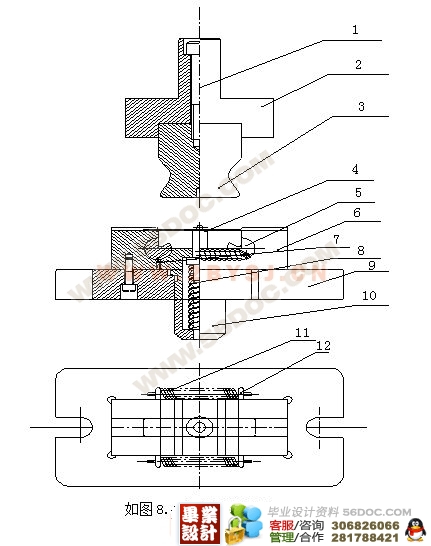
当凸模随压力机滑块下降时,首先将坯料在凹模内弯曲成90°的U形件,当凸模继续下降时,将坯件底部压向回转凹模,回转凹模受力转动使坯件进一步弯曲成形。当凸模随压力机滑块回升时,带动回转凹模反向转动,限位钉和轴上的弹簧使回转凹模复位。由于这种结构的弯曲凹模,可以在压力机的一次行程中完成几副简单模具才能完成的弯曲工艺,而模具结构并不复杂,所以,在生产中应用较多。
再根据所选材料和厚度及性质经过计算分析完成该模具的毛坯、弯曲力、回弹值、凸、凹模间隙等的设计计算;选出适合该模具的定位方式、卸料出件方式;设计模具的工作部分即凸、凹模的设计,选择模具的材料并确定每个零部件的加工方案;再根据模具的装配原则,完成模具的装配。装配调整好的模具,需要安装到机器上进行试模。如发现不符合要求的需加以修正,并进行再次试模,直到能正常运行并加工出合格的制品。
关键词:弯曲工艺,弯曲成形,回转凹模
设计要求:
1.确定合理的弯曲工艺及方案;
2.正确计算有关零件的尺寸及公差;
3.完成加工工艺及装配方案。
目 录
摘 要 II
1 弯曲工艺性分析 1
1.1 分析零件的冲压工艺性并确定工艺方案 1
1.2 弯曲件的工艺性 1
1.3 最小相对弯曲半径的确定 2
2 弯曲件的结构工艺性分析 3
2.1 最小弯曲半径 3
2.2 弯曲件形状与尺寸的对称性 3
3 弯曲件弯曲工序的安排 4
3.1 弯曲件的工序安排原则 4
3.2 弯曲件的工序安排 4
4 改进零件的结构设计 6
4.1 采用热处理工艺 6
4.2 从模具结构采取措施 6
4.3弯曲模结构设计应注意的问题: 6
5 弯曲工艺力的计算 8
5.1 自由弯曲时的弯曲力的计算公式: 8
5.2 校正弯曲时的弯曲力 8
5.3 顶件力和压料力 9
(毕业设计 )
5.4 压力机吨位的确定 9
6 毛坯尺寸及回弹量的计算 10
6.1 毛坯尺寸 10
6.2 确定毛坯的尺寸 10
6.3 回弹量的计算 10
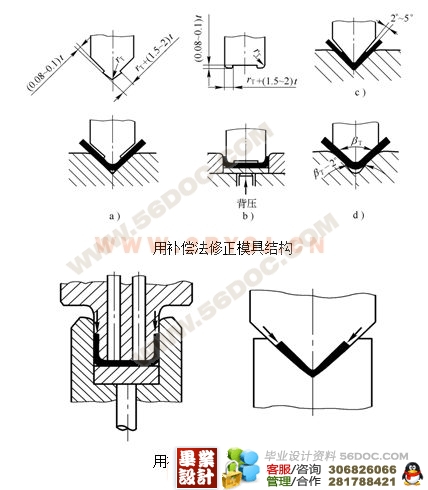
6.4减少回弹的措施: 11
7 弯曲模主要工作零件结构参数的确定 12
7.1 弯曲凸模和凹模的圆角半径 12
7.2 凹模工作部分深度 12
7.3 弯曲凹、凸模的间隙 13
7.4 凸、凹模横向尺寸及公差 14
8 模具总体设计 15
8.1 模具主要零部件的设计 15
8.2 弯曲设备的选择 17
8.3 选定设备 18
8.4 绘制模具总图 19
8.5 绘制模具非标准零件图 20
9 模具总体设计 21
9.1 模具类型的选择: 21
9.2 定位方式的选择 21
9.3 卸料﹑出件方式的选择 21
10 模具材料的选用及其他零部件的设计 23
10.1 模具材料的选用 23
10.1.2 弯曲模零件材料选用原则: 23
10.2 模具零件加工工艺 24
11 模具的装配和冲裁模具的试冲 27
11.1 模具的装配 27
11.2 弯曲模具的调试 27
致 谢 29
参考文献 30
参考文献
[1]王秀凤,万良辉. 冷冲压模具设计与制造.北京航空航天大学出版,2005.4
[2]王立刚.冲模设计手册.机械工业出版社,2002.5
[3]李铭杰.冲模设计应用实例.机械工业出版社,2003.8
[4]郭书彬.最新冲压新工艺新技术与冲模设计图集.机械工业出版社,2003.9
[5] 成 虹.冲压工艺与模具设计.高等教育出版社,2006.7
[6] 杨玉英,崔令江.实用冲压工艺及模具设计手册.机械工业出版社,2005.1
[7] 彭建生.模具设计与加工速查手册.机械工业出版社,2005.7 |
