��е����ӹ����������������ģ�����(��CAD���ͼװ��ͼ)(������,���ⱨ��,���ķ���,����˵����14000��,CADͼ27��)
ժ Ҫ
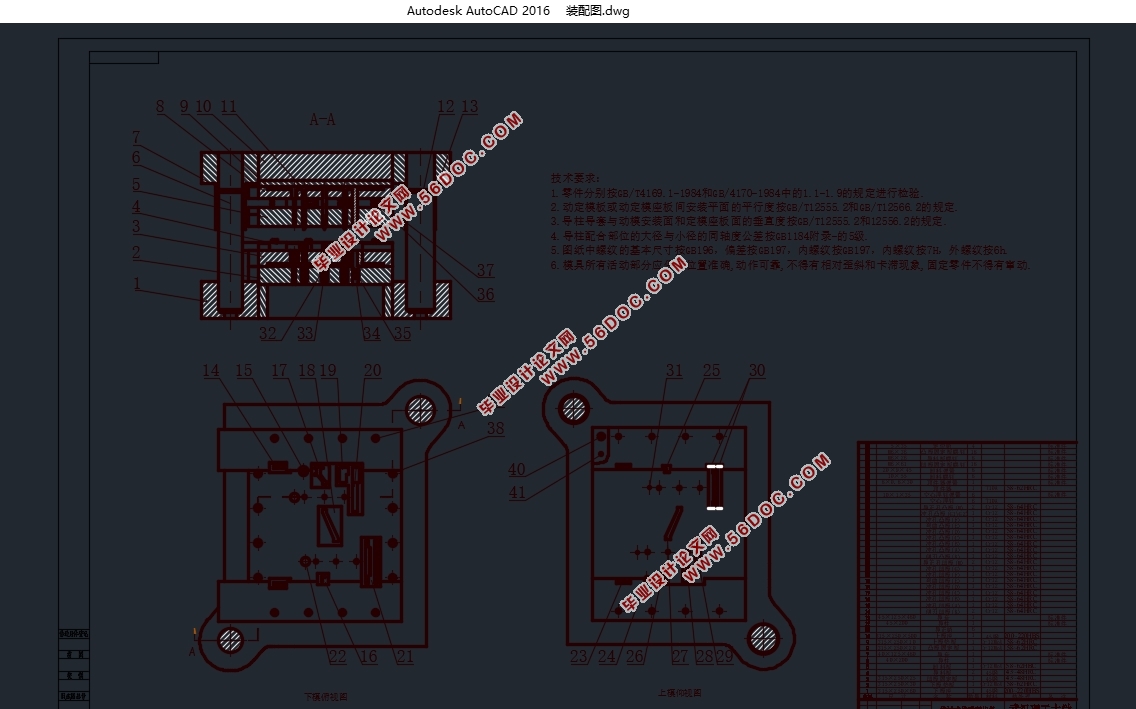
�����ǹ��ڻ�еʽ���سӳ��������ģ����ƣ��������õ�ģ�������Ƕλ����ģ������ģ��Ҳ������ģ���ɶ����λ��ɣ�����λ��˳�������ɲ�ͬ�ļӹ����ڳ崲��һ���г������һϵ�еIJ�ͬ�ij�ѹ�ӹ���
��ƹ��̰��գ���Ʒ��ƺͷ���������ͼ�Լ���ѹ������ơ�ģ���㡢ģ����ơ�ģ�ߵ������װ�乤����ơ��������湲�����ֽ��С�
��������ϸ�Ľ�����ģ�߳������ж�����ȳ�ѹ���Լ�ģ�߰���ģ���пڳߴ����ļ��㣬����AutoCAD�����������˳�ѹ�����е�ѹ�����ġ�
���ĵ��ص�������UG�������������ģ������е����ͼֽ���廯��3D��������ģ����ģ�ߵ�װ����̺Ϳ���ģ���̣�ʹģ����������ص��������ֱ�����ֳ������������Ƿ��ֺĽ���
�ؼ��ʣ���еʽ���سƳ������λ����ģ��ģ����ƣ��˶�����
Abstract
This article is about the rack of the mechanical weight Scales of the mold design.The mold type designed to be used is multi-station progressive die. Progressive die (also called continuous mode) consists of multiple stations, each station to complete the different processing, in the punch of a trip to complete a series of different stamping.
Design process includes the product design and analysis, layout and stamping process design, mold design, mold design, mold manufacturing and assembly process design, software simulation of a total of six parts.
In this paper, the punching force of the die blanking force, the unloading force and the calculation of the die size and tolerances of the die and punch are carried out in detail. The pressure center in the pressing process is calculated by AutoCAD software.
The characteristic of the artical is the using of UG and other design software to design the parts of the three-dimensional drawings, 3D, and simulation of the mold assembly process and opening and closing process.So,the hidden question of the design can be more intuitive reflected to discover and improve.
Key Words��the rack of the mechanical weight scales��multi-station progressive die��the mold design��motion simulation
2.2�������ѡ���շ���
2.2.1�������ѡ��
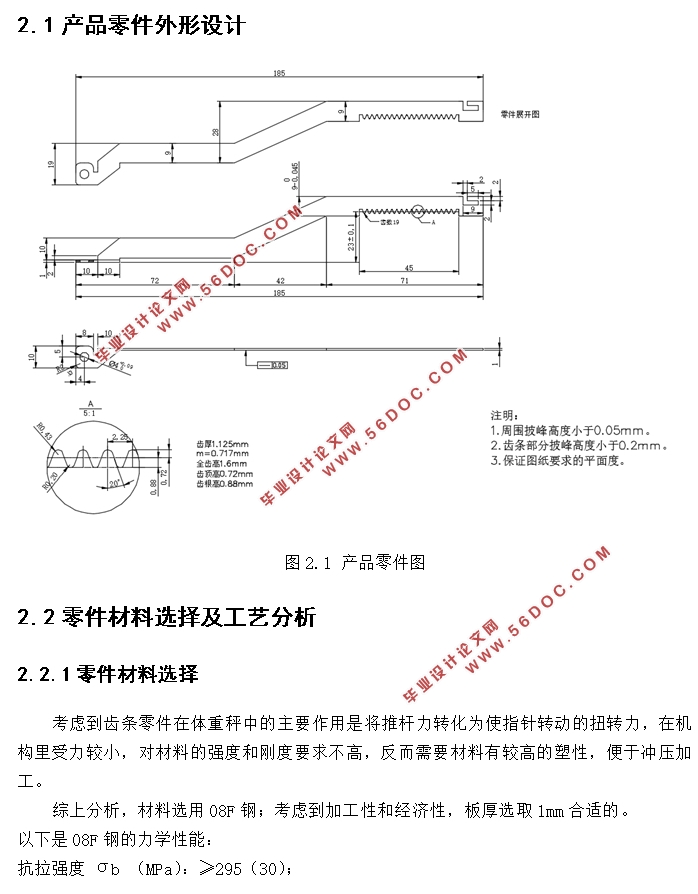
���ǵ�������������س��е���Ҫ�����ǽ��Ƹ���ת��Ϊʹָ��ת����Ťת�����ڻ�����������С���Բ��ϵ�ǿ�Ⱥն�Ҫ�ߣ�������Ҫ�����нϸߵ����ԣ����ڳ�ѹ�ӹ���
���Ϸ���������ѡ��08F�֣����ǵ��ӹ��Ժ;����ԣ����ѡȡ1mm���ʵġ�
������08F�ֵ���ѧ���ܣ�
����ǿ�� σb ��MPa����≥295��30����
����ǿ��Ϊ192.5��266MPa��
����ǿ�� σs ��MPa����≥175��18����
�쳤�� δ5 ��%����≥35��
���������� ψ ��%����≥60��
Ӳ�� ��δ�ȴ�����≤131HB��
2.2.2�������ι����Է���
1>�������ֱ�ǡ��۽Ǹ������ӣ���ü������κ��ڿ�Ӧ�þ����������Ľǡ��ο���ѹ�ֲ��2-18���ǶȨR90°����СԲ�ǰ뾶Ϊ0.35t��t=1mm,ȡ0.4mm��
2>��ü��������ۺͰ��ۿ��Ȳ��˹�С�����������ο���ѹ�ֲ��2-19�����ֲ��ϵij�ü��������ۺͰ��۵���С����bΪ��1.0-1.2��t,�������������С�Ŀ���Ϊ2mm������Ҫ��
2.3��������ľ��������ֲڶȷ���
Ŀ ¼
��1�� ���� 1
1.1Ŀ�ļ������� 1
1.2��ƵĻ������ݡ�Ŀ�� 1
1.2.1�������� 1
1.2.2 Ŀ�꼰Ҫ�� 1
��2�� ��Ʒ��Ƽ��乤���Է��� 2
2.1��Ʒ���������� 2
2.2�������ѡ���շ��� 2
2.2.1�������ѡ�� 2
2.2.2�������ι����Է��� 3
2.3��������ľ��������ֲڶȷ��� 3
2.3.1����Ҫ�� 3
2.3.2����ֲڶ�Ҫ�� 3
��3�� ��ѹ���չ�������ͼ��� 4
3.1ѡ���������Ļ������� 4
3.2������� 4
3.3�����пڷֶ���� 4
3.4��λ��ʽѡ������� 5
3.5���������� 5
3.6ȷ���ӹ�����������ͼ 6
3.7���������ʼ��� 6
3.8���ྫ�ȼ��� 7
��4�� ��ѹ��ѧ���� 8
4.1������ļ��� 8
4.2ѹ�����ĵļ��� 9
4.3ѹ������ѡ�� 10
��5�� ��ü�϶���пڳߴ���� 12
5.1����ģ��϶�ļ��� 12
5.2����ģ�пڳߴ���㼰���칫���ȷ�� 12
��6�� ģ����Ҫ������ 20
6.1����ģ����� 20
6.1.1��ģ��Ƽ��� 20
6.1.2��ģ������ͼ 21
6.1.3ģ��� 24
6.1.4ģ������ͼ 25
6.2������Ҫ�㲿����� 30
6.2.1��ģ�̶������� 30
6.2.2ģ�̶������ 30
6.2.3������ 31
6.2.4���ϡ�����װ����� 32
6.2.5ж��װ�õ���� 33
6.2.6��λװ�õ���� 35
6.2.7����װ�õ���� 36
6.2.8�ϡ���ģ����� 37
��7�� ģ�ߵ������װ�乤�� 38
7.1����ģ���칤�� 38
7.1.1ģ���칤��·��ͼ 38
7.1.2��ģ���칤��·��ͼ 38
7.2�̶������칤�� 38
7.2.1��ģ�̶������칤��·��ͼ 38
7.2.2ģ�̶������칤��·��ͼ 38
7.3ж�ϰ����칤��·��ͼ 38
7.4ģ�ߵ�װ�乤�� 39
��8�� ����ģ�ı�����ά�� 40
8.1ģ�ߵ��ճ����м�� 40
8.1.1�Ƽ������ļ�� 40
8.1.2��ģ�������ܼ�� 40
8.2��ģ��ά���뱣�� 40
8.3��ģ��ά�������� 41
8.3.1����ģ��ά�� 41
8.3.2ж�ϰ��ά�� 41
8.3.3������������ 41
��9�� ����UG��ģ�߿���ģ�˶����� 42
��10�� ����Ӱ�켰�����Է��� 43
10.1����Ӱ����� 43
10.2�����Է��� 43
��11�� �ܽ� 44
����� 45
��л 46
|
