汽车座椅侧板成形工艺研究与模具设计(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书13000字,CAD图14张)
摘 要
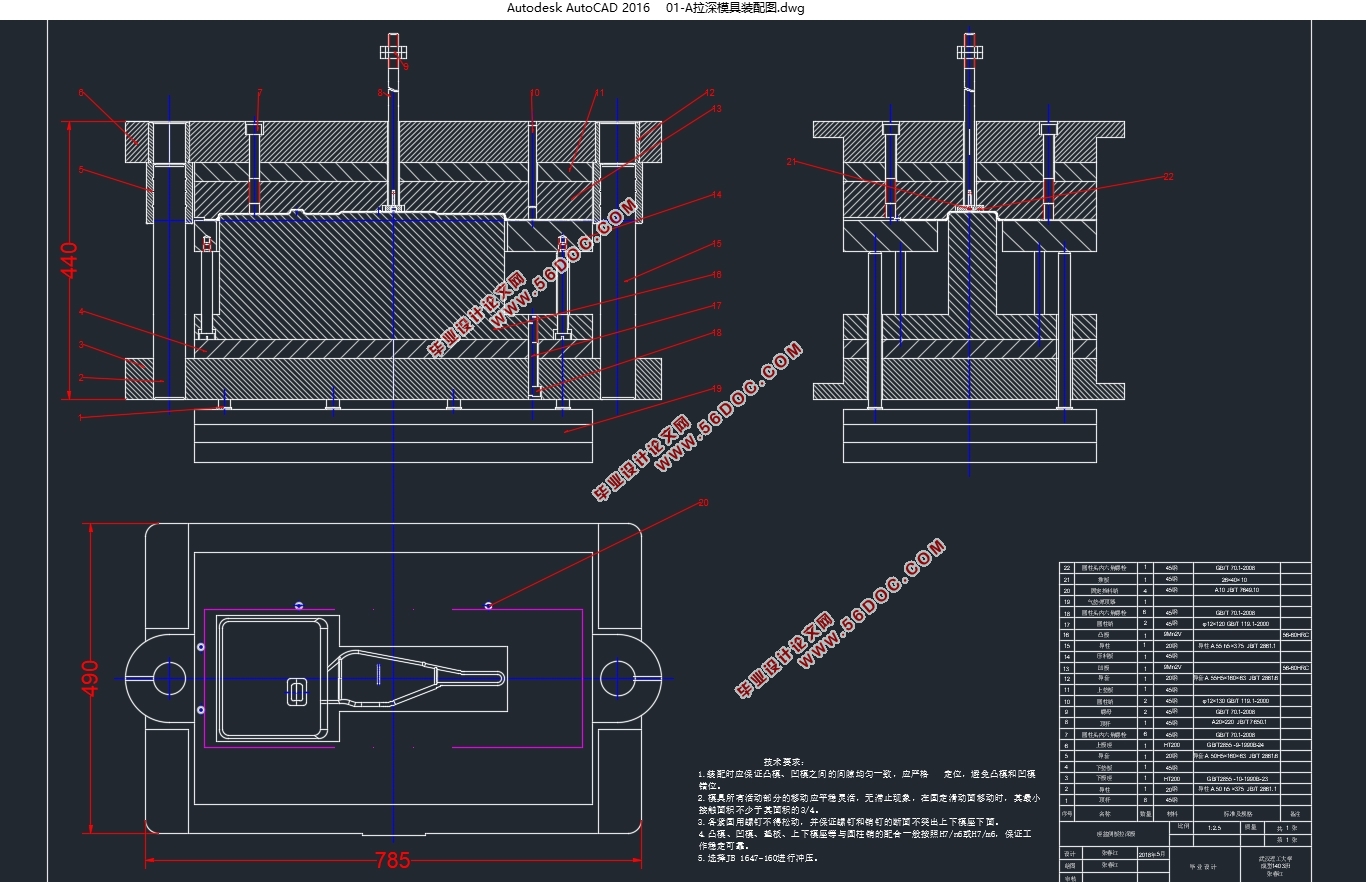
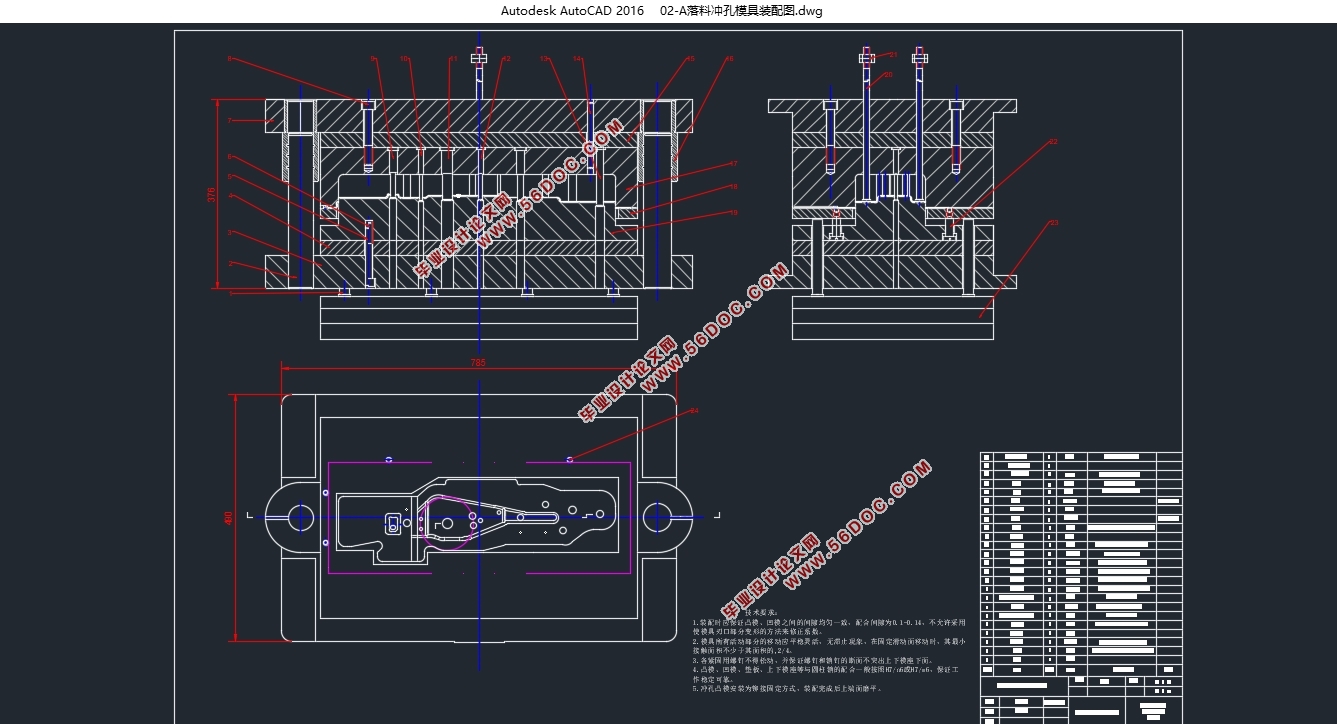
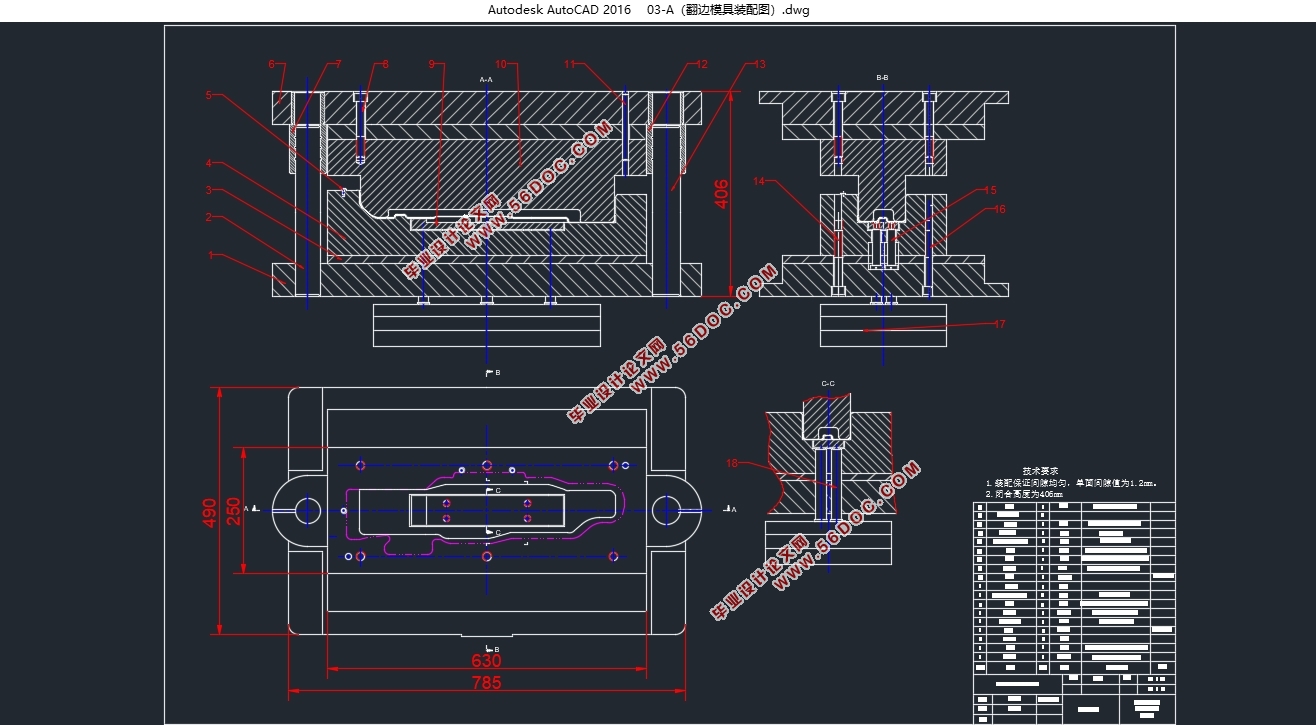
经济全球化条件下,中国的制造业快速发展,冷冲压模具加工方式以其高效率、低成本、适合大批量快速生产的优点被广泛应用,模具的设计也显得越来越重要,尤其是在汽车行业,近九成的汽车零部件都是采用模具加工。本文针对座椅侧板(FSC-PLANE)部件6801BF8-141的零件特点,分析了其材料的冲裁工艺性和拉深工艺性,制定了该零件合理的成形加工工艺,并进行了可行性分析,分析了该零件加工的坯料形状、尺寸等,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,设计完成了加工汽车座椅侧板的拉深、落料-冲孔、翻边模具。还具体分析了模具的主要零部件(如翻边模具、卸料装置、垫板、落料模、拉深模、冲头等)的设计与制造,以及凸凹模间隙调整。列出了模具所需零件的详细清单,并给出了合理的装配图和零件图以及模具主要零件的加工工艺。
关键词:汽车座椅侧板成形;拉深;落料-冲孔;翻边
Abstract
Under the conditions of economic globalization, China’s manufacturing industry has developed rapidly. The cold stamping die processing method has been widely used for its advantages of high efficiency, low cost, and high volume and rapid production. The design of molds has also become increasingly important, especially in the In the automotive industry, nearly 90% of auto parts use mold processing. This paper analyzes the part features of the FSC-PLANE component 6801BF8-141, analyzes the blanking process and the drawing process properties of the material, formulates a reasonable forming process for the part, and performs a feasibility analysis. The shape, size, etc. of the blank processed by the part were analyzed, and the calculation of the dimensions and tolerances of the process force, the pressure center, and the working part of the mold were performed. The deep drawing, blanking-punching, and turning of the car seat side plate were finished. Side mold. It also specifically analyzed the design and manufacture of the main parts of the mold (such as flanging molds, unloading devices, backing plates, blanking dies, drawing dies, punches, etc.), as well as the clearance adjustment between male and female molds. A detailed list of the required parts of the mold is listed, and reasonable assembly drawings and part drawings are given, as well as the processing technology of the main parts of the mold.
Key Words:car seat side panel forming;deep drawing;blanking – punching;flange
2.1设计任务
针汽车座椅侧板侧板(FSC-PLANE)部件6801BF8-141零件特点,对汽车座椅侧板成形方案进行可行性研究,确定其成形加工工艺;设计其成形加工模具,画出成形加工模具装配图以及模具主要零件图;制定模具主要零件加工工艺及工艺卡。
2.2 工件尺寸分析
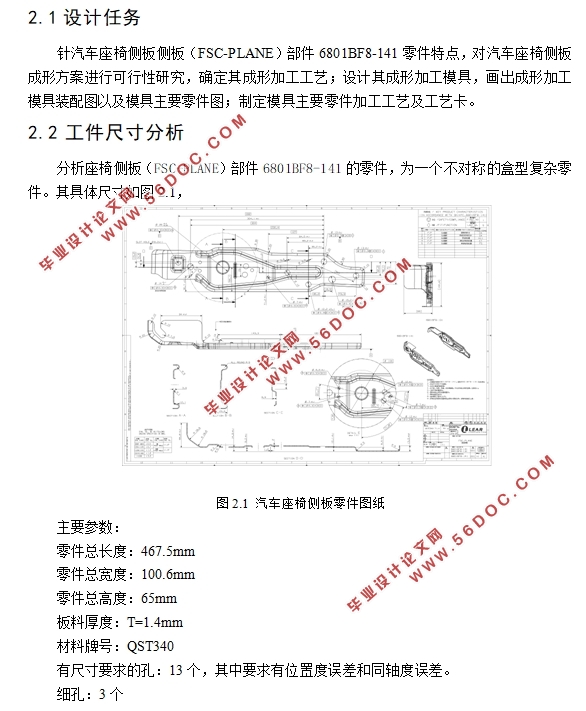
分析座椅侧板(FSC-PLANE)部件6801BF8-141的零件,为一个不对称的盒型复杂零件。其具体尺寸如图2.1,
主要参数:
零件总长度:467.5mm
零件总宽度:100.6mm
零件总高度:65mm
板料厚度:T=1.4mm
材料牌号:QST340
有尺寸要求的孔:13个,其中要求有位置度误差和同轴度误差。
细孔:3个
目 录
第1章绪论 1
1.1 冲压模具在制造业的地位 1
1.2背景及意义 1
第2章设计任务及结构分析 3
2.1 设计任务 3
2.2 工件尺寸分析 3
2.3 工件材料分析 4
2.4结构和精度分析 4
2.5 零件加工工序的确定 4
第3章拉深模具设计 6
3.1坯料尺寸的确定 6
3.2拉深工艺计算 6
3.3设备的选择和基本参数 9
第4章落料-冲孔复合模具设计 11
4.1冲裁工艺力的计算 11
4.1.1冲裁力的计算 11
4.1.2压力中心的确定 15
4.2落料时模具刃口尺寸的计算 15
4.3冲孔模具刃口尺寸的计算 16
4.4模具结构的设计 19
4.4.1压力机的选择和主要参数 19
4.4.2模具结构形式的确定 20
4.4.3模架的选择和主要参数 21
4.4.4卸料板的设计 21
4.4.5垫板的设计 22
第5章翻边模的模具设计 24
5.1 翻边工艺概述 24
5.2 翻边工艺计算 24
5.2.1φ26的圆孔翻边 24
5.2.2外缘部分翻边 25
5.3设备选择和模具零件设计 27
第6章主要模具零件的加工工艺 28
6.1 冲孔凸模材料的选择 28
6.2冲孔凸模加工工艺卡 28
6.3小结 29
参考文献 30
致谢 31
|
