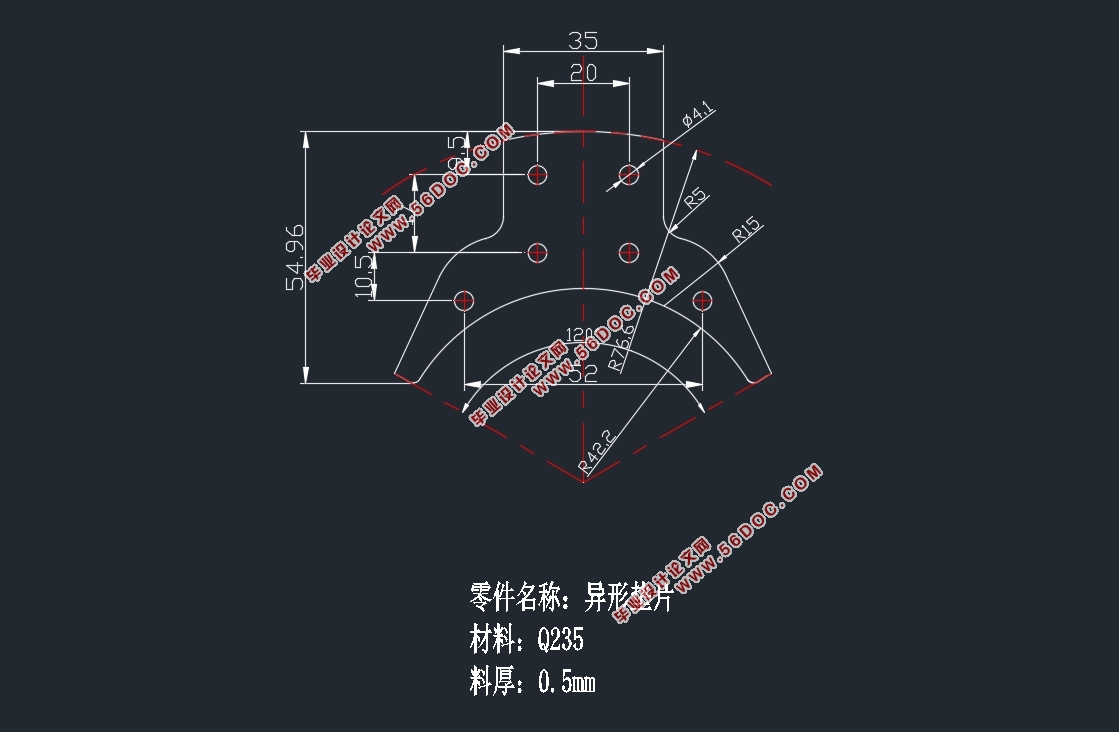
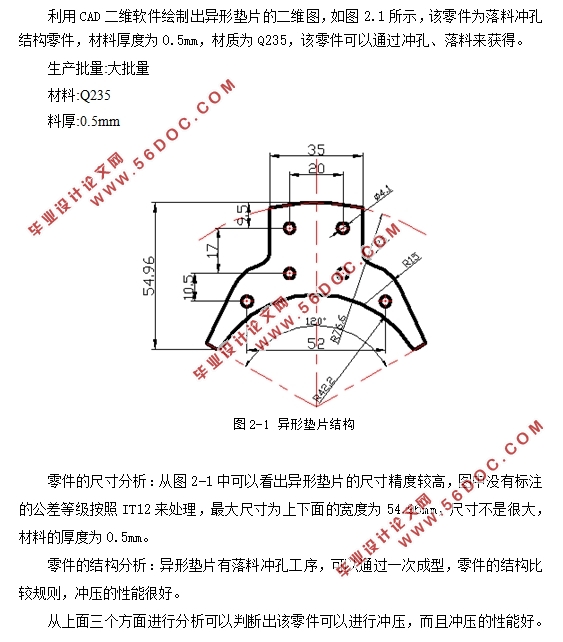
вьаЮЕцЦЌСуМўГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ) РДдДЃК56doc.com зЪСЯБрКХЃК5D22015 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22015 зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ ЮввЊЯТдиИУзЪдД зЪСЯНщЩм вьаЮЕцЦЌСуМўГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ТлЮФЫЕУїЪщ10000зж,CADЭМ11еХ) 2 вьаЮЕцЦЌСуМўЙЄвеЗжЮі 2.1 вьаЮЕцЦЌСуМўЗжЮі РћгУCADЖўЮЌШэМўЛцжЦГівьаЮЕцЦЌЕФЖўЮЌЭМЃЌШчЭМ2.1ЫљЪОЃЌИУСуМўЮЊТфСЯГхПзНсЙЙСуМўЃЌВФСЯКёЖШЮЊ0.5mmЃЌВФжЪЮЊQ235ЃЌИУСуМўПЩвдЭЈЙ§ГхПзЁЂТфСЯРДЛёЕУЁЃ ЩњВњХњСП:ДѓХњСП ВФСЯ:Q235 СЯКё:0.5mm СуМўЕФГпДчЗжЮіЃКДгЭМ2-1жаПЩвдПДГівьаЮЕцЦЌЕФГпДчОЋЖШНЯИпЃЌЭМжаУЛгаБъзЂЕФЙЋВюЕШМЖАДееIT12РДДІРэЃЌзюДѓГпДчЮЊЩЯЯТУцЕФПэЖШЮЊ54.96mmЃЌГпДчВЛЪЧКмДѓЃЌВФСЯЕФКёЖШЮЊ0.5mmЁЃ СуМўЕФНсЙЙЗжЮіЃКвьаЮЕцЦЌгаТфСЯГхПзЙЄађЃЌПЩвдЭЈЙ§вЛДЮГЩаЭЃЌСуМўЕФНсЙЙБШНЯЙцдђЃЌГхбЙЕФадФмКмКУЁЃ ДгЩЯУцШ§ИіЗНУцНјааЗжЮіПЩвдХаЖЯГіИУСуМўПЩвдНјааГхбЙЃЌЖјЧвГхбЙЕФадФмКУЁЃ 2.4 ШЗЖЈГхВУЙЄвеЗНАИ вьаЮЕцЦЌДгНсЙЙКЭЙЄвеЩЯЗжЮіПЩвдПДГігаГхПзЁЂТфСЯЕШЙЄађЃЌЯТУцФтЖЈШ§жжГхбЙЗНАИНјааБШНЯЃЌбЁГізюМбЕФГхбЙЗНАИЁЃ вьаЮЕцЦЌДгНсЙЙКЭЙЄвеЩЯЗжЮіПЩвдПДГігаГхПзЁЂТфСЯЁЃЯТУцФтЖЈ2жжНјааБШНЯЃЌбЁГізюМбЕФГхбЙЗНАИЁЃ ЗНАИвЛЃКСЌајФЃЩњВњЗНЪНЃЌМДГхПзЁЂТфСЯНјааСЌајГхбЙЁЃ ЗНАИЖўЃКЕЅЙЄађФЃЩњВњЗНЪНЃЌМДТфСЯ—ГхПзЗжПЊМгЙЄЃЌВЩгУЕЅЙЄађФЃОпЩњВњЁЃ ЗНАИШ§ЃКТфСЯгыГхПзИДКЯГхбЙЃЌВЩгУИДКЯФЃОп дкЗНАИЖўжаФЃОпЕФНсЙЙЫфШЛБШНЯМђЕЅЃЌЕЋЪЧашвЊЩшМЦСНЬзФЃОпЃЌдкЩшМЦГЩБОКЭжЦдьГЩБОПМТЧЯрЖдНЯИпЃЌВЛвЫВЩгУЁЃ ЗНАИвЛМЖНјФЃОпГхбЙЃЌФЃОпИДдгГЬЖШдіМгЃЌЧвЙЄЮЛМўЕФЖЈЮЛРлЛ§ЮѓВюЛсЪЙСуМўЕФОЋЖШНЕЕЭЃЌЫљвдЭЌбљВЛвЫЪЙгУЁЃ ВЩгУЗНАИШ§ЕФИДКЯФЃЃЌВЛНіВйзїЗНБуАВШЋЃЌЖјЧвЩњВњТЪзюИпЃЌвВФмЙЛТњзуДѓХњСПЩњВњЕФвЊЧѓЃЌФмЙЛвЛДЮЭъГЩГхПзТфСЯЕФЙЄађЃЌГЩБОБШНЯЕЭЃЌвђДЫВЩгУЗНАИШ§ЕФГхбЙЗНАИЁЃ ФП ТМ еЊ вЊ 1 1 аї Тл 4 2 вьаЮЕцЦЌСуМўЙЄвеЗжЮі 6 2.1 вьаЮЕцЦЌСуМўЗжЮі 6 2.2.1 Ьиад 6 2.2.2 ДІРэЙЄве 7 2.3 ВФСЯГЩаЭадФм 7 2.4 ШЗЖЈГхВУЙЄвеЗНАИ 7 3 вьаЮЕцЦЌГхбЙФЃОпЩшМЦ 9 3.1 ХХбљЩшМЦ 9 3.1.1 ДюБпМАЦфзїгУ 9 3.1.2 ДюБпжЕЕФШЗЖЈ 9 3.1.3 ЬѕСЯЕФПэЖШгыВНОр 10 3.1.4 ВФСЯРћгУТЪ 11 4 вьаЮЕцЦЌИДКЯФЃЕФЙЄвеМЦЫу 13 4.1 бЙСІЕФМЦЫу 13 4.1.1ГхВУСІЕФМЦЫу 13 4.2 ИДКЯФЃОпбЙСІжааФМЦЫу 14 4.3 ГхбЙЩшБИЕФбЁШЁ 15 4.4 ГхВУМфЯЖ 16 4.4.1 ГхВУМфЯЖЗжРр 16 4.4.2 МфЯЖжЕКЭШЗЖЈМфЯЖЗНЗЈ 17 4.5 МЦЫуШаПк 17 4.5.1 ШаПкГпДчМЦЫузМдђ 17 4.5.2 ШаПкГпДчМЦЫу 18 4.5.3 МЦЫуЭЙЁЂАМФЃШаПкЕФГпДч 18 5 ИДКЯФЃОпМАСуМўЩшМЦгыбЁгУ 20 5.1 ФЃОпжївЊСуМў 20 5.1.1 АМФЃЁЂЭЙФЃЩшМЦ 20 5.2 ФЃМмКЭФЃзљЕФбЁдё 22 5.3 ЕцАхЕФбЁгУ 24 5.4аЖСЯЛњЙЙЕФЩшМЦ 26 5.5 ЖЈЮЛСуМўЕФЩшМЦ 26 5.6 ЕЏаддЊМўЕФбЁгУ 27 5.7 аЖСЯАх 27 6 ФЃОпзАХфЭМ 29 зм Нс 30 ВЮПМЮФЯз 31 жТ аЛ 32