铜垫片倒装冲孔落料复合模设计与制造(附答辩记录)
来源:56doc.com 资料编号:5D2202 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2202
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
随着社会地进步与发展,使我们的物质世界大大的丰富起来了,使得人们对产品的生产质量提出了更高的要求,在这种情况下,便为模具制造业的发展提供了契机。因此,模具的发展与人们的生活关系越来越紧密。我们利用模具加工各种的工件,以便来满足人们的需要,模具的发展给我们带来了新的生活,新的时代。
本次设计共分为六部分,分别介绍了工件冲压工艺及结构设计方法、设计计算公式和常用数据,对模具材料的选用、冲压设备的选择进行了相关的说明。凡是与设计内容相关的图形,都有电子图形保存,并在相关章节均有插图。在设计的第五部分对模具的装配及工艺要求进行了相关介绍。
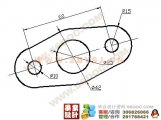
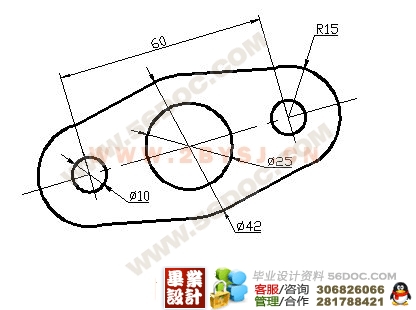
根据对零件的综合分析,在这次设计中我设计的模具为倒装冲孔落料模,主要介绍的是模具的冲孔、落料,冲压生产中应用最广泛的工序之一。由于材料和厚度的原因,我采用的加工方法为:采用冲孔落料复合模进行加工。
关键词:冲孔,落料,搭边
设计要求:
1.选择合理的冲裁工艺;
2.确定正确的冲裁方案;
3.计算相关的零件尺寸;
4.完成合理的装配方案及冲压调试。
冲压时的工艺性分析
冲压件的工艺性是指冲压件对冲压工艺的适应性。在一般情况下,对冲压件工艺性影响最大的几何形状尺寸和精度要求。良好的冲压工艺性应能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。
冲裁件的形状应能符合材料合理排样,减少废料。
冲裁各直线或曲线的连接处,宜有适当的圆角。
冲裁件凸出或凹入部分宽度不宜太小,并应避免过长的悬臂与窄槽。
目 录
摘 要 II
1.工件的工艺性分析 1
1.1冲压时的工艺性分析 1
1.2冲压材料选用 2
1.3冲裁工艺方案的确定 3
2.模具设计计算 4
2.1 排样方案的确定及计算 4
2.2冲压力的计算 6
2.3模具压力中心的确定 8
2.4 冲模刃口尺寸及公差的计算 8
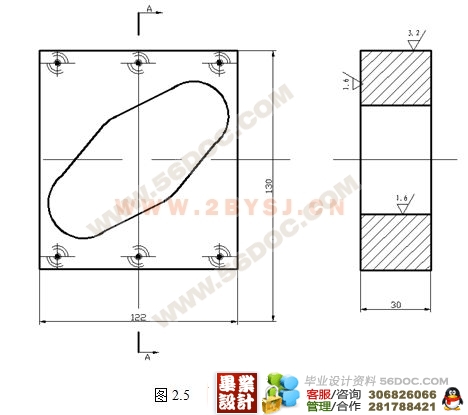
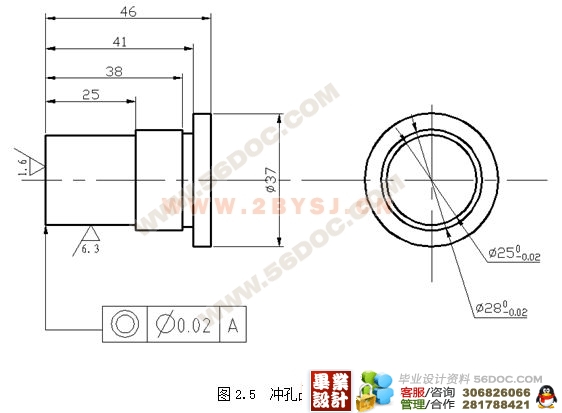
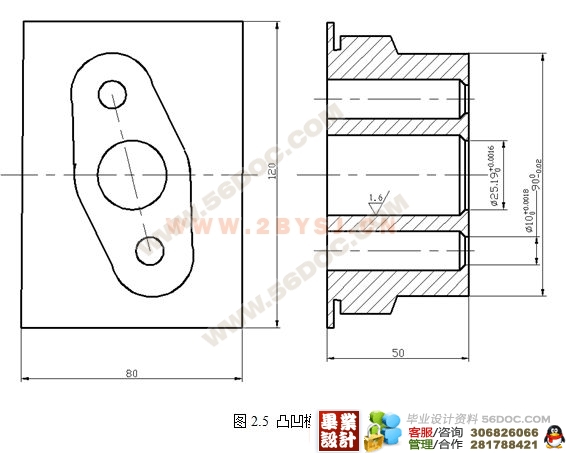
2.5零件结构尺寸的确定 12
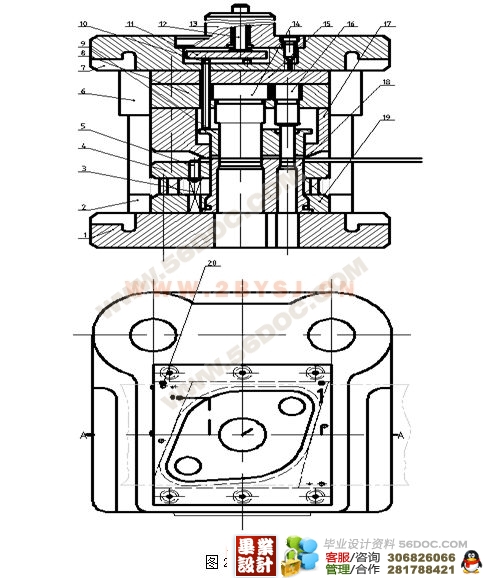
2.6模具总装图 16
3.模具材料的选用 17
4.冲压设备的选择 18
(毕业设计 )
5.模具的装配 20
5.1模具的装配 20
5.2模具装配工艺要求 20
6.模具检测 22
致 谢 23
参 考 文 献 24
参 考 文 献
[1] 成虹.冲压工艺与模具设计.高等教育出版社,1987
[2] 冲模设计篇冲模设计手册之四.机械工业出版社,1999
[3] 械设计编写组.实用机械设计手册.机械工业出版社,1985
[4] 杨占尧.冲压模具图册.高等教育出版社,1998
[5] 侯维芝,杨金风.模具制造工艺与工装.高等教育出版社,1997
[6] 张鼎承.冷冲模的设计与制造.上海科技出版社,1995
[7] 王芳.冷冲压模具设计指导.机械工业出版社,1982
[8] 孙凤勤.模具制造工艺与设备.机械工业出版社,1983
[9] 黄健求.模具制造.机械工业出版社,2001
[10]李德群.现代模具设计方法.机械工业出版社,2004
[11]陈万林.实用模具技术.机械工业出版社,2000
[12]模具实用技术从书编委会.冲模设计与应用实例,1986
|