УћОєЦћГЕЕзХЬСЌНгЦЌе§зАИДКЯФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(бЁЬтЩѓЬтБэ,ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,ТлЮФЫЕУїЪщ10000зж,CADЭМ15еХ)
еЊвЊ
ЫцзХжаЙњОМУГжајдіГЄЃЌЙњФкФЃОпаавЕЕФЗЂеЙЫйЖШЯВШЫЃЌЮвЙњГхбЙФЃОпЗЂеЙвбж№ВННгНќЪРНчЯШНјЫЎЦНЁЃБОПЮЬтбаОПЕФЪЧУћОєЦћГЕЕзХЬСЌНгЦЌе§зАИДКЯФЃЩшМЦЁЃвђФЃОпЮЊЕЅМўаЁХњСПЩњВњЃЌЧвФЃОпгІБЃжЄГхбЙВњЦЗЕФГпДчОЋЖШКЭВњЦЗжЪСПЃЌФЃОпЕФЩшМЦгыжЦдьгІГфЗжПМТЧФЃОпЕФЩшМЦФмЗёТњзуЙЄМўЕФЙЄвеадЩшМЦЃЌФмЗёМгЙЄГіКЯИёЕФСуМўЃЌФмЗёЪЙСуМўОпгаНЯИпЕФЪЙгУЪйУќЁЃИУФЃОпгаСНИіЙЄЮЛЃЌЗжБ№НјааГхПзКЭТфСЯЁЃИљОнСуМўЭМЃЌНјааГхВУЙЄвеадЗжЮіВЂбЁдёзюМбЗНАИЃЌЭъГЩХХбљЩшМЦЃЌМЦЫуВФСЯРћгУТЪЁЂЙЄађСІЃЌбЁдёКЯЪЪЕФбЙСІЛњЃЌИїСуМўГпДчЕФбЁгУКЭМЦЫуЕШЁЃгЩАМФЃСуМўЭМНјааМгЙЄЙЄвеЕФБржЦЃЌгУUGШэМўЛГіАМФЃЪЕЬхЃЌВЂЛГіУЋХїЃЌдйНјааМгЙЄЁЃвђАМФЃШаПкДжВкЖШНЯаЁЃЌЙЪдкМгЙЄЭъКѓЃЌашдкФЅДВЩЯНјааДђФЅЁЃзюКѓЃЌЖдАМФЃНјааЪ§ПиБрГЬЁЃ
ЙиМќДЪЃКе§зАИДКЯФЃЃЛСуВПМўбЁгУЃЛШаПкГпДчМЦЫуЃЛUGжЦЭМЃЛБрГЬ
ABSTRACT
With the continuous growth of China's economy, the development speed of the domestic mold industry is encouraging, China's stamping mold development has gradually approached the world's advanced level.The research of this topic is the chassis connection piece formal assembly composite die design.Because the mold for a small batch production, and the mold should ensure the size of the stamping product precision and product quality, the mold design and manufacturing should fully consider whether the mold design can meet the workpiece technology design, can process qualified parts, can make the parts have a high service life.The mould has two stations for punching and blanking respectively.According to the part drawing, carry out blanking process analysis and select the best scheme, complete the layout design, calculate the material utilization rate, process force, select the appropriate press, the selection and calculation of the size of each part, etc.According to the drawing of die parts for the preparation of processing technology, using UG software to draw the die entity, and draw the blank, and then processing.Due to the small roughness of the cutting edge, it is necessary to grind on the grinder after processing.Finally, numerical control programming is done to the die.
Key wordsЃКFormal compound dieЃЛSelection of parts and componentsЃЛCalculation of cutting edge sizeЃЛUG drawingsЃЛProgramming
2.1СуМўЗжЮі
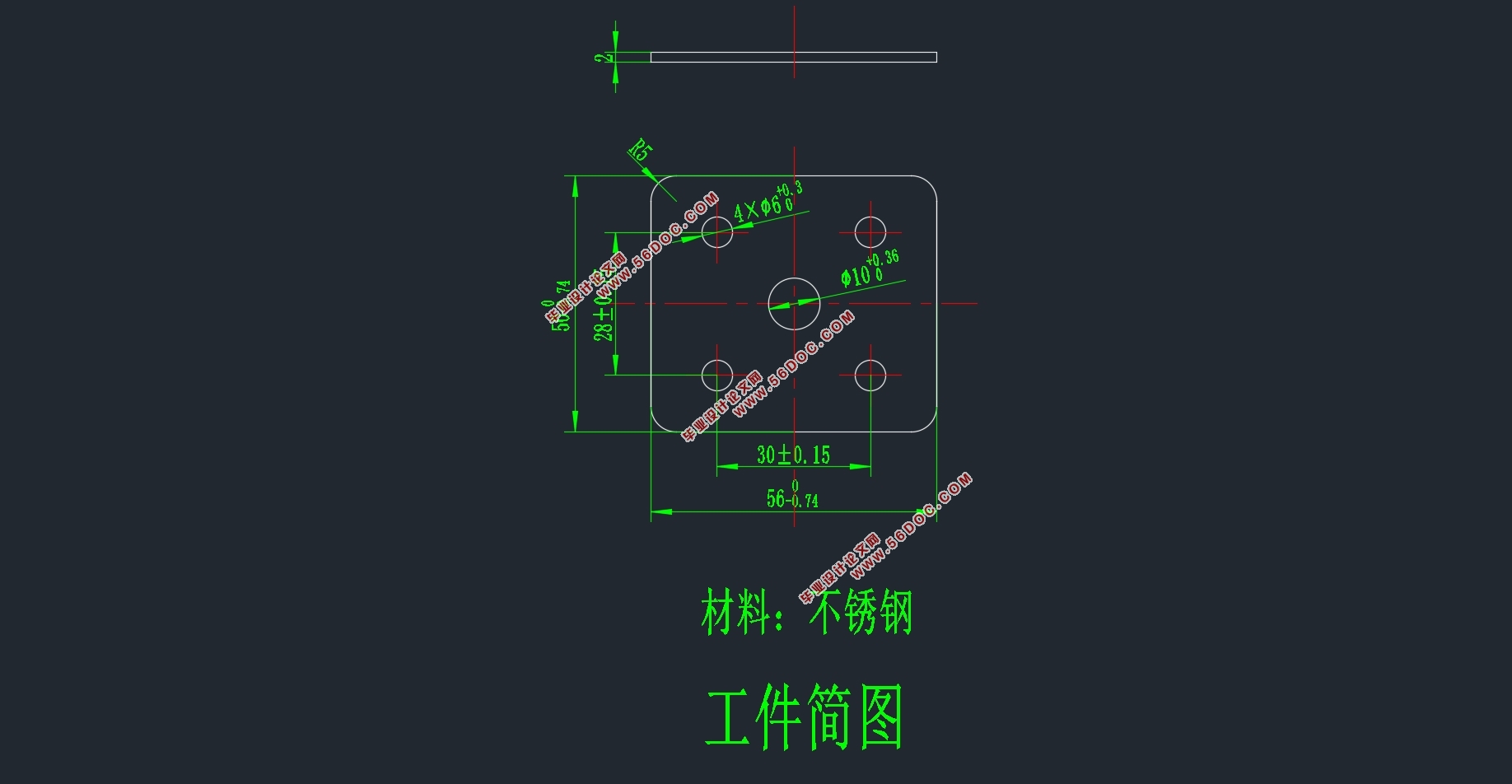
СуМўУћГЦЃКУћОєЦћГЕЕзХЬСЌНгЦЌ
ВФСЯЃКВЛатИж
СЯКёЃКt=2mm
ЩњВњХњСПЃКЕЅМўаЁХњСП
ВФСЯЬиадЗжЮіЃКГхВУМўВФСЯЮЊВЛатИжЃЌПЙМєЧПЖШτ=330MpaЃЌПЙЭфЧПЖШσb=410MpaЃЌЧќЗўЧПЖШσs=441MpaЁЃВЛатИжКИНгадКУЃЌФЭИЏЪДЃЌЫмадКУЃЌгаСМКУЕФГхбЙадФмЁЃ
2.2ГхВУЙЄвеЕФЩшМЦ
2.2.1ГхВУМўЕФЙЄвеадЗжЮі
ГхВУМўЕФЙЄвеадЪЧжИГхМўЖдГхбЙЙЄвеЕФЪЪгІадФмЃЌМДГхМўЕФНсЙЙаЮзДЁЂГпДчДѓаЁЁЂЙЄМўОЋЖШдкГхВУЪБЕФФбвзГЬЖШЁЃСМКУЕФГхВУЙЄвеадвЊЧѓЕЭКФВФЁЂЩйЙЄађЁЂГхВУНсЙЙМђЕЅЁЂЦЗжЪЮШЖЈЁЂЩњВњаЇТЪИпЁЃ
ИУГхВУМўгЩжБЯпЁЂдВЛЁКЭдВзщГЩЃЌНсЙЙаЮзДМђЕЅЧвЖдГЦЃЌЗћКЯГхВУМўЙЄвевЊЧѓЁЃ
вЛЁЂГхВУМўаЮзДСІЧѓМђЕЅЁЂЖдГЦЃЌЪЙХХбљЪБЗЯСЯзюЩйЁЃИУГхВУМўЭтаЮНгНќОиаЮЃЌЮоЙ§ГЄЕФаќБлКЭАМВлЃЛ
ЖўЁЂГхВУМўЕФФкЁЂЭтаЮЕФзЊНЧДІгІБмУтЧхНЧЃЌОЁПЩФмгУдВНЧАыОЖДњЬцМтНЧЁЃИУГхВУМўЕФдВНЧАыОЖЮЊ5mmЃЌТњзуR≥0.25tЕФвЊЧѓЃЛ
Ш§ЁЂГхПзЪБЃЌвђЪмЭЙФЃЧПЖШКЭИеЖШЕФЯожЦЃЌПзЕФГпДчВЛвЫЙ§аЁЁЃИУГхВУМўЕФзюаЁПзЮЊΦ6mmЁЃвбжЊВФСЯЮЊВЛатИжЃЌЪєгкгВИжЁЃгУвЛАуФЃГхдВПзЪБЃЌЖдгВИжЃЌжБОЖd≥1.3tЃЌТњзувЊЧѓЁЃ
ЫФЁЂЪмФЃОпЧПЖШКЭСуМўжЪСПЕФгАЯьЃЌГхВУМўСНПзМфОрРыa1ЁЂПзгыСуМўБпдЕжЎМфЕФБкКёaЖМВЛФмЬЋаЁЁЃвЛАувЊЧѓЃЌa1≥1.5t,a≥tЁЃСНПзМфЕФзюаЁОрРыЮЊ28ЃЌПзгыБпдЕжЎМфЕФБкКёЮЊ10mmЃЌОљТњзувЊЧѓЁЃ
ЮхЁЂГхПзБШТфСЯЕФОЋЖШдМИпвЛМЖЁЃЖдгкИУСуМўУЛгаБъзЂЙЋВюЕФздгЩГпДчЃЌдкГхФЃжаПЩАДIT14РДШЗЖЈЁЃ
2.2.2ГхбЙЙЄвеЗНАИЕФШЗЖЈ
ГхбЙЙЄвеЗНАИЕФЗжЮіЪЧвЛИіИДдгЕФЛЗНкЃЌЙиЯЕзХжЦМўГЩаЮЕФжЪСПЁО7ЁПЁЃЕзХЬСЌНгЦЌОпгаНсЙЙаЁЕЋЙЄвеЗсИЛЕФЬиЕуЃЌдкГхбЙГЩаЭЛЗНкЃЌОЋЖШИпЃЌЩњВњХњСПДѓЁЃИУГхВУМўАќРЈГхПзЁЂТфСЯСНИіЛљБОЙЄађЃЌЙЪгавдЯТШ§жжЙЄвеЗНАИЃК
ЗНАИвЛЃКЯШГхПзЃЌКѓТфСЯЃЌВЩгУЕЅЙЄађФЃЩњВњЁЃ
ЗНАИЖўЃКГхПз-ТфСЯИДКЯГхбЙЃЌВЩгУИДКЯФЃЩњВњЁЃ
ЗНАИШ§ЃКГхПз-ТфСЯМЖНјГхбЙЃЌВЩгУМЖНјФЃЩњВњЁЃ
ЗжЮіЃК
ЗНАИвЛЃЌФЃОпНсЙЙаЁЖјМђЕЅЃЌећИіГхбЙГхбЙвЊЭъГЩСНЕРЙЄађЃЌвђДЫашвЊСНЬзФЃОпЃЌЩњВњГЩБОИпЃЌаЇТЪЕЭЃЌЮоЗЈЪЪгІДѓХњСПЩњВњЁЃДЫЭтЃЌСНЕРЙЄађжаЛЙДцдкЖЈЮЛЮѓВюЃЌКмФбБЃжЄжааФПзЕФЮЛжУОЋЖШЁЃ
ЗНАИЖўЃЌећИіГхбЙЙ§ГЬжЛашвЛЬзФЃОпЃЌФЃОпЙцФЃНЯаЁЃЌНЕЕЭФЃОпЕФЩњВњГЩБОЃЌЬсИпЩњВњаЇТЪЃЌНкЪЁШЫСІЁЂЕчСІМАЙЄађМфЕФАсдЫЕФЪБМфЁЃВЛНіВйзїМђЕЅЃЌЪЪКЯДѓХњСПЩњВњЃЌЖјЧввђСНЕРЙЄађдкЭЌвЛЙЄЮЛЩЯЭъГЩЃЌЖЈЮЛЛљзМвЛжТЃЌжааФПзЕФЮЛжУОЋЖШИќШнвзЕУЕНБЃжЄЁЃ
ЗНАИШ§ЃЌећИіГхбЙЙ§ГЬвВжЛашвЊвЛИБФЃОпЃЌЩњВњаЇТЪИпЃЌВйзїЗНБуЃЌЩшМЦМђЕЅЁЃЕЋвђЭЌвЛИБФЃОпвЊдкВЛЭЌЙЄЮЛЩЯЭъГЩСНЕРЙЄађЃЌФЃОпЙцФЃНЯДѓЃЌГЩБОНЯИпЃЌЧвСНЕРЙЄађМфЕФЖЈЮЛЛљзМвЊЧѓНЯИпЃЌФбвдБЃжЄжааФПзЕФЮЛжУОЋЖШЁЃ
НсЙћЃК
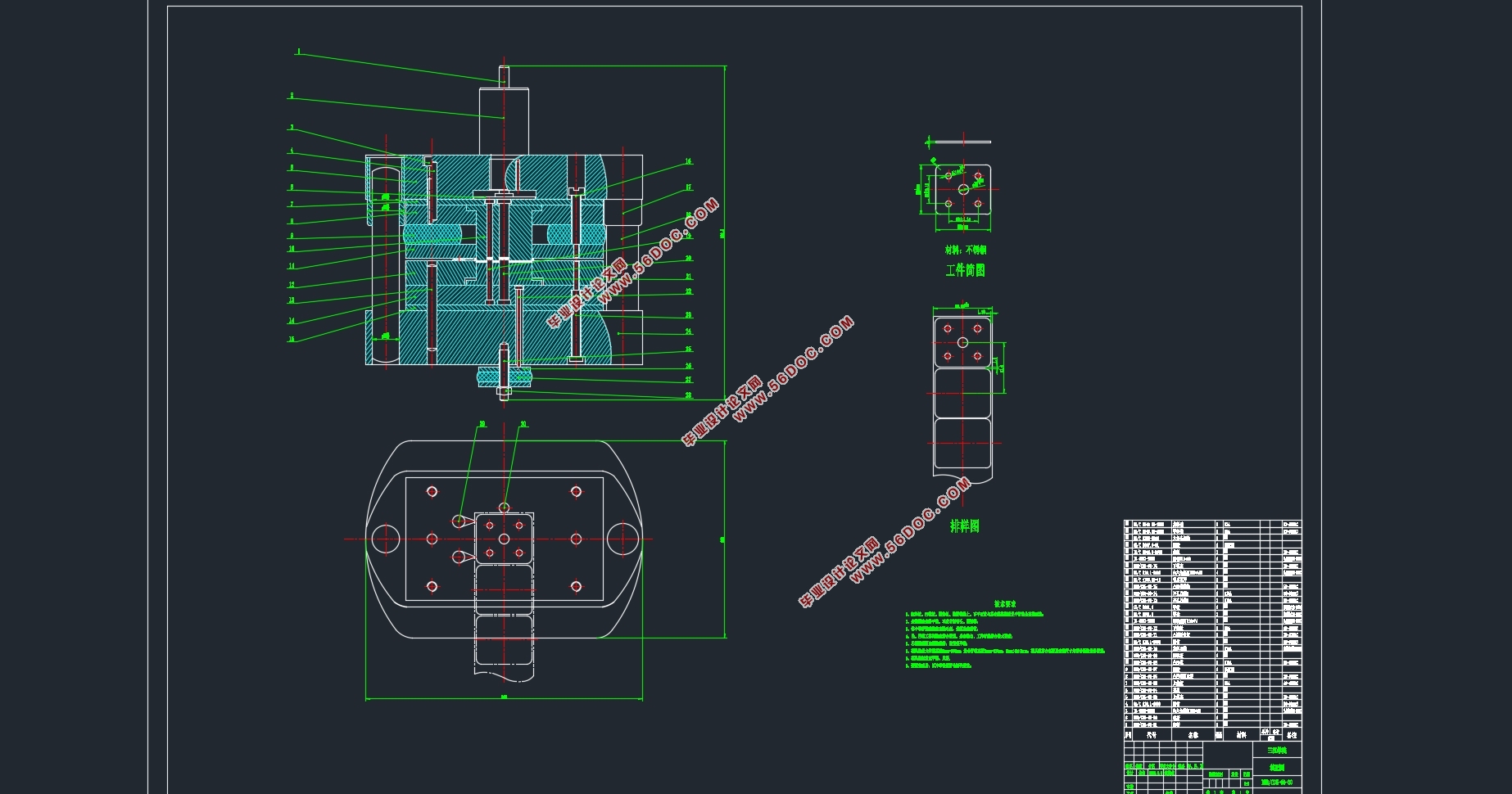
ЭЈЙ§ИїЗНУцЕФБШНЯЃЌШЗЖЈВЩгУЗНАИЖўЁЃвђГхВУАхСЯЕФЦНжБЖШвЊЧѓНЯИпЃЌИУГхВУМўВЩгУе§зАИДКЯФЃНјааМгЙЄЁЃЫќЙВгаСНИіЙЄЮЛЃЌЕквЛИіЙЄЮЛЭъГЩφ10mmЁЂ4×φ6mmЮхИіПзЕФГхПзЃЌЕкЖўИіЙЄЮЛЭъГЩЭтТжРЊЕФТфСЯЁЃ

ФП ТМ
ЕквЛеТаїТл 1
1.1ФЃОпаавЕЯжзД 1
1.2ИДКЯФЃЕФИХФюМАгХЪЦ 1
1.2.1ИДКЯФЃЕФИХФю 1
1.2.2ИДКЯФЃЕФгХЪЦ 1
1.3CAEММЪѕЕФМђНщ 1
ЕкЖўеТГхбЙЙЄвеЗжЮігыЩшМЦ 3
2.1СуМўЗжЮі 3
2.2ГхВУЙЄвеЗжЮі 3
2.2.1ГхВУМўЕФЙЄвеадЗжЮі 3
2.2.2ГхбЙЙЄвеЗНАИЕФШЗЖЈ 4
ЕкШ§еТХХбљ 5
3.1ХХбљ 5
3.1.1 бЁШЁДюБпжЕ 5
3.1.2 ЫЭСЯВНОрКЭЬѕСЯПэЖШЕФМЦЫу 5
3.2ВФСЯРћгУТЪЕФМЦЫу 6
ЕкЫФеТМЦЫуЙЄађСІМАбЁдёбЙСІЛњ 7
4.1МЦЫуЙЄађСІ 7
4.1.1МЦЫуГхВУСІ 7
4.1.2МЦЫуЭЦМўСІ 7
4.1.3МЦЫуаЖСЯСІ 8
4.1.4МЦЫузмГхбЙСІ 8
4.2ШЗЖЈбЙСІжааФ 8
4.3бЙСІЛњЕФбЁдё 8
ЕкЮхеТФЃОпГпДчМЦЫуМАСуВПМўбЁгУ 10
5.1ШЗЖЈжЦМўЕФГпДчЙЋВю 10
5.1.1ЭЙЁЂАМФЃШаПкГпДчЕФМЦЫу 10
5.1.2жааФОрГпДчЕФМЦЫу 11
5.2ИїжївЊСуМўНсЙЙГпДчЕФМЦЫуМАбЁгУ 12
5.2.1АМФЃЭтаЮГпДчЕФМЦЫуМАШаПкаЮЪНЕФШЗЖЈ 12
5.2.2ЭЙАМФЃЕФЩшМЦ 13
5.3ЭЙФЃЩшМЦ 14
5.3.1ЭЙФЃаЮЪН 14
5.3.2ЭЙФЃГЄЖШГпДчЕФМЦЫу 14
5.3.3ЭЙФЃЧПЖШаЃКЫ 14
ЕкСљеТСуВПМўЕФбЁгУМАзАХфЭМЕФЛцжЦ 16
6.1ШЗЖЈЕцАхЁЂЭЙФЃЙЬЖЈАхЁЂЭЙАМФЃЙЬЖЈАхМАаЖСЯАхЕФКёЖШ 16
6.2Я№НКЕФбЁгУ 18
6.3ФЃМмЕФбЁгУ 18
6.3.1ЩЯЁЂЯТФЃзљКёЖШЕФМЦЫу 18
6.3.2ФЃОпБеКЯИпЖШЕФЙРЫу 19
6.3.3ФЃМмЕФбЁгУ 19
6.4ФЃБњЕФбЁгУ 19
6.5ЖЈЮЛСуМўЕФбЁгУ 20
6.6ЭЦМўзАжУЕФбЁгУ 20
6.7зАХфЭМЕФЛцжЦ 20
ЕкЦпеТАМФЃМгЙЄ 22
7.1ЙЄађГпДчКЭМгЙЄгрСПЕФШЗЖЈ 22
7.2 UGМгЙЄ 22
7.3БрГЬ 23
7.3.1ДДНЈГЬађФПТМ 23
7.3.2ДДНЈЕЖОп 23
7.3.3ДДНЈзјБъЯЕКЭУЋХї 23
7.3.4ДДНЈВйзїКЭГЬађ 24
НсЪјгя 28
жТаЛ 29
ВЮПМЮФЯз 30
|
