е§ЪБЖшТжЭаМмМЗбЙж§дьФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D22054 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22054
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
е§ЪБЖшТжЭаМмМЗбЙж§дьФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ14000зж,CADЭМ14еХ)
БОДЮПЮЬтбаОПЕФЬтФПЪЧе§ЪБЖшТжЭаМмМЗбЙж§дьФЃОпЩшМЦМАЪ§жЕФЃФтЁЃЩшМЦЕФЛљБОФкШнЪЧМЗбЙж§дьЃЌвдДЫЮЊЛљДЁЃЌгУAnyCastingФЃФтЗТецШэМўЖдЩшМЦжаЕФЗНАИНјааГфаЭЙ§ГЬЕФФЃФтЃЌИљОнЪЕМЪФЃФтзДПіНјаааЃКЫЁЃ
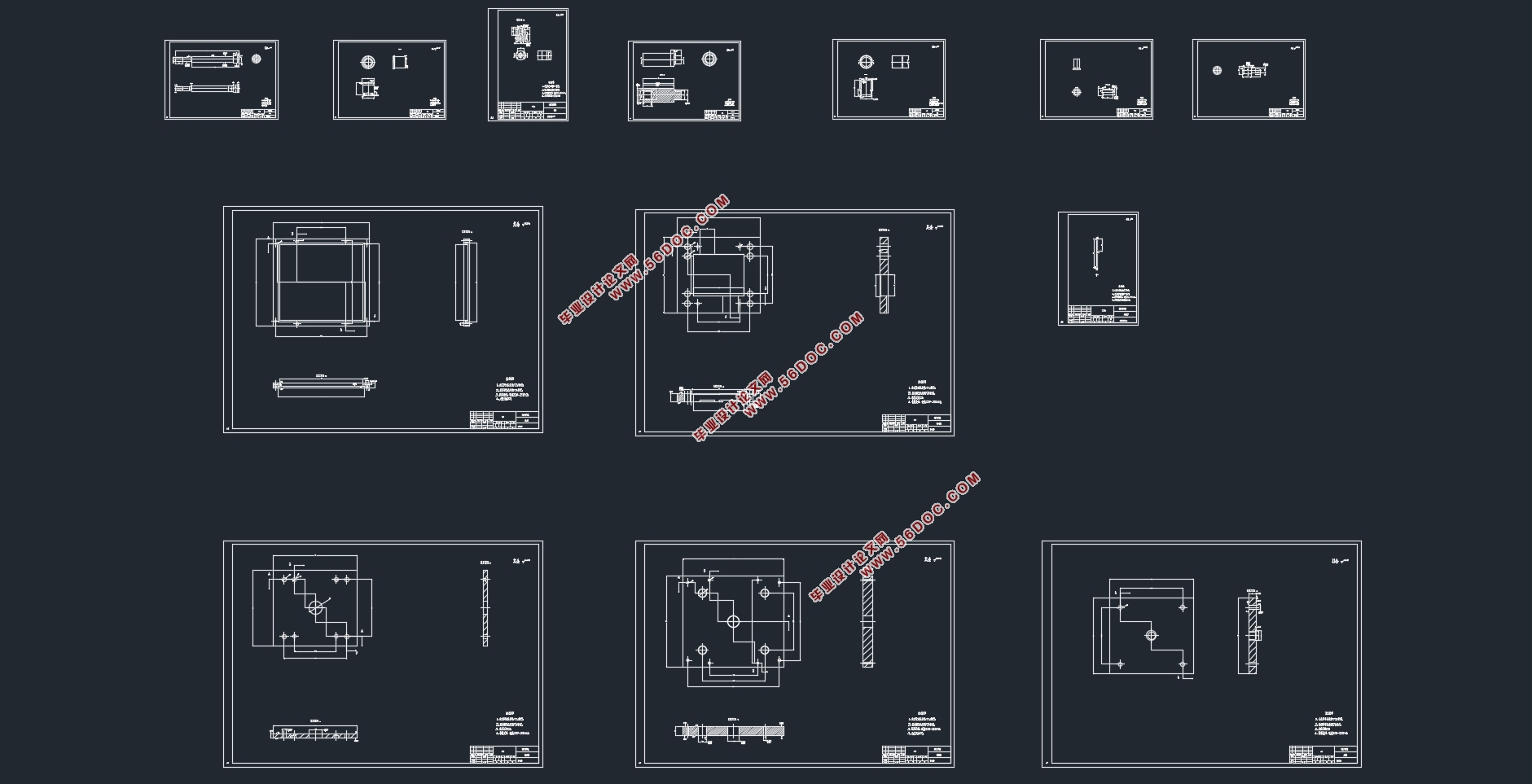
ШчЭМ3-1ЫљЪОЃЌСуМўЪЧе§ЪБЖшТжЭаМмЃЌВњЦЗСуМўНсЙЙНЯЮЊИДдгЃЌЬхЛ§ЮЊ229262 ЃЌВФСЯгУYZAlSi11Cu3ЃЈADC12ЃЉЁЃВФСЯСІбЇадФмЃКПЙРЧПЖШ σb (MPa)ЃК≥230ЃЌ ЩьГЄТЪ δ5 (%)ЃК≥1 ЃЌгВЖШ ЃК≥80(5/250/30)HB ЁЃВњЦЗЕФзюаЁАхКёЮЊ6mmЃЌзюаЁПзОЖЮЊ4mmЃЌзюаЁПзЩю15mmЃЌаЁгкзюаЁПзОЖЕФ4БЖЃЌЧвЮоМтНЧКЭЙ§ДѓФкдВНЧЁЃ
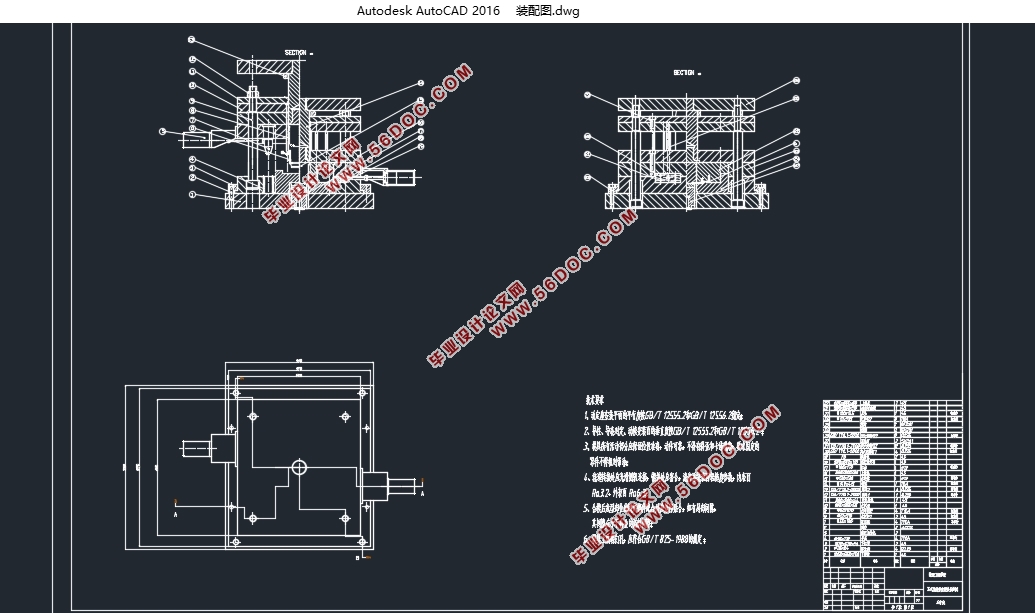
МЗбЙж§дьЙЄве
МЗбЙж§дьгжГЦЮЊвКЬЌФЃЖЭЃЌЭЈЙ§ЖдТ§ЫйСїШыаЭЧЛФкЕФАыЙЬЬхзДЬЌЕФН№ЪєКЯН№СїЬхдіМгИпбЙЃЌЪЙН№ЪєШлЬхдкИпбЙЯТГЩаЮШЛКѓФ§ЙЬЃЌНјЖјЛёЕУУЋХпЛђГЩаЮВПМўЕФвЛжжЩњВњЙЄвеЁЃвКЬЌФЃЖЭЙЄвеГфЬюж§аЭЪБЕФЫйЖШНЯТ§ЃЌУЛгаДЋЭГбЙж§ЙЄвежаЕФвзОэЦјЪЙГЩаЮН№ЪєВњЩњЕФЦјПзЃЌЭЌЪБОЇЬхзщжЏжТУмЯИаЁЁЃГЩаЮВПМўПЩЕУЕНИќМгКУЕФИїЗНУцСІбЇадФмЃЌБШЦеЭЈбЙж§МўЁЂЕЭбЙж§дьМўЕШИќЯИЛЏКЭИќдШГЦЕФзщжЏНсЙЙЃЌПЩжБНгНјааДѓЙЄзїЕФКѓајДІРэЃЌадФмИпЃЌЙЪИУЙЄвегжГЦЮЊвКЬЌФЃЖЭЁЃвКЬЌФЃЖЭЕФГЩаЮВПМўгазХНЯОЋШЗЕФЭтВПДжВкЖШКЭГпДчОЋЖШЃЌЪЧЦфГЩаЮЙ§ГЬОЋУмЕФЬхЯжЁЃ

ФПТМ
еЊвЊ I
Abstract II
1 аїТл 1
1.1 ПЮЬтбаОПРДдД 1
1.2 МЗбЙж§дьЕФБГОАМАЗЂеЙ 1
1.3 ПЮЬтбаОПЕФФПЕФМАвтвх 1
1.3.1 ПЮЬтбаОПЕФФПЕФ 1
1.3.2 ПЮЬтбаОПЕФвтвх 2
1.4 ПЮЬтбаОПЕФжївЊФкШн 3
2 МЗбЙж§дьЙЄвеМђНщ 3
2.1 МЗбЙж§дьЙЄве 3
2.2 МЗбЙж§дьЕФЬиЕу 4
2.3МЗбЙж§МўЕФГЃМћШБЯнМАЦфНтОіЗНЗЈ 5
3 е§ЪБЖшТжЭаМмМЗбЙж§дьФЃОпЩшМЦ 6
3.1 МЗбЙж§МўЕФНсЙЙЗжЮі 7
3.2 вКбЙЛњЕФбЁдё 7
3.2.1 вКбЙЛњЕФЗжРр 8
3.2.2 ЫјФЃСІЕФМЦЫу 8
3.2.3 вКбЙЛњЕФбЁгУ 10
3.3 ЗжаЭУцЕФЩшМЦМАаЭЧЛВМжУ 10
3.4 ННзЂЯЕЭГЕФЩшМЦ 12
3.4.1ННЕРЕФКсНиУцЛ§ 12
3.4.2бЙЭЗЕФЩшМЦ 13
3.4.3бЙЬзЕФЩшМЦ 14
3.4.4ЗжСїзЖЕФЩшМЦ 14
3.5 ХХвчСїЯЕЭГЕФЩшМЦ 15
3.5.1 ХХЦјЯЕЭГЕФЩшМЦ 15
3.5.2 вчСїВлЕФЩшМЦ 15
4 ЛљгкAnyCastingШэМўЕФЪ§жЕФЃФтЙ§ГЬ 17
4.1 AnyCastingМђНщ 17
4.2 Ш§ЮЌЪЕЬхНЈФЃ 18
4.3 ЧАДІРэЙ§ГЬ 18
4.4 ФЃФтдЫЫуЙ§ГЬ 23
4.5 КѓДІРэЙ§ГЬ 24
4.6ФЃФтНсЙћЕФЗжЮіДІРэ 25
4.6.1ГфаЭЙ§ГЬЗжЮі 25
4.6.2Ф§ЙЬЙ§ГЬЗжЮі 26
5 ГЩаЭСуМўЩшМЦ 27
5.1 аЭЧЛГпДчЕФМЦЫу 27
5.2 аЭаОГпДчЕФМЦЫу 27
5.2 ВрЯђГщаОЛњЙЙЕФЩшМЦ 27
5.3.1 ВрЯђГщаОЛњЙЙЕФЗжРр 29
5.3.2 ГщаОСІЕФМЦЫу 29
5.3.3 ГщаООрЕиМЦЫу 30
5.3.4 аЖСЯЭЦГіЛњЙЙ 30
5.3.4.1ЭЦИЫЕФВМжУ 31
5.3.4.2ЭЦИЫЕФбЁгУ 32
5.4 ФЃОпзмзАЭМЩшМЦ 33
5.4.1ФЃОпзмзАХфЭМ 33
5.4.2ФЃОпЕФЙЄзїдРэ 33
5.5МЗбЙж§дьФЃОпЙЄГЬдьМлЕФМЦЫу 35
6 е§ЪБЖшТжЭаМмФЃОпЕФШ§ЮЌдЫЖЏЗТец 36
6.1 дЫЖЏЗТецЕФвтвх 36
6.2 ПЊКЯФЃЖЏЛЗТец 36
6.3 БЌеЈЭМЖЏЛ 38
7змНс 39
ВЮПМЮФЯз 40
жТаЛ 42
|