ЦћГЕжЇГаМўГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D22064 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22064
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЦћГЕжЇГаМўГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ14000зж,CADЭМ13еХ)
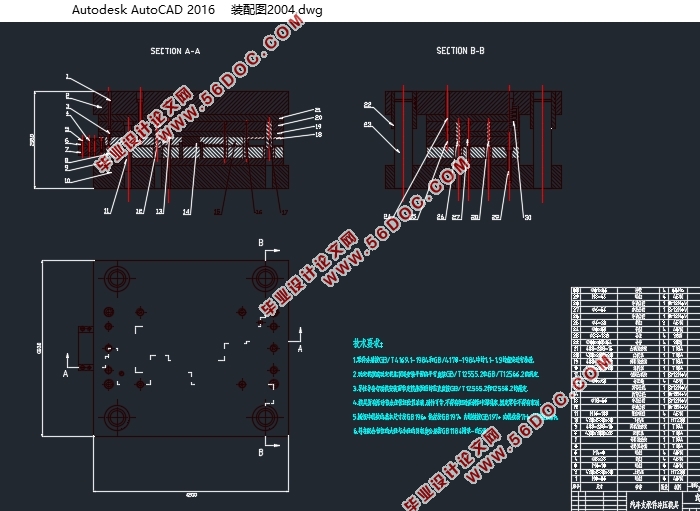
ИУСуМўОпгаЖдГЦадЁЃЕзВПЛљБОУцЮЊГЄ34mmЁЂПэ32mmЃЌзѓЖЫгаАыОЖЮЊ2mmЕФдВЛЁаЮШБПкЁЃећИіСуМўЩЯгаЫФДІГЄЮЊ18mmЁЂПэЮЊ2mmЁЂБпЕЙдВАыОЖЮЊ2mmЁЂелЭфАыОЖЮЊ1mmЕФ90°елЭфЁЃзѓБпелЭфГЄЮЊ30mmЁЂПэЮЊ15mmЃЌВЂгаАыОЖ5mmЕФБпЕЙдВЃЌелЭфАыОЖЮЊ1mmЃЌелЭфНЧЮЊ45°ЁЃгвБпелЭфГЄЮЊ34mmЃЌПэЮЊ16mmЃЌелЭфАыОЖЮЊ1mmЃЌелЭфНЧЮЊ45°ЁЃжаМфгавЛжБОЖЮЊ6mmЕФдВПзЃЌПзБпОрЮЊ4mmЁЃИУСуМўКёЖШЮЊ1.5mmЃЌСуМўаЮзДБШНЯЙцдђЃЌЛљБОгЩдВЛЁКЭжБЯпзщГЩЃЌГпДчжаПзБпОрзуЙЛДѓЃЌЛљБОЮоМтНЧЙ§ЖЩЃЌНсЙЙЙЄвеадСМКУЃЌИљОнЩЯЪіСуМўЬиеїЪЪКЯВЩгУГхбЙГЩаЮЁЃ
2.1.2 СуМўГпДчОЋЖШКЭБэУцжЪСПвЊЧѓ
СуМўЕФГпДчОЋЖШАДееЙњМвБъзМIT10ЁЋIT12ШЁЃЌДЫЙЄМўЮЊБъгаБэУцжЪСПОЋЖШвЊЧѓЃЌАДеевЛАувЊЧѓДІРэОЭФмТњзуЙЄвевЊЧѓЃЌМДБэУцДжВкЖШRa=3.2ЁЃМгЙЄВФСЯетРябЁгУ45ИжЃЌЫќЕФПЙРЧПЖШЮЊ600MpaЃЌЧќЗўЧПЖШЮЊ355MPaЃЌЧПЖШПЩвдТњзуСуМўЪЙгУадФмЁЃ
2.2ШЗЖЈЙЄвеЗНАИ
гЩСуМўЭММАЙЄвеадЗжЮіЃЌИУСуМўгаЧаЖЯЃЌГхПзЃЌЭфЧњЃЌТфСЯЙЄађЁЃвђДЫЃЌЙЄвеадПЩааЕФЙЄвеЗНАИШчЯТЃК
ЗНАИвЛЃКЪЙгУЕЅЙЄађФЃЩњВњЃЌЪзЯШТфСЯЃЈЛёЕУСуМўЫљашАхСЯЃЉЃЌШЛКѓГхПзЃЌНгзХЭфЧњЃЈДЙжБВрБкЃЉЃЌзюКѓЭфЧњЃЈаББкЃЉЃЌзмЙВашвЊЫФИБФЃОпЃЛ
ЗНАИЖўЃКМЖНјФЃЩњВњЃЌвЛФЃвЛМўЃЌШчЭМ2.2ЫљЪОЃЌЙЄађДгзѓжСгвЃЌГхЖЈЮЛЯњПзЭЌЪБГхВУвЛВПЗжЗЯСЯЃЌГхВУСэвЛВПЗжЗЯСЯЃЌГхПзЃЌЭфЧњЃЈЫФДІ90°елЭфЃЉЃЌЭфЧњЃЈСНДІ45°елЭфЃЉЃЌТфСЯЕУЕНВњЦЗЁЃ
ЗНАИШ§ЃКИДКЯФЃЩњВњЃЌвЛФЃвЛМўЕФЗНЪНЃЌдкИДКЯФЃжажБНгНјааЖрЕРГЩаЭЙЄађЛёЕУВњЦЗЁЃЮвУЧПЩвдОЙ§ЖдБШЛёЕУзюМбЙЄвеЗНАИЁЃ
ЗНАИвЛЃКЕЅЙЄађФЃМгЙЄЃЌФЃОпНсЙЙЩшМЦМђЕЅЃЌЕЋЪЧЩњВњТЪЬЋЕЭЃЌВЛЗћКЯХњСПЩњВњвЊЧѓЃЌФЃОпЪ§СПЙ§ЖрЃЌРЫЗбзЪдДРћгУЁЃ
ЗНАИЖўЃКМЖНјФЃЩњВњЪБЃЌЕМСЯАхЕМСЯЃЌБугкЫЭНјВйзїЃЌДюБпашТддіДѓЃЌСЯКФдіМгЃЛШєвдЕВСЯЯњКЭЪМгУЕВСЯЯњЖЈОрЃЌЖдЩњВњТЪЩдгагАЯьЃЌШєвдВрШаЖЈОрКФСЯИќЖрЁЃЕЋЪЧМЖНјФЃБугкздЖЏЛЏЃЌЩњВњаЇТЪИпЃЌФЃОпЪйУќИќИпЃЌАВШЋадИќИпЁЃ
ЗНАИШ§ЃКВЩгУИДКЯФЃМгЙЄЪБЃЌВФСЯЕФРћгУТЪФмБШМЖНјФЃИќИпЃЌЕЋгЩгкСуМўНсЙЙЯрЖдИДдгЃЌЩцМАЕНЕФЙЄађНЯЖрЃЌИДКЯФЃНсЙЙНЋБШМЖНјФЃЛњЙЙИќЮЊИДдгЁЃ
злЩЯЗжЮіЃЌВЩгУЗНАИЖўМЖНјФЃЩњВњЁЃ
ФПТМ
Ек1еТаїТл 1
1.1ЖрЙЄЮЛМЖНјФЃИХЪі 1
1.2ЖрЙЄЮЛМЖНјФЃЕФбаОПЯжзДМАЦфЗЂеЙЧїЪЦ 1
1.3 ПЮЬтбаОПЕФФПЕФКЭвтвх 2
1.4ПЮЬтбаОПФкШн 3
Ек2еТГЩаЭЗНАИШЗЖЈ 4
2.1СуМўНсЙЙЗжЮі 4
2.1.1СуМўНсЙЙ 4
2.1.2СуМўГпДчОЋЖШКЭБэУцжЪСПвЊЧѓ 4
2.2ШЗЖЈЙЄвеЗНАИ 4
2.3 ЗНАИЫљашПМТЧЮЪЬт 5
2.4МЖНјФЃХХбљЩшМЦ 6
2.4.1 УЋХїХХбљ 6
2.4.2 ЖЈЮЛЗНЪН 8
2.4.3 ДјСЯГпДчКЭВНОрОЋЖШ 8
Ек3еТСуМўГЩаЮПЩааадЗжЮі 9
3.1 Ш§ЮЌЪЕЬхНЈФЃ 9
3.2 СуМўГЩаЮПЩааадЗжЮі 9
3.3 ЛљгкAutoformШэМўЪ§жЕФЃФтЗжЮі 9
Ек4еТФЃОпНсЙЙЩшМЦКЭГхбЙЩшБИЕФШЗЖЈ 13
4.1 ГЩаЭСуМўЕФЩшМЦ 13
4.1.1 ЭЙФЃЁЂАМФЃХфКЯМгЙЄ 13
4.1.2 ЭЙЁЂАМФЃШаПкГпДчМЦЫу 13
4.2 ФЃМмЕФШЗЖЈ 15
4.3 ИЁЖЏЭаСЯЕМЯђзАжУЕФЩшМЦ 15
4.3.1ИЁСЯЯњЕФЩшМЦ 15
4.3.2ИЁЖЏЭаСЯЕМЯђзАжУ 16
4.4 ШУЮЛВлКЭПеЙЄЮЛЕФЩшМЦ 17
4.5 ФЃОпЙЄзїдРэ 18
4.6ГхбЙЩшБИЕФШЗЖЈ 20
4.6.1 ГхбЙЩшБИЕФНщЩм 20
4.6.2 ГхВУСІЕФМЦЫу 21
4.6.3бЙСІЛњЙЋГЦбЙСІЕФШЗЖЈ 21
4.6.4ШЗЖЈбЙСІЛњЩшБИЕФЙцИё 24
Ек5еТЛљгкUG NXШ§ЮЌШэМўЕФФЃОпЖЏЛЗТец 25
5.1 Ш§ЮЌБЌеЈЭМжЦзї 25
5.2 ПЊКЯФЃдЫЖЏЗТецдЫЖЏ 31
Ек6еТЙЄГЬБЈМл 32
6.1 ОбщМЦЫуЗЈ 32
6.2 ВФСЯЯЕЪ§ЗЈ 32
6.3 БЈМлЗНАИбЁдё 33
6.4 БЈМлМЦЫу 33
6.4.1БъзММўМЦЫу 33
6.4.2ЗЧБъзММўМЦЫу 33
6.4.3ФЃОпзмЗбгУ 34
Ек7еТзмНс 35
ВЮПМЮФЯз 36
жТаЛ 38
|
