1500MPa���ְ�ѹ���ȳ�ѹ������ģ�����(��CAD���ͼװ��ͼ)
��Դ��56doc.com ���ϱ�ţ�5D22068 ���ϵȼ��������� %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22068
��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��. �� �� �� ����
���Ͻ���
1500MPa���ְ�ѹ���ȳ�ѹ������ģ�����(��CAD���ͼװ��ͼ)(������,���ⱨ��,����˵����14000��,CADͼ5��)
ժ Ҫ
�ְ��ȳ�ѹ���μ�����һ�����ͳ�ѹ���ι���,���ܻ�ü���ǿ�ȣ��R1000MPa�����ӽ���������������Ҫ���ȳ�ѹ�ǽ�����ְ���ȵ��������¶ȣ�ʹ��֯ת��Ϊ�����������ת�Ƶ��ȳ�ѹģ���п��ٳ�ѹ���Σ�ͬʱ��ѹ������ѹ״̬�£�ͨ��ģ����ȴϵͳʹ��ʹ����������ȴ�����д���������֮��ְ��ڲ���֯ת��Ϊ��������֯���Ӷ���ó���ǿ�ȳ�ѹ���Ĺ��ռ�����
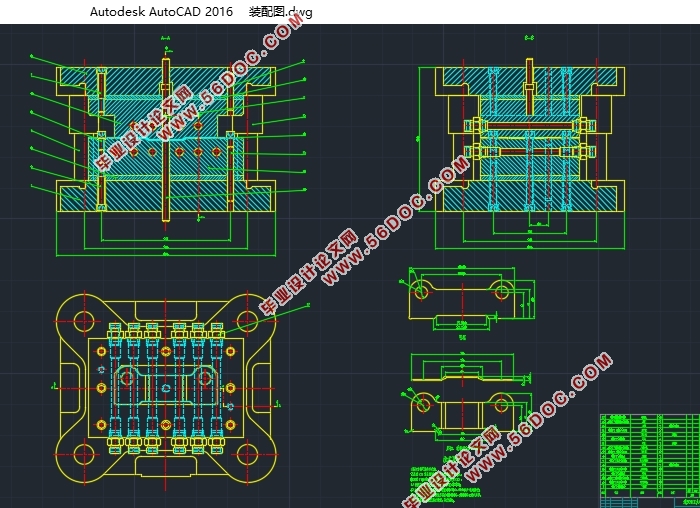
���İ��տ���Ҫ����ѹ����״�����ܺ�ʹ�������������һ������1500MPa��22MnB5�ְ�ѹ�۵��ȳ���ģ�ߡ�������Ҫ�����У�ѹ�۳��ι��շ��������ѹ�۳��ε����ϡ����ȡ����κʹ��ȶ���������ȳ�ѹģ��������ƣ�ģ�߽ṹ��ơ���ѹ�豸ѡ�ͺ���ȴϵͳ����ƣ���ɳ�ѹģ�����ͼ��ģ����װ��ͼ��
�ؼ��ʣ���ǿ�ȣ��ȳ�ѹ��22MnB5��ѹ�ۣ���ȴϵͳ
Abstract
The hot stamping technology of steel sheet is a new type of stamping process.The high strength steel sheet is heated to the austenitic temperature to convert the steel sheet into austenite.The high temperature billet is transferred to the hot stamping die for rapid stamping.In the press under pressure state, through the mold inside the cooling circuit arranged to ensure a certain cooling rate, the blank for quenching and cooling, after quenching steel into the martensite internal structure, and ultimately access to ultra-high strength stamping parts.This paper designed a set of hot stamping die for the production of 1500MPa grade 22MnB5 steel buckle.In the design, first of all I want to analyze the parts of the forming process.The forming process includes cutting, heating, forming and quenching.Then I designed the overall design of the hot stamping die, including the design of the mold structure, the design of the stamping device and the design of the cooling system.Finally I designed the hot stamping die parts and painted the mold assembly drawings.
Key Words��high strength;hot stamping;22MnB5;Buckle;cooling system
ѹ������ͳ��ι��շ���
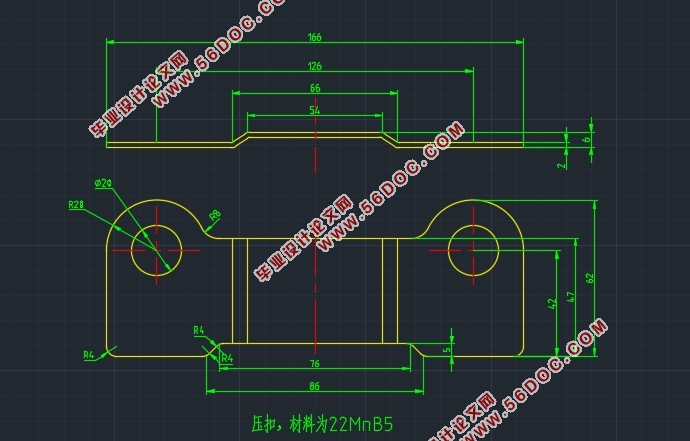
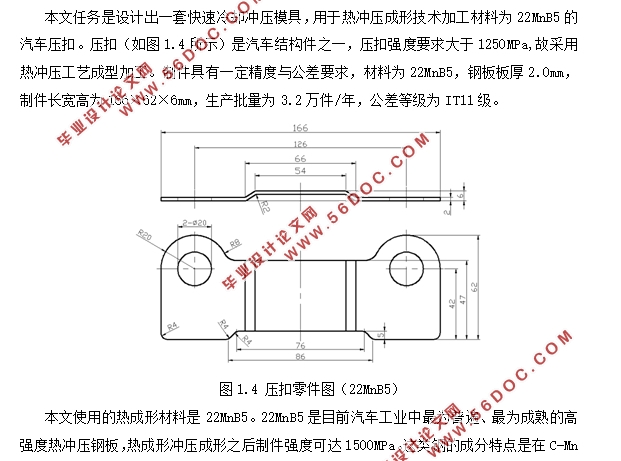
������������Ƴ�һ������ȴ��ѹģ�ߣ������ȳ�ѹ���μ����ӹ�����Ϊ22MnB5������ѹ�ۡ�ѹ�ۣ���ͼ1.4��ʾ���������ṹ��֮һ��ѹ��ǿ��Ҫ�����1250MPa,�ʲ����ȳ�ѹ���ճ��ͼӹ����Ƽ�����һ�������빫��Ҫ����Ϊ22MnB5���ְ���2.0mm���Ƽ�������Ϊ166×62×6mm����������Ϊ3.2���/�꣬����ȼ�ΪIT11����
����ʹ�õ��ȳ��β�����22MnB5��22MnB5��Ŀǰ������ҵ����Ϊ�ձ顢��Ϊ����ĸ�ǿ���ȳ�ѹ�ְ壬�ȳ��γ�ѹ����֮���Ƽ�ǿ�ȿɴ�1500MPa������ֵijɷ��ص�����C-Mn�ṹ�ֵĻ���������һ����������������B�������ܵ���ƫ���ڰ����壨Austenite�������߽磬�ӳ���������ͱ�������κ˽��������˸ֵĴ��ԡ��ȳ�ѹ���Ƽ��ڲ���֯���ȵ�������(Martensite)��֯��������ǿ�ȺͿ���ǿ��ԼΪ����ǰ300%��
�ȳ�ѹ���ո���ë���Ƿ���ҪԤ��ѹ���Է�Ϊֱ���ȳ�ѹ���պͼ���ȳ�ѹ�������֡�ֱ���ȳ�ѹ������������״����������ǽ����Ϸ������¯�м��ȣ��ڲ���֯�����廯��ת�Ƶ��ȳ�ѹģ���У�����ڷ�յ�ģ���п����γɲ���ѹ���ͼ1.4a��������ȳ�ѹ������������״�Ƚϸ��ӣ���һ�γ��͵�������ص������Ƚ����������ѹģ����Ԥ�ȼӹ���Ȼ��Ѽ�����ȫԤ���͵�ë���������¯�м��ȣ�ת�Ƶ��ȳ�ѹģ���У������ģ���п��ٳ��β����ͼ1.4b����
Ŀ ¼
ժ Ҫ I
Abstract II
��1�� ���� 1
1.1 �������ݼ����� 1
1.2 �ȳ�ѹ�������ص� 2
1.3 ѹ������ͳ��ι��շ��� 4
��2�� �������� 7
2.1 �ȳ�ѹ�����ι��շ��� 7
2.2 ���� 8
2.2.1 �ȳ���ǰ�ְ�������� 8
2.2.2 ����� 8
2.2.3 ë���ij�ù����� 9
2.3 ���� 9
2.4 ���κʹ�� 11
2.4.1 ���� 11
2.4.2 ��� 13
��3�� �ȳ�ѹģ������� 14
3.1 �ȳ�ѹģ�ṹ��� 14
3.1.1 ģ�߹������ 14
3.1.2 ģ�߶�λװ�� 17
3.1.3 ģ��ѹ�ϡ�ж�ϼ��ƣ�������װ�� 18
3.1.4 ����װ�� 18
3.1.5 ģ������İ�װ��̶� 19
3.2 ��ѹ�豸ѡ�� 19
3.2.1 ��ѹ���ļ��� 20
3.2.2 ѹ����ѡ�� 20
3.3 �ȳ�ѹģ��ȴϵͳ��� 20
3.3.2 ��ȴϵͳ�ܵ���Ҫ���� 22
3.3.3 ��ȴϵͳ��ƽ�� 23
��4�� ģ������������ѡ�� 26
4.1 ��ģ 26
4.2 ģ 26
4.3 ģ�� 27
4.4 ��� 30
4.5 ��� 30
4.6 ������� 30
��5�� ģ����װ�͵��� 32
5.1 ѹ���ȳ�ѹģ����װ�� 32
5.2 ѹ���ȳ�ѹģ���� 33
��6�� �ܽ� 34
����� 35
|