垫片级进模设计与制造(冲压模具)(附答辩记录)
来源:56doc.com 资料编号:5D2208 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2208
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。因而只有培养模具人才才能缩小我国同发达国家之间的距离。
这次毕业设计我设计的是手柄冲裁模,利用的是级进模生产的。级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具内,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序,来完成冲压工作某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎么复杂,冲压工序怎样多,均可用一副级进模冲成完成。
本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、进行必要的工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机有关参数、绘制模具总装图及零件图都是这次设计的主要内容。
用于级进模的材料,都是长条状的板材。材料较厚、生产批量较少时,可剪成条料;生产批量大时,应选择卷料。卷料可以自动送料,自动收料,可使用高速冲床自动冲压。级进模对材料的厚度和宽度都有严格的要求。宽度过大,条料不能进入模具的导料板或通行不畅;宽度过小则影响定位精度,还容易损坏侧刃、凸模等零件。(毕业设计 )
本次设计不仅让我熟悉了课本所学的知识,而且我做了把所学到的知识运用到实践当中,更让我了解了级进模设计的全过程和加工实践的各种要点。
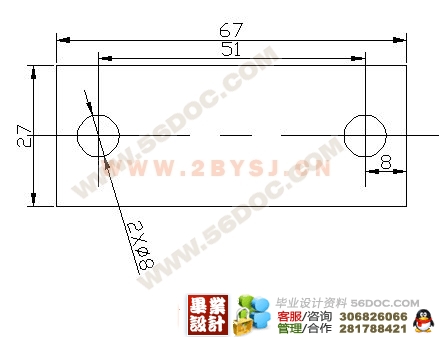
关键词:垫片, 级进模, 双侧刃, 排样
设计要求:
1. 确定合理的冲裁工艺及方案。
2. 正确计算有关零件的尺寸及公差。
3. 完成加工工艺及装配方案。
引 言
模具是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%—80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。 ,
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
我国模具工业的技术水平近年来也取得了长足的进步。大型、精密、复杂、高效和长寿命模具上了一个新台阶。大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。体现高水平制造技术的多工位级进模的覆盖面,已从电机、电器铁芯片模具,扩展到接插件、电子枪零件、空调器散热片等家电零件模具。在精密塑料模具方面,已能生产照相机塑料模具、多型腔小模数齿轮模具及塑封模具等。在大型精密复杂压铸模方面,国内已能生产自动扶梯整体踏板压铸模及汽车后桥齿轮箱压铸模。其他类型的模具,也都达到了较高的水平,并可替代进口模具。
在国家产业政策的正确引导下,经过几十年努力,现在我国冲压模具的设计与制造能力已达到较高水平,包括信息工程和虚拟技术等许多现代设计制造技术已在很多模具企业得到应用。
虽然如此,我国的冲压模具设计制造能力与市场需要和国际先进水平相比仍有较大差距。这些主要表现在高档轿车和大中型汽车覆盖件模具及高精度冲模方面,无论在设计还是加工工艺和能力方面,都有较大差距。轿车覆盖件模具,具有设计和制造难度大,质量和精度要求高的特点,可代表覆盖件模具的水平。虽然在设计制造方法和手段方面已基本达到了国际水平,模具结构功能方面也接近国际水平,在轿车模具国产化进程中前进了一大步,但在制造质量、精度、制造周期等方面,与国外相比还存在一定的差距。标志冲模技术先进水平的多工位级进模和多功能模具,是我国重点发展的精密模具品种。有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到国际水平。但总体上和国外多工位级进模相比,在制造精度、使用寿命、模具结构和功能上仍存在一定差距。

目 录
摘 要 I
引 言 II
1 冲压件工艺性分析及冲裁方案的确定 1
2主要设计计算 3
2.1 排样方案的确定及计算 3
2.2 冲压力的计算 6
2.3 压力中心的确定及相关计算 6
2.4 工作零件刃口尺寸计算 7
2.5 卸料橡胶的设计 9
3模具总体设计 11
3.1 模具类型的选择 11
3.2 定位方式的选择 11
3.3 卸料﹑出件、导向方式的选择 11
4 零件的结构设计 13
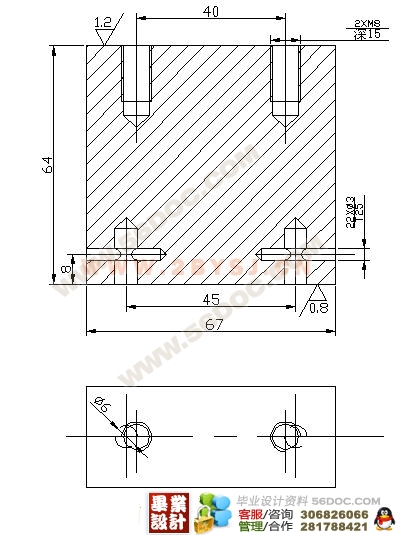
4.1 落料凸模的设计 13
4.2 冲孔凸模的设计 14
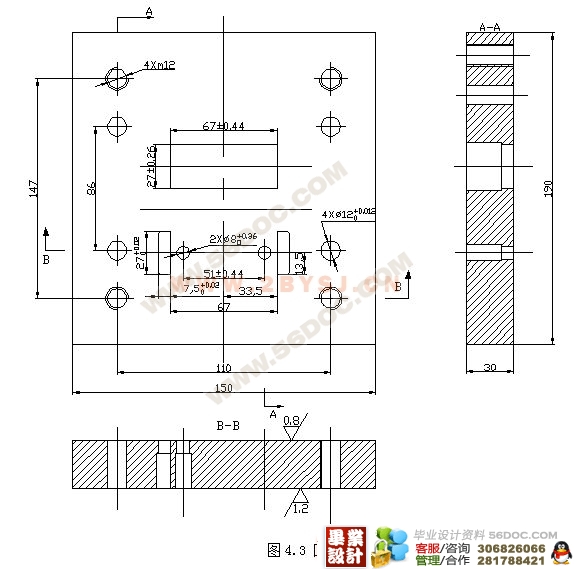
4.3 凹模的设计 15
5模具材料的选用及其它零部件的设计 18
5.1 模具材料的选用 18
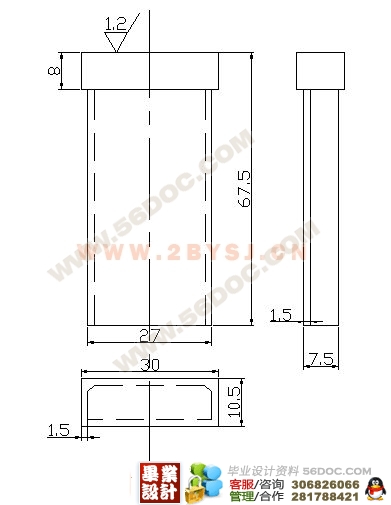
5.2 定位零件的设计 19
5.3 料板及卸料部件的设计 20
5.4 模架及其他零部件的设计 20
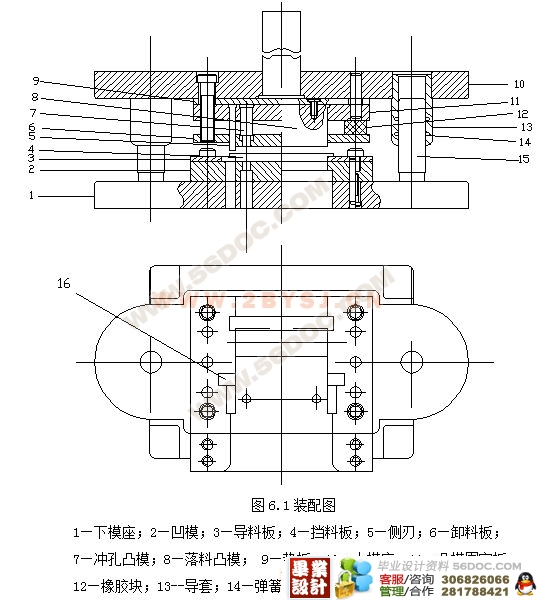
6 模具总装图及设备的选定 22
6.1模具的总装图 22
6.2 设备的选定 22
7 模具零件加工工艺 24
8 模具的装配和冲裁模具的试冲 25
8.1 模具的装配 25
8.2 冲裁模具的试冲 25
总结 28
致谢 29
参考文献 30
参考文献
[1] 张超英.冲压模具与制造.北京:化学工业出版社2003.6
[2] 罗学科.模具识图与制图.北京:化学工业出版社 2003.6
[3] 韩洪涛.机械制造技术.北京:化学工业出版社 2003.7
[4] 李铭杰.冲模设计应用实例.机械工业出版社 2003.8
[5] 王立刚 .冲模设计手册.机械工业出版社 2002.5
[6] 王芳.冷冲压模具设计指导.机械工业出版社 1998.10
[7] 王刚.冲模设计应用实例.模具实用技术丛书编委会编 机械出版社
[8] 王秀凤,万良辉.冷冲压模具设计与制造.北京航空航天大学出版社 2005.4
[9] 成虹.冲压工艺与模具设计.高等教育出版社 2006.7
[10] 杨玉英,崔令江.实用冲压工艺及模具设计手册.机械工业出版社2005.1
[11] 彭建生.模具设计与加工速查手册.机械工业出版社2005.7
[12] 徐政坤.冲压模具及设备.机械工业出版社2005.1 |
