NF2-15жЇзљбЙж§ГЩаЮЙЄвегыФЃОпЕФЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ9500зж,CADЭМ4еХ)
еЊ вЊ
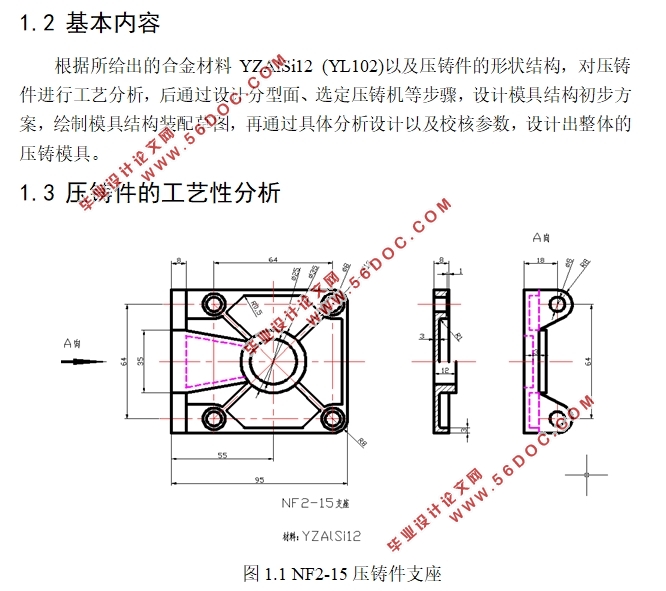
БОЩшМЦЪзЯШЭЈЙ§ЖдПЮЬтЫљИјЖЈЕФNF2-15жЇзљбЙж§МўНјааЙЄвеадЗжЮіЃЌНсКЯЫљИјЖЈЕФТСКЯН№ВФСЯЃЌЪзЯШШЗЖЈЗжаЭУцЕФЮЛжУЃЌНгзХЭЈЙ§МЦЫуЫјФЃСІШЗЖЈбЙж§ЛњЕФаЭКХКЭИїИіВЮЪ§ЃЌдйЭЈЙ§бЙж§ЛњИјЖЈЕФВЮЪ§НјааНјвЛВНЩшМЦЁЃЦфДЮРћгУPro/castШэМўЖдбЙж§МўНјааФЃСїЗжЮіЃЌЩшМЦГіКЯРэЕФННзЂЯЕЭГЁЃЭЈЙ§ННзЂЯЕЭГЕФаЮЪНгыГпДчЃЌВЂНсКЯбЙж§ЛњЕФжївЊВЮЪ§ЩшМЦбЙж§ФЃФЃМмгыГЩаЭСуМўЁЃзюКѓРћгУAuto-CADШэМўНјааећЬхФЃМмЕФЛцЭМЃЌзюКѓИљОнИїИіФЃАхМАЯтПщГпДчЃЌНсКЯЮФЯзЫљИјЖЈЕФЙЋЪНгыОбщЪ§ОнБэЕШЖдЭЦГіЛњЙЙКЭГщаОЛњЙЙЕШЛњЙЙНјааЩшМЦЁЃ
ЙиМќДЪЃКбЙж§ФЃЃЛГЩаЭЙЄвеЃЛбЙж§МўЃЛФЃОп
Abstract
In this design, firstly, through the technical analysis of the NF2-15 bearing diecastings given in the subject, combined with the given aluminum alloy material, theposition of the parting surface is first determined, and then the die casting machine model is determined by calculating the clamping force. And each parameter is further designed by the parameters given by the die casting machine. Secondly, Pro/castsoftware was used to perform die flow analysis on die castings and a reasonable gating system was designed. Through the form and size of the pouring system, combined with the main parameters of the die casting machine, die-casting mold bases and molded parts are designed. Finally, using the Auto-CAD software to complete the drawing of the whole mold frame, finally according to the various template and insert size, combined with the formula given in the literature and the empirical data table, etc., the design of the launch mechanism and the core-pulling mechanism and other institutions.
Key WordsЃКDie casting moldЃЛForming processЃЛDie CastingЃЛMold
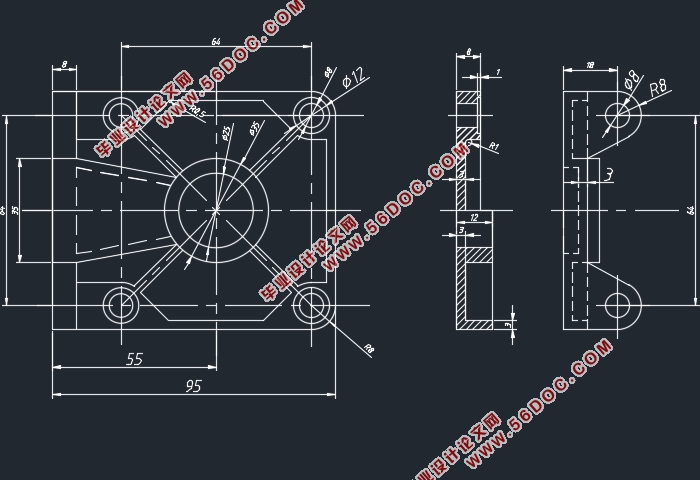
ШчЭМЫљЪОЃЌДЫСуМўНсЙЙВЂВЛИДдгЃЌЕЋЖрИіЗНЮЛгаПзЃЌБкКёЛљБООљдШЃЌЮЊ3mmКёЃЌ8mmЖњЛЗДІвдМАφ8ПзИННќЬЈНзДІНЯКёЃЌЪЧИіШШНкЃЌПЩФмГіЯжЫѕЫЩЁЃСуМўБэУцЛљБОЮЊжБУцЃЌПзМАВлЕФЪ§СПНЯЖрЃЌгаМгЧПНюСЌНгБЁБкДІЁЃЭМжаЮДИјЖЈОпЬхСуМўГпДчЙЋВюОЋЖШЃЌЭЈЙ§ВщБэЃЌТСКЯН№бЙж§МўПеМфЖдНЧЯпГЄЖШдк50-180mmжЎМфбЙж§МўЕФГпДчЙЋВюЕШМЖПЩДяЕНАДЭМжаММЪѕЬѕМўДЫСуМўШЋВПГпДчЙЋВюЮЊIT11МЖЃЌгУбЙж§ЗНЗЈФмЙЛДяЕНГпДчОЋЖШвЊЧѓЁЃбЙж§ВФСЯЮЊYZAlSi12(YL102)ЃЌЮЊбЙж§ТСЙшКЯН№ЃЌОВщБэЕУЦфЦНОљЪеЫѕТЪЮЊ0.6ЃЅЁЃ
1.4 ЗжаЭУцЕФШЗЖЈ
ШЗЖЈЗжаЭУцЪЧФЃОпЩшМЦжаЕФЕквЛИіВНжшЁЃЖдгкбЙж§МўЃЌШчКЮНјааЗжИюЪЧжївЊЮЪЬтЃЌашвЊШЗЖЈЖЏЖЈФЃИїАќКЌбЙж§МўЕФФЧаЉВПЗжвдМАФФвЛИіУцЮЛгкЗжаЭУцДІЁЃ
ИљОнPro-eШэМўЛцжЦЕФФЃаЭЃЌЙВгаШ§ИіПЩЙЉбЁдёЕФЗжаЭУцЃЌФЃаЭЕзУц1ЁЂЦНаагкЕзУц8mmОрРыДІЕФЖЅУц2вдМАгаВрЯђПзЕФВрУц3ЁЃ
ДгЭЖгАУцЛ§ЩЯРДПДЃЌЗжаЭУц3ЕФЭЖгАУцЛ§ЯрЖдЗжаЭУц1КЭЗжаЭУц2аЁЕФЖрЃЌетбљШнвздьГЩВрГщаОЛњЙЙЖрЧвИДдгЃЌЧвВЛРћгкЗжФЃЃЌИљОнЗжаЭУцЕФбЁдёддђЃЌЗжаЭУцгІИУбЁдёдкбЙж§МўЭтаЮТжРЊГпДчЕФзюДѓНиУцДІЃЌЙЪВЛВЩгУЃЛШєВЩгУЗжаЭУц2ЗжаЭЃЌЫфШЛЗжаЭУц2гыЗжаЭУц1ЕФЭЖгАУцЛ§ДѓаЁЯрЭЌЃЌЕЋЗжаЭУц2ЕФЭЦГіЛњЙЙЯрБШВЩгУЗжаЭУц1ЕФИДдгЕФЖрЃЌж§МўЕФСНИіЖњЛЗДІАќНєСІДѓЃЌбЙж§МўвзПЈдкЖЏФЃВЛвзЭЦГіЃЌзлКЯЗжЮібЁдёЗжаЭУц1НјааЗжаЭЁЃ
бЁдёЗжаЭУц1НјааЗжаЭМШФмБЃжЄбЙж§МўЕФБэУцжЪСПКЭГпДчОЋЖШЃЌЧваЭаОЕФАќНєСІФмЪЙбЙж§МўдкЖЏЖЈФЃЗжРыКѓСєдкЖЏФЃвЛВрЃЌгжФмЪЙННзЂЯЕЭГБугкЩшжУЃЌКѓЦкЧаГ§ННзЂЯЕЭГЗНБуЁЃ
ФП ТМ
Ек1еТ бЙж§МўЙЄвеЗжЮігыЗжаЭУцЕФбЁдё 1
1.1ЩшМЦФПЕФ 1
1.2 ЛљБОФкШн 1
1.3 бЙж§МўЕФЙЄвеадЗжЮі 1
1.4 ЗжаЭУцЕФШЗЖЈ 1
Ек2еТ бЙж§ЛњЕФбЁгУ 4
2.1 бЙж§ЩшБИбЁгУЗжЮі 4
2.2 бЙж§ЛњЫјФЃСІЕФШЗЖЈ 4
2.3 бЙж§ЛњЫјФЃСІЕФаЃКЫ 5
2.4 бЙЪвЪЕМЪШнСПЕФКЫЫу 5
2.5 ФЃОпБеКЯИпЖШКЭПЊФЃОрРыЕФКЫЫу 6
Ек3еТ ННзЂЯЕЭГгыХХвчЯЕЭГЕФЩшМЦ 7
3.1 ННзЂЯЕЭГЕФЩшМЦ 7
3.1.1 ФкННПкЕФЩшМЦ 7
3.1.2 жБННЕРЕФЩшМЦ 8
3.1.3 КсННЕРЕФЩшМЦ 8
3.2 вчСїВлЕФЩшМЦ 10
Ек4еТ бЙж§ФЃОпГЩаЭСуМўгыФЃМмЩшМЦ 11
4.1 ГЩаЭСуМўНсЙЙаЮЪН 11
4.2 ГЩаЭСуМўГпДчЕФЩшМЦ 11
4.3 ФЃМмЕФЩшМЦ 14
4.3.1 ЖЏЖЈФЃЯтПщЕФЩшМЦ 14
4.3.2 ЖЏЖЈФЃЬзАхЕФЩшМЦ 14
4.3.3 ЖЏФЃжЇГаАхЕФЩшМЦ 15
4.3.4 ЖЏЖЈФЃзљАхМАЕцПщЕФЩшМЦ 16
4.3.5 ЕМЯђСуМўЕФЩшМЦ 16
Ек5еТ ЭЦГіЛњЙЙЕФЩшМЦ 18
5.1 ЭЦГіЛњЙЙЕФбЁЖЈ 18
5.2 ЭЦИЫЕФЩшМЦ 18
5.3 ИДЮЛИЫЕФЩшМЦ 19
5.4 ЯоЮЛЖЄЕФЩшМЦ 19
5.5 ЭЦАхЕМжљгыЭЦАхЕМЬзЕФЩшМЦ 20
Ек6еТ ГщаОЛњЙЙЕФЩшМЦ 21
6.1 ГщаОСІКЭГщаООрРыЕФШЗЖЈ 21
6.2 аБЕМжљЕФЩшМЦ 21
6.3ЛЌПщЕФЩшМЦ 22
6.4 ЯоЮЛПщгыаЈНєПщЕФВМжУ 23
Ек7еТ МгШШгыРфШДЯЕЭГЕФЩшМЦ 24
7.1 ФЃОпЕФМгШШЗНЗЈ 24
7.2 ФЃОпШШЦНКтМЦЫу 24
7.3 ФЃОпЕФРфШДЗНЗЈ 25
7.4 РфШДЫЎЕРЕФМЦЫу 25
7.5 ЩшМЦаЁНс 25
ВЮПМЮФЯз 26
жТ аЛ 27
|