СЌНгжЇИЫзЂЩфГЩаЭЙЄвегыФЃОпЕФЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ10000зж,CADЭМ4еХ)
еЊвЊ
БОЮФжївЊбаОПЕФЪЧСЌНгжЇИЫЕФзЂЫмГЩаЭЙЄвегыФЃОпЕФЩшМЦЁЃЗжЮіСЫСЌНгжЇИЫЕФЙЄвеЬиЕуЃЌАќРЈВФСЯадФмЁЂГЩаЭЬиадЁЂНсЙЙЙЄвеадЕШЁЃНщЩмСЫСЌНгжЇИЫзЂЫмФЃЗжаЭУцЕФбЁдёЁЂаЭЧЛЪ§ФПМАЗжВМЁЂбЁдёГЩаЭЩшБИЃЌВЂгУMoldflowШэМўНјааГфаЭЙ§ГЬЕФЪ§жЕФЃФтМЦЫуЃЌАќРЈЮТЖШЁЂбЙСІЁЂЪБМфЕШЁЃжиЕуНщЩмСЫННзЂЯЕЭГЁЂГЩаЭСуМўЁЂЕМЯђЛњЙЙЁЂЭбФЃЛњЙЙЁЂаБЕМжљЕМЛЌЕФВрЯђГщаОЛњЙЙЕФЩшМЦЃЌВЩгУвЛФЃСНЧЛВМжУЃЌВрЯђЕуННПкННзЂЯЕЭГЃЌЖдВрЗНЯђВЩгУаБЕМжљГщаОЛњЙЙЃЌШЛКѓРћгУЭЦИЫКЭЭЦЙмЙВЭЌзїгУЭЦГіжЦМўЁЃБОФЃОпНсЙЙЮШЖЈПЩППЃЌаЇЙћКмКУЃЌЫмМўДяЕНСЫЙцЖЈЕФММЪѕвЊЧѓЁЃбЁдёБъзМФЃМмЃЌВЂЖдзЂЫмЛњЕФЙЄвеВЮЪ§НјааСЫаЃКЫЁЃ
ЙиМќДЪЃКзЂЫмФЃЃЛСЌНгжЇИЫЃЛФсСњ6
Abstract
This paper mainly studies the injection molding process and mold design method of connecting struts. The process characteristics of connecting struts are analyzed, including material properties, forming characteristics, structural manufacturability, etc. The selection of parting surface, the number and distribution of cavities, and the selection of molding equipment of injection mold for connecting struts are introduced. Moldflow software is used to simulate and calculate the filling process, including temperature, pressure and time. The design of gating system, molding parts, guiding mechanism, demoulding mechanism and lateral core-pulling mechanism with inclined guide post guiding and sliding are introduced emphatically. one mold and two cavities arrangement, point gating system and inclined guide post core-pulling mechanism are adopted in the opposite direction, and then the parts are pushed out by the joint action of push rod and push plate. The mold structure is stable and reliable, with good effect, and the plastic parts meet the specified technical requirements. The standard die set was selected and the process parameters of injection molding machine were checked.
Key words:injection mold; Connecting struts; Nylon 6
1.1.4ГЩаЭЬиадМАЬѕМў
1ЃЉФсСњ6ЮќЫЎадДѓЃЌвђДЫЫмСЯдкзЂЩфЧАгІБЃжЄзуЙЛЕФИЩдяЃЌБЃГжНЯЕЭЕФКЌЫЎСПЁЃ
2ЃЉФсСњ6ШлШкЮТЖШЗЖЮЇеЃЌШлШкзДЬЌШШЮШЖЈадВюЃЌМЋвзЗжНтЁЃ
3ЃЉФсСњ6СїЖЏадМЋКУЃЌгУТнИЫЪНзЂЫмЛњзЂЩфЪБвЫгУздЫјЪННсЙЙЃЌВЂгІМгШШЃЌТнИЫгІДјжЙЛиЛЗЁЃ
4ЃЉФсСњ6ГЩаЭЪеЫѕТЪДѓЃЌШЁЯђадНЯЮЊУїЯдЃЌвзЗЂЩњЫѕПзЁЂАМКлЁЂБфаЮЕШШБЯнЃЌвђДЫГЩаЭЪБМфЁЂбЙСІЕШвЊЮШЖЈ[4]ЁЃ
1.1.5НсЙЙЙЄвеад
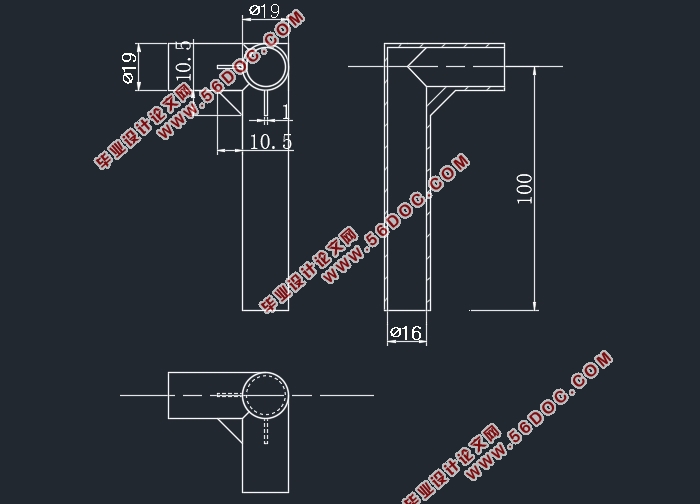
СуМўБкКёБШНЯОљдШЃЌГ§МгЧПНюДІЮЊ1mmЭтЃЌЦфгрБкКёОљЮЊ1.5mmЁЃСуМўЪєгкБЁБкжЦМўЃЌГЩаЭЪБвЊЬиБ№зЂвтЁЃЗРжЙСуМўЫ№ЛЕЁЃЫмМўЮЊШ§ИљЭЈЙмДЙжБЯрСЌЕФНсЙЙЃЌСуМўЭтБэУцга3ИіМгЧПНюЃЌЗжБ№ДІгкШ§ИљЭЈЙмСНСНЯрНЛДІЁЃИУжЦМўЫфШЛЬхЛ§НЯаЁЃЌНсЙЙНЯМђЕЅЃЌЕЋФЃОпНсЙЙНЯЮЊИДдгЃЌашгУЕНГщаОЛњЙЙЃЌЖјЧвЭЦГіЛњЙЙЕФЭЦИЫашвЊЬиБ№жЦзїЃЌЭЦИЫДјЗРзЊЯњЁЃ
1.1.6СуМўЬхЛ§МАжЪСПЙРЫу
1ЃЉЕЅИіЫмМўЬхЛ§V=13.2cm3ЃЌжЪСПm=14.9gЁЃ
2ЃЉННзЂЯЕЭГФ§СЯННзЂЯЕЭГФ§СЯАДвЛИіЫмМўЬхЛ§ЕФ60%НјааЙРЫу[5]ЃЌдђФ§СЯЬхЛ§VФ§=13.2×60%=7.92cm3ЁЃ
3ЃЉвЛФЃСНЧЛЕФЫмМўКЭННзЂЯЕЭГФ§СЯзмЬхЛ§Vзм=34.4cm3,змжЪСПmзм=38.87gЁЃ

ФПТМ
Ек1еТЙЄвеЗжЮігыВЮЪ§ШЗЖЈ 1
1.1СЌНгжЇИЫЙЄвеадЗжЮі 1
1.1.1ЫмСЯЕФЗЂеЙ 1
1.1.2ПЮЬтРДдД 1
1.1.3ВФСЯадФм 1
1.1.4ГЩаЭЬиадМАЬѕМў 2
1.1.5НсЙЙЙЄвеад 3
1.1.6СуМўЬхЛ§МАжЪСПЙРЫу 3
1.1.7СЌНгжЇИЫзЂЫмГЩаЭЙЄвеВЮЪ§ЕФШЗЖЈ 3
1.1.8ГѕбЁзЂЫмЛњЕФаЭКХКЭЙцИё 4
1.2 ЗжаЭУцгыаЭЧЛЪ§ФП 5
1.2.1ШЗЖЈФЃОпЛљБОНсЙЙ 5
1.2.2ЗжаЭУцЕФбЁдё 5
1.3 ННзЂЯЕЭГЕФЩшМЦ 7
1.3.1жїСїЕРЕФЩшМЦ 7
1.3.2ЗжСїЕРЩшМЦ 7
1.3.3ННПкЩшМЦ 7
1.3.4РфСЯбЈЩшМЦ 7
1.3.5ННПкЬзКЭЖЈЮЛШІЕФЩшМЦ 7
1.4 MoldflowГфаЭФЃФтЗжЮі 8
1.4.1ИќИФЮФМўИёЪНЃЌЕМШыФЃаЭ 8
1.4.2ЛЎЗжЭјИё 9
1.4.3ДДНЈСїЕР 9
1.4.4СЌЭЈадМьВщгыЩшжУВЮЪ§ 10
1.4.5ЗжЮіНсЙћ 11
Ек2еТФЃОпНсЙЙЩшМЦ 18
2.1ГЩаЭСуМўЩшМЦ 18
2.1.1АМФЃНсЙЙЩшМЦ 18
2.1.2аЭаОНсЙЙЩшМЦ 19
2.1.3жївЊФЃОпСуМўЕФЧПЖШгыИеЖШЩшМЦ 20
2.2 ЭбФЃЛњЙЙЩшМЦ 21
2.2.1ЭбФЃСІЕФМЦЫу 21
2.2.2ЭЦЙмЭбФЃЛњЙЙ 21
2.3 ВрЯђЗжаЭгыГщаОЛњЙЙЩшМЦ 22
2.3.1ГщаООрЕФМЦЫу 23
2.3.2аБЕМжљЧуаБНЧ 23
2.3.3аБЕМжљжБОЖМЦЫу 23
2.3.4аБЕМжљГЄЖШЕФМЦЫу 23
2.3.5ЛЌПщЕФЩшМЦ 24
2.3.6аЈНєПщЕФЩшМЦ 24
2.3.7ЖЈЮЛзАжУЕФЩшМЦ 24
2.4 ЮТЖШЕїНкЯЕЭГЕФЩшМЦ 25
2.4.1 ЫмСЯДЋИјФЃОпЕФШШСП 25
2.4.2 ашвЊгУРфШДЫЎДјзпЕФШШСП 25
2.4.3 РфШДЫЎСїСПМЦЫу 26
2.5 ФЃМмМАФЃОпВФСЯЕФбЁдё 26
2.6 ВЮЪ§аЃКЫгыФЃОпЕїЪд 28
2.6.1 зюДѓзЂЩфСПЕФаЃКЫ 28
2.6.2 зЂЩфбЙСІЕФаЃКЫ 28
2.6.3 ЫјФЃСІЕФаЃКЫ 28
2.6.4 ФЃОпБеКЯКёЖШаЃКЫ 28
2.6.5 ПЊФЃааГЬЕФаЃКЫ 29
2.6.6 ФЃОпЭтаЮГпДчЕФаЃКЫ 29
2.7ГЩЙћеЙЪО 30
ЩшМЦзмНс 32
ВЮПМЮФЯз 33
жТаЛ 34
|