Кё0.5mm10ИжНзЬндВЭВЕФГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,жмНјеЙБЈИц,ТлЮФЫЕУїЪщ14000зж,CADЭМ7еХ)
еЊ вЊ
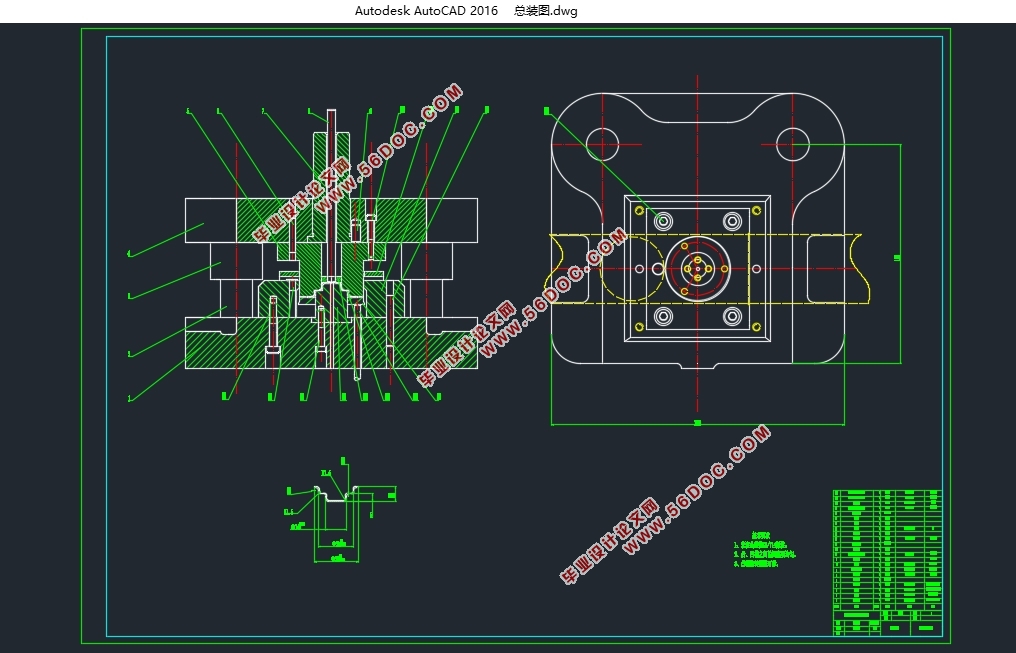
БОДЮЩшМЦЮЊЖдвЛНзЬндВЭВМўНјааЕФФЃОпЩшМЦЃЌИљОнСуМўаЮзДЁЂЩњВњРраЭвдМАЙЄвеВЮЪ§ЃЌЩшМЦСЫвЛЬзТфСЯРЩюФЃЁЃдкЩшМЦЙ§ГЬжаЃЌЯШЖдСуМўНјааЙЄвеЗжЮіЁЂЙЄвеМЦЫуЃЌЫМПМШЗЖЈЙЄвеЗНАИЃЌдйНјааГхбЙЙЄвеМЦЫуЁЂФЃОпНсЙЙЩшМЦЃЌШЛКѓМЦЫужївЊСуМўЕФЙЄвеВЮЪ§ЃЌзАХфећИіФЃОпЃЌзюКѓНјааЪдГхЃЌХаЖЯЩшМЦЪЧЗёКЯРэЁЃ
БОДЮЩшМЦЕФФЃОпЮЊвЛТфСЯРЩюИДКЯФЃЃЌОпгаЩњВњаЇТЪИпЃЌГхбЙОЋЖШИпЕФЬиЕуЃЌЪЪКЯСуМўЕФДѓХњСПЩњВњЁЃФЃОпНсЙЙНЯЮЊМђЕЅЃЌЖрВЩгУЙњБъМўЃЌжЦдьзАХфФбЖШаЁЃЌЩњВњГЩБОЕЭЃЌОпБИСМКУЕФОМУЪЪгУадЁЃ
ЙиМќДЪЃКГхбЙ НзЬндВЭВ ТфСЯРЩю ИДКЯФЃ ЭЙАМФЃ
Stamping Die Design for 0.5mm-Thick 10 Steel Stepped Cylinder
Abstract
This design is a die design for a stepped cylinder. A set of blanking die is designed based on the part shape, production type, and process parameters. In this design process, the parts are subjected to process analysis and process calculation, and the process plan is considered and determined. Then, the stamping process calculation and mold structure design are performed. Then, the process parameters of the main parts are calculated, the entire mold is assembled, and finally the test is performed. Determine if the design is reasonable.
The mold designed this time is a blanking and deep drawing compound mold, which has the characteristics of high production efficiency and high stamping accuracy, and is suitable for mass production of parts. The mold structure is relatively simple, with the use of national standard parts, the difficulty of manufacturing assembly is low, the production cost is low, and it has good economic applicability.
Keywords: stamping; stepped cylinder; blanking deep drawing; composite die ; convex and concave die
СуМўМАВФСЯЙЄвеЗжЮі
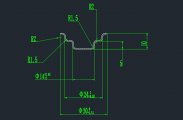
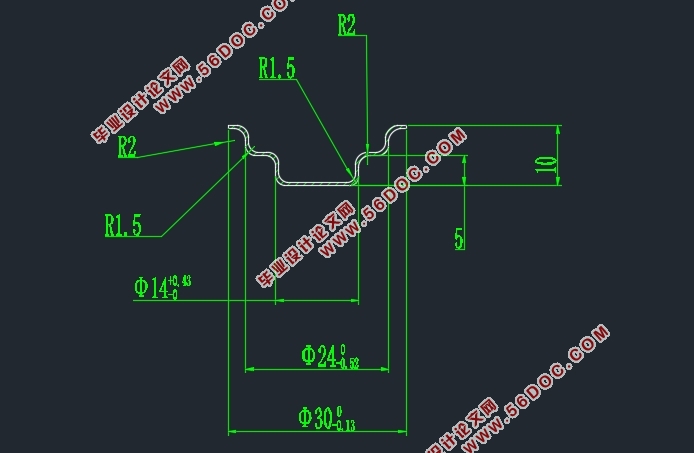
ИУСуМўаЮзДЮЊДјЭЙдЕНзЬндВЭВМўЃЌЮЊЖдГЦа§зЊМўЁЃЦфжївЊЭтаЮЭЈЙ§РЩюЭъГЩЃЌУЋХїЭЈЙ§ТфСЯЛёЕУЃЌзюКѓЭЈЙ§ЧаБпБЃжЄОЋЖШЁЃЭЈЙ§ЩшМЦМЦЫуЃЌЭъГЩИУСуМўЕФГхбЙФЃОпЩшМЦЁЃ
ВФСЯЮЊ10КХИжЁЃ10КХИжЮЊЫмадВФСЯ,ЪєЕЭЬМИжЃЌКЌЬМСП0.07ЃЅжС0.13ЃЅЁЃдкКЌЬМИжжаЃЌ10КХИжЫмадКЭШЭадКмКУ,дкРфШШМгЙЄГЩаЭЗНУцгаУїЯдЕФгХЪЦ,ЖјЧвЖдЦфНјаае§Л№ДІРэЛђРфМгЙЄКѓЦфМгЙЄадФмНјвЛВНЬсЩ§,КИНгадФмгХСМЁЃЕЋ10КХИжЕФДуЭИадКЭДугВадНЯВюЁЃИљОнGB/T699-1999ЃЌ10КХИжЩьГЄТЪδ≥ 31ЃЅЃЌПЙРЧПЖШσb ≥ 335 Mpa,ЧќЗўЧПЖШσs≥ 205 MpaЁЃИљОнВЮПМЮФЯз[21]ЃЌЦфМєЧаЧПЖШτЃН 245 MpaЁЃЗЧГЃЪЪКЯБОСуМўЕФМгЙЄЁЃ
дкИУСуМўЕФФЃОпЩшМЦжаЃЌжївЊФбЕудкГхВУКЭРЩюЕФФЃОпЩшМЦжаЃЌжЎКѓЕФаоБпЙЄзїПЩвдЭЈЙ§ЧаБпЭъГЩЁЃ
ЭЈЙ§ЖдИУСуМўЕФаЮзДЗжЮіЃЌВЛФбПДГіЃЌДЫСуМўЕФУЋХїаЮзДЮЊдВаЮЃЌПЩЭЈЙ§ГхВУЙЄвежаЕФТфСЯЭъГЩЁЃГхВУЪЧРћгУГхВУФЃЪЙЕУАхСЯЗжРыЁЃЪзЯШгІМЦЫуУЋХїГпДчЃЌЕЋгЩгкЙЄМўдкРЩюКѓЭЙдЕВЛЦыЃЌБиаыаоБпЃЌЫљвдБиаыМгЩЯ аоБпгрСПЃЌвдДЫБЃжЄСуМўЕФОЋЖШЁЃ
вЊЪЙСуМўаЮГЩНзЬндВЭВзДЃЌдђашвЊЭЈЙ§РЩюЙЄвеРДЭъГЩЃЌЫќЪЧРћгУФЃОпЪЙдВБ§зДУЋХїРЩюЮЊНзЬнаЭдВЭВЃЈПЊПкЃЉбљЕФа§зЊЖдГЦМўЕФГхбЙЙЄвеЗНЗЈЁЃдкРЩюФЃОпЩшМЦжажиЕудкгкИљОнСуМўЕФИпЖШКЭКёЖШвдМАжБОЖЃЌШЗЖЈРЩюДЮЪ§ЃЌдкБЃжЄжЪСПЕФЧАЬсЯТвдзюОМУКЭЗНБуЕФЗНЪНМгЙЄГіРДЁЃ
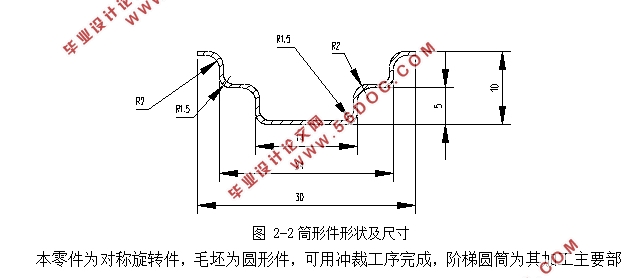
БОСуМўЮЊЖдГЦа§зЊМўЃЌУЋХїЮЊдВаЮМўЃЌПЩгУГхВУЙЄађЭъГЩЃЌНзЬндВЭВЮЊЦфМгЙЄжївЊВПЗжЃЌвРППРЩюЭъГЩЃЌЫљвдРЩюЮЊЦфЛљБОЙЄађЃЌРЩюКѓвдЧаБпЭъГЩЁЃИљОнИУСуМўЫљашвЊЕФГхбЙЙЄађЃЌПЩвдгУШ§жжМгЙЄЗНАИЭъГЩЃК
1. ГхВУЃЌРЩюЁЂЧаБпШ§ЕРЙЄађИїзівЛИіМђЕЅЕЅЙЄађФЃЁЃ
2. вдГхВУЁЂРЩюЮЊжївЊЙЄађзівЛИіИДКЯФЃЃЌжЎКѓЧаБпгУЕЅЙЄађФЃЛђа§ЧаЛњЭъГЩЁЃ
3. зівЛИБМЖНјФЃЃЌНЋТфСЯЁЂРЩюЁЂЧаБпШ§ЕРЙЄађвЛДЮадЭъГЩЁЃ
Ш§жжЗНАИЕФБШНЯЗжЮіЃК
ЕквЛжжЗНАИШ§ЕРЙЄађЗжПЊЃЌгаађНјааЃЌМђЕЅвзВйзїЕЋаЇТЪВЛИпЃЌеМгУЩшБИЖрЃЌКФЪБГЄЃЌШ§ИіФЃОпМлИёвВБШНЯИпЃЌВЛОМУЃЌВЛЪЪКЯДѓХњСПЩњВњЁЃ
ЕкЖўжжЗНАИжаТфСЯРЩюИДКЯФЃЃЌНсЙЙМђБуЃЌЩшМЦФбЖШНЯаЁЧвжЦдьЗНБуЃЌЩњВњаЇТЪИпЁЃЧаБпЙЄађПЩвдВЩгУЭЈгУадНЯЧПЕФа§ЧаЛњЭъГЩЃЌЮоашжЦдьФЃОпЃЌДгГЄдЖНЧЖШПДЃЌНкЪЁДѓВПЗжОМУЃЌЪЪКЯДѓХњСПЩњВњЃЌОЋЖШвВТњзувЊЧѓЁЃ
ЕкШ§жжЗНАИШ§ЕРЙЄађгЩвЛЬзМЖНјФЃЭъГЩЃЌаЇТЪзюИпЃЌЕЋЦфЩшМЦжЦдьРЇФбЃЌМлИёИпЃЌОМУадНЯВюЁЃ
злЩЯЃЌбЁдёЕкЖўжжЗНАИЃЌвдГхВУЁЂРЩюЮЊжївЊЙЄађзівЛИіИДКЯФЃЃЌжЎКѓЧаБпгУа§ЧаЛњЭъГЩЁЃ

ФП ТМ
еЊ вЊ I
Abstract II
Ек вЛ еТ аї Тл 1
1.1ПЮЬтБГОАМАвтвх 1
1.2ПЮЬтБГОАКЭбаОПЯжзД 2
1.3ПЮЬтжївЊЩшМЦФкШнКЭећЬхПђМм 4
Ек Жў еТ ЙЄ ве Зж Юі МА МЦ Ыу 5
2.1СуМўМАВФСЯЙЄвеЗжЮі 5
2.2ЙЄвеЗНАИЗжЮіМАШЗЖЈ 6
2.3ТфСЯУЋХїГпДчМЦЫу 6
2.4РЩюДЮЪ§гыРЩюЯЕЪ§ЕФШЗЖЈ 7
2.5ЙЄађЭМ 8
2.6ГхбЙЙЄвеСІМЦЫугыГхбЙЩшБИГѕбЁ 10
Ек Ш§ еТ ФЃ Оп Нс ЙЙ Щш МЦ 13
3.1ТфСЯАМФЃгыЭЙАМФЃжаЭЙФЃВПЗжМЦЫу 13
3.2РЩюЭЙФЃгыЭЙАМФЃжаАМФЃВПЗжМЦЫу 14
3.3ЭЙАМФЃИпЖШМЦЫуМАЧПЖШаЃКЫ 16
3.4аЖСЯАхЩшМЦ 17
3.5ЭЦМўзАжУКЭЖЅИЫ 18
3.6бЙБпШІЩшМЦ 18
3.7ЕВСЯЯњЩшМЦ 19
3.8бЁгУФЃМм 20
3.9змзАЭМВнЭМ 20
Ек ЫФ еТ ФЃ Оп жї вЊ Су Мў Мг ЙЄ ЙЄ ве Щш МЦ 22
4.1ЭЙАМФЃ 22
4.2РЩюЭЙФЃ 25
Ек Юх еТ ФЃ Оп ЕФ зА Хф гы Ъд Гх 27
5.1РфГхФЃзАХфЕФжївЊММЪѕвЊЧѓ 27
5.2РфГхФЃзАХфЫГађ 27
5.3РфГхФЃзмзАХф 28
5.4ОМУадЗжЮі 30
Ек Сљ еТ ПЮ Ьт Щш МЦ зм Нс 31
ВЮ ПМ ЮФ Яз 32
жТ аЛ 35
|