е§ЪБЦЄДјДЋЖЏМўОЋГхФЃОпНсЙЙЗжЮігыгХЛЏ(КЌCADЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D22114 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22114
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
е§ЪБЦЄДјДЋЖЏМўОЋГхФЃОпНсЙЙЗжЮігыгХЛЏ(КЌCADЭМ)(ШЮЮёЪщ,ЭтЮФЗвы,ТлЮФЫЕУїЪщ13000зж,CADЭМ3еХ)
еЊвЊ
БОЮФИљОнЫљИјЕФСуМўЩшМЦСЫвЛЬзОЋГхФЃОпЃЌЭЌЪБНшжњгкгаЯодЊШэМўhypermeshФЃФтЗжЮіСЫОЋГхФЃОпЕФЧПЖШКЭИеЖШЃЌЖдФЃОпЙиМќВПЮЛБШШчГхЭЗЁЂЭЙФЃЕФГхВУБэУцЪЉМгСЫВЛЭЌдиКЩЃЌШЛКѓНјааФЃФтЃЌбаОПСЫОЋГхФЃЕФЬиЕуЃЌЗжЮіСЫЭјИёЖдзюжеНсЙћЕФгАЯьЁЃетЖдгкОЋГхФЃОпЕФЩшМЦКЭгХЛЏгазХвЛЖЈЕФжИЕМвтвхЁЃ
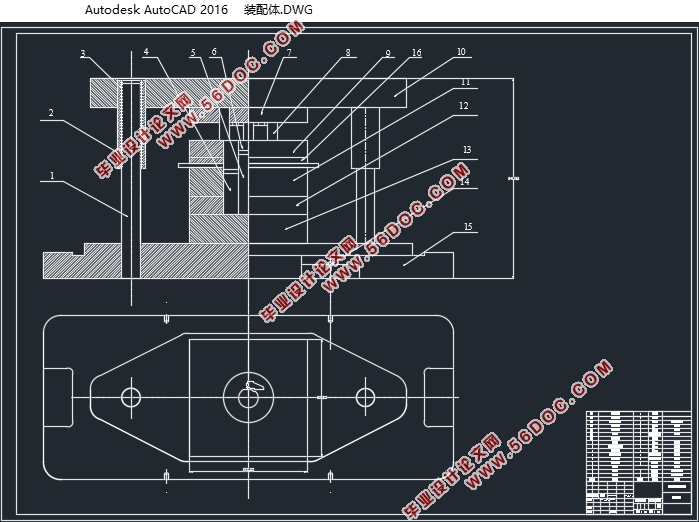
ТлЮФжївЊбаОПСЫФЃОпЕФЩшМЦвдМАФЃОпЕФИеЖШКЭЧПЖШЁЃЯШИљОнСуМўРДЩшМЦФЃОпЃЌЦфжаЕФЙЄвеЗжЮіЁЂХХбљЁЂбЁгУЯрЙиЛњЙЙЕШОљВЮПМГхбЙЪжВсЁЃдйЛцжЦCADЭМЃЌЭЌЪБНЋФЃОпЕФШ§ЮЌдьаЭЛцжЦГіРДЃЌЕМШыЕНгаЯодЊШэМўжаШЅЃЌИљОнШэМўФЃФтНсЙћРДгХЛЏОЋГхЙЄвеЃЌИФНјФЃОпНсЙЙЁЃ
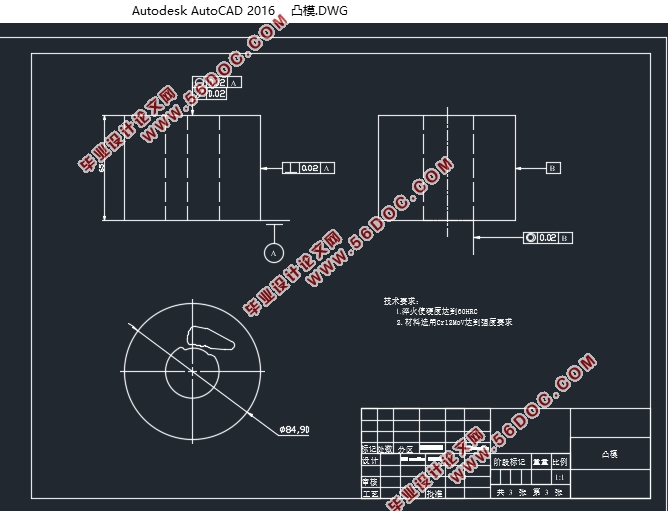
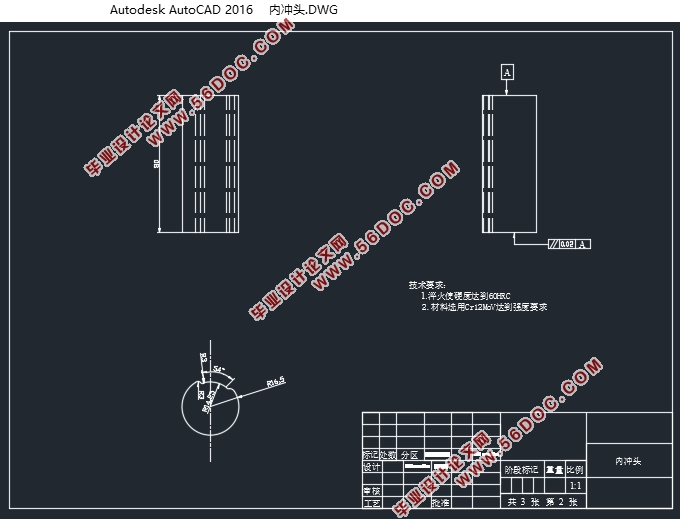
ФЃФтНсЙћБэУїЃКФЃОпЕФФкГхЭЗШаПквдМАТфСЯЭЙФЃЕФБЁБкДІЛсГіЯжзюДѓЕФгІСІЃЌЗжБ№ЮЊ1680MPaКЭ1241MPaЃЛЖјФкГхЭЗЕФжааФвдМАТфСЯЭЙФЃЕФБЁБкДІЛсГіЯжзюДѓЕФгІБфЃЌЗжБ№ЮЊ0.273μmКЭ0.582μmЁЃвђДЫбЁгУПЙРЧПЖШДѓгк3600MPaЕФФЃОпИжПЩвдПЫЗўЧПЖШЮЪЬтЃЌЖјгІБфжЕЖМУЛгаГЌЙ§дЪаэЗЖЮЇЃЌжЛашЖдФЃОпДуЛ№ЪЙгВЖШДяЕН60HRCМДПЩЃЌЭЌЪБдкТфСЯЭЙФЃБЁБкДІЩшжУЖЅСЯзАжУжЇГХБЁБкЃЌМѕаЁБЁБкЕФБфаЮЁЃ
ЙиМќДЪЃКОЋГхЙЄвеЃЛФЃОпЩшМЦЃЛЧПЖШЁЂИеЖШЗжЮіЃЛгХЛЏ
Abstract
A fine blanking die was design in the paper, and the paper simulates and analyses the strength and rigidity of a fine blankingdie with the aid of finite element software, and different loads were applied to some critical parts of the die such as punch pin and blanking punch, then conducts the simulation and researches the characteristic of fine blanking die. Meshes were also analysed for the influence of final result. The results derived from paper have great significance for designing and optimizing the fine blanking die.
This paper mainly research the design of die and the strength and rigidity of critical parts in die. It starts with the design of die, and process analysis, layout, the choosing of parts refer to Die Handbook. Then the CAD drawings were drawn and modeling was completed. Finite element software will simulate the model and optimization is dependent on the result of simulation.
The result of simulation shows that inner punch edge and blanking punch thin wall will appear the biggest stress, which are 1680MPa and 1241MPa respectively; as well as the center of inner punch and blanking punch thin wall will appear the biggest strain, which are 0.273μmand0.582μm. Therefore it can use Cr12MoV whose tensile strengthexceeds 3600MPa to overcome this problem, and strain value does not exceed the permissible limits. So it just needs to make sure that mold hardnessachieve 60HRC after quenching, and material ejector setting supports thin wall in blanking punch for reducing deformation.
Keywords: fineblanking process; die design; strength and stiffness analysis; optimization
2.2 ГхбЙМўЕФЩшМЦгыГхбЙЙЄвеад
ЩшМЦШЮЮёЪщвЊЧѓЕФЪЧе§ЪБЦЄДјДЋЖЏМўОЋГхНсЙЙЗжЮігыгХЛЏЁЃвђДЫОЭашвЊЖдФПБъСуМўЪЙгУОЋГхЙЄвеРДНјааЩњВњжЦдьЁЃОЋУмГхВУЕФОЋЖШЕШМЖгыСЯКёЮоЙи[6]ЃЌЗЖЮЇЮЊIT7~IT9МЖЁЃ
ЖдгкФПБъСуМўЃЌЮвУЧЗжЮіПЩжЊЦфгавЛИіРрЫЦдВЕФЭЈПзЃЌЛЙгавЛИіаЮзДВЛЙцдђЕФУЄПзЃЌзюКѓећИіжЦМўашвЊВЩгУТфСЯРДДгАхСЯЩЯЭбРыЃЌетЪЧЖрЙЄЮЛЕФГхбЙЙ§ГЬЁЃМЖНјФЃЕФЙЄзїдРэЪЧНЋСуМўНјааЗжВНЃЌвРДЮГЩаЭЃЌЖјЧвЙЄађвВБШНЯМђЕЅЃЌФПБъУїШЗЃЌвђДЫЮвУЧПЩвдВЩгУМЖНјФЃЁЃ
2.2.1ГхВУМўЕФОЋЖШЗжЮі
(1) ГхВУМўЕФОЋЖШ
ГхВУМўЕФОЋЖШЪЧвРРЕгкФЃОпОЋЖШЕФЃЌвЛАуФЃОпЕФжЦдьОЋЖШдНИпЃЌГхВУМўЕФОЋЖШвВОЭдНИп[7]ЁЃГхВУМўЕФОЋЖШгаСНИіЕШМЖЃЌЗжБ№ЪЧОМУМЖОЋЖШКЭОЋУмМЖОЋЖШЁЃгЩгкЮвЕФШЮЮёЪЧЩшМЦОЋГхФЃОпЃЌвђДЫашвЊбЁдёОЋУмМЖОЋЖШЁЃЦфФЃОпЕФЙЄзїВПЗжжЦдьОЋЖШЮЊIT7МЖвдЩЯЁЃ
(2) ГхВУМўЕФГпДчЙЋВю
ГхВУМўЭтаЮЃЈТфСЯЃЉЕФГпДчЙЋВюВщБэЕУЃК ЁЃГхПзМўПзЃЈГхЭЈПзЃЉЕФГпДчЙЋВюВщБэЕУЃК ЁЃ
(3) ГхВУМўЕФЧаЖЯУцБэУцДжВкЖШ
ГхВУМўМєЧаЖЯУцЕФДжВкЖШвЛАуЮЊRa>12.5μmЁЃГхВУМўЕФМєЧаЖЯУцЙтССДјПэЖШгыСЯКёЃЌВФСЯаджЪЃЌФЃОпМфЯЖвдМАШаПкаЮзДЖМгаЙиЯЕЁЃ
(4) ОЋУмГхВУМўЕФГпДчОЋЖШ
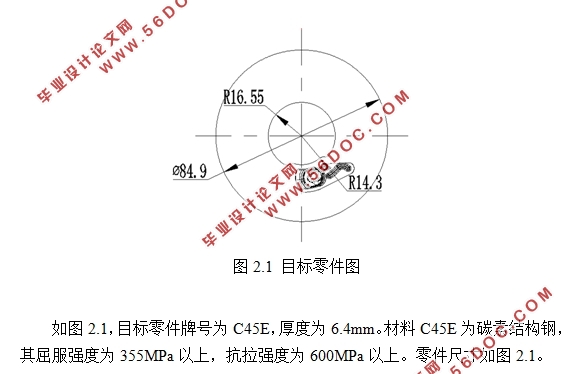
ОЋУмГхВУЕФМєЧаЧјФкН№ЪєДІгкШ§ЯђбЙгІСІзДЬЌЃЌВФСЯдкМєЧаЧјФкЕФЫКСбКЭН№ЪєЕФКсЯђСїЖЏЕФЕНСЫзшжЙ[8]ЁЃгЩгкБфаЮЛњРэКЭЦеЭЈГхВУВюБ№КмДѓЃЌОЋУмГхВУЕФЖЯУцжЪСПКЭБэУцОЋЖШБШЦ№ЦеЭЈГхВУвЊИпЕФЖр[9]ЁЃСЯКёЮЊ6.4ЃЌПЙРЧПЖШσbЮЊ600MPaвдЩЯЃЌЙЪЦфОЋЖШЕШМЖЮЊЃКФкаЮIT8ЃЌЭтаЮIT8ЁЃПзМфОрЮЊ±0.03mmЃЌ100mmГЄЖШЩЯЕФЦНУцЖШЮѓВюЮЊ0.080~0.035mmЁЃ
(5) Н№ЪєГхВУМўдЪаэЕФУЋДЬИпЖШ
УЋДЬЕФОЋЖШЕШМЖЗжЮЊШ§МЖЁЃAМЖЮЊОЋУмМЖЃЌЪЪгУгквЊЧѓНЯИпЕФГхВУМўЁЃгЩ45ИжЕФПЙРЧПЖШЃЌВФСЯКёЖШВщБэПЩЕУЦфУЋДЬИпЖШЮЊ0.07~0.17mmЁЃ
2.2.2 ГхВУМўЕФЙЄвеЗжЮі
ГхВУМўЕФЙЄвеадвВОЭЪЧПЩГхВУЕФГЬЖШЃЌМДжЦМўЕФЭтаЮЁЂГпДчЕШММЪѕвЊЧѓЖдГхВУЗНАИЕФЪЪгІГЬЖШЁЃШчЙћГхВУЙЄвеадНЯКУЃЌОЭФмЙЛМѕЩйГхВУВНжшЃЌМђЛЏФЃОпЃЌЬсИпаЇТЪЃЌНЕЕЭГЩБОЁЃ
(1)ЖдСуМўЭтаЮЕФвЊЧѓ
жЦМўВЛФмЬЋКёЃЌгУгкМЖНјФЃЕФСЯКёгІаЁгк5mm,ЖјЮвУЧЕФСЯКёЮЊ6.4mmЃЌЪєгкЦЋКёаЭЁЃжЦМўЕФЭтаЮВЛФмЬЋДѓЃЌМЖНјГхВУЕФЭтаЮвЛАудк300mmвдЯТЃЌЬЋДѓЛсЕМжТУЛгаПЩгУЕФбЙСІЛњПЩбЁЃЌФПБъСуМўзюДѓЭтаЮГпДчЮЊ85mmЃЌЗћКЯвЊЧѓЁЃЭтаЮгІЖдГЦЃЌЩйЗЯСЯЁЃ
(2)ЖдГхПзМўГпДчЕФвЊЧѓ
ГхПзЪБПзЕФзюаЁГпДчгыПзЕФаЮзДЁЂВФСЯЕФСІбЇадФмКЭВФСЯЕФКёЖШЕШОљгаЙиЯЕЁЃЖдгкПЙРЧПЖШДѓгк700MPaЕФИжВФЃЌдВПзdЈR1.5tЃЌd=33.1mm>1.5×6.4=9.6mmЁЃЗћКЯвЊЧѓЁЃ

ФПТМ
Ек1еТаїТл 1
1.1ФПЕФМАвтвх 1
1.2 ЙњФкЭтбаОПЯжзД 1
1.3баОПЃЈЩшМЦЃЉЕФЛљБОФкШнЁЂФПБъЁЂФтВЩгУЕФЗНАИМАДыЪЉ 2
1.3.1баОПЕФжївЊФкШн 2
1.3.2баОПЕФФПБъ 2
1.3.3ФтВЩгУЕФЗНАИМАДыЪЉ 3
Ек2еТЩшМЦФЃОпЙ§ГЬ 4
2.1ФЃОпЩшМЦШЮЮёЪщ 4
2.2 ГхбЙМўЕФЩшМЦгыГхбЙЙЄвеад 4
2.2.1 ГхВУМўЕФОЋЖШЁЂБэУцДжВкЖШКЭУЋДЬ 4
2.2.2 ГхВУМўЕФЙЄвеад 5
2.2.3КЯРэбЁгУГхВУМфЯЖ 5
2.2.4 ГхВУЭЙФЃЁЂАМФЃШаПкГпДчМАжЦдьЙЋВюЕФШЗЖЈ 5
2.2.5ГхВУСІЕФМЦЫу 6
2.3ХХбљЕФгХЛЏ 7
2.4ФЃОпВФСЯгыКЯРэбЁгУ 8
2.5 ЭЙЁЂАМФЃ 8
2.5.1 ЭЙЁЂАМФЃЕФЙІФмгывЊЧѓ 8
2.5.2 ЭЙФЃ 8
2.5.3 ЭЙФЃЕФЧПЖШбщЫу 9
2.5.4 АМФЃ 10
2.6 МЖНјФЃНсЙЙМўМАгаЙиЛњЙЙЕФЩшМЦ 10
2.6.1 ФЃМм 10
2.6.2бЙСІЛњ 10
2.7 БОеТаЁНс 10
Ек3еТЛцжЦCADЭМжНвдМАШ§ЮЌНЈФЃ 11
3.1 CADЭМжНЕФЛцжЦ 11
3.1.1 ФкГхЭЗ 11
3.1.2 ТфСЯЭЙФЃ 12
3.1.3 зАХфЭМ 13
3.2 Ш§ЮЌНЈФЃ 14
3.3БОеТаЁНс 15
Ек4еТ HypermeshФЃФтЗжЮі 16
4.1 HypermeshНщЩм 16
4.2 HypermeshЙЄзїдРэМАЙЄзїЗНЗЈ 16
4.3 HypermeshФЃФтВНжш 16
4.3.1ЕМШыШ§ЮЌдьаЭЮФМў 16
4.3.2ЛЎЗжЭјИё 18
4.3.3ЩшжУВФСЯ 19
4.3.4ЪєадЩшжУ 20
4.3.5ЩшжУдМЪјМАГхВУСІ 21
4.3.6МьВщМАФЃФт 22
4.4 БОеТаЁНс 22
Ек5еТФЃОпЧПЖШИеЖШЗжЮіМАгХЛЏ 23
5.1ЭјИёДѓаЁЩшжУ 23
5.2ФкГхЭЗЧПЖШЗжЮіМАгХЛЏ 24
5.3ФкГхЭЗЕФИеЖШЗжЮіМАгХЛЏ 26
5.4 ТфСЯЭЙФЃЕФЧПЖШЗжЮіМАгХЛЏ 28
5.5ТфСЯЭЙФЃЕФИеЖШЗжЮіМАгХЛЏ ……………………………………………...29
5.6БОеТаЁНс 30
Ек6еТНсТлгыеЙЭћ 31
ВЮПМЮФЯз 32
жТаЛ 33
|
