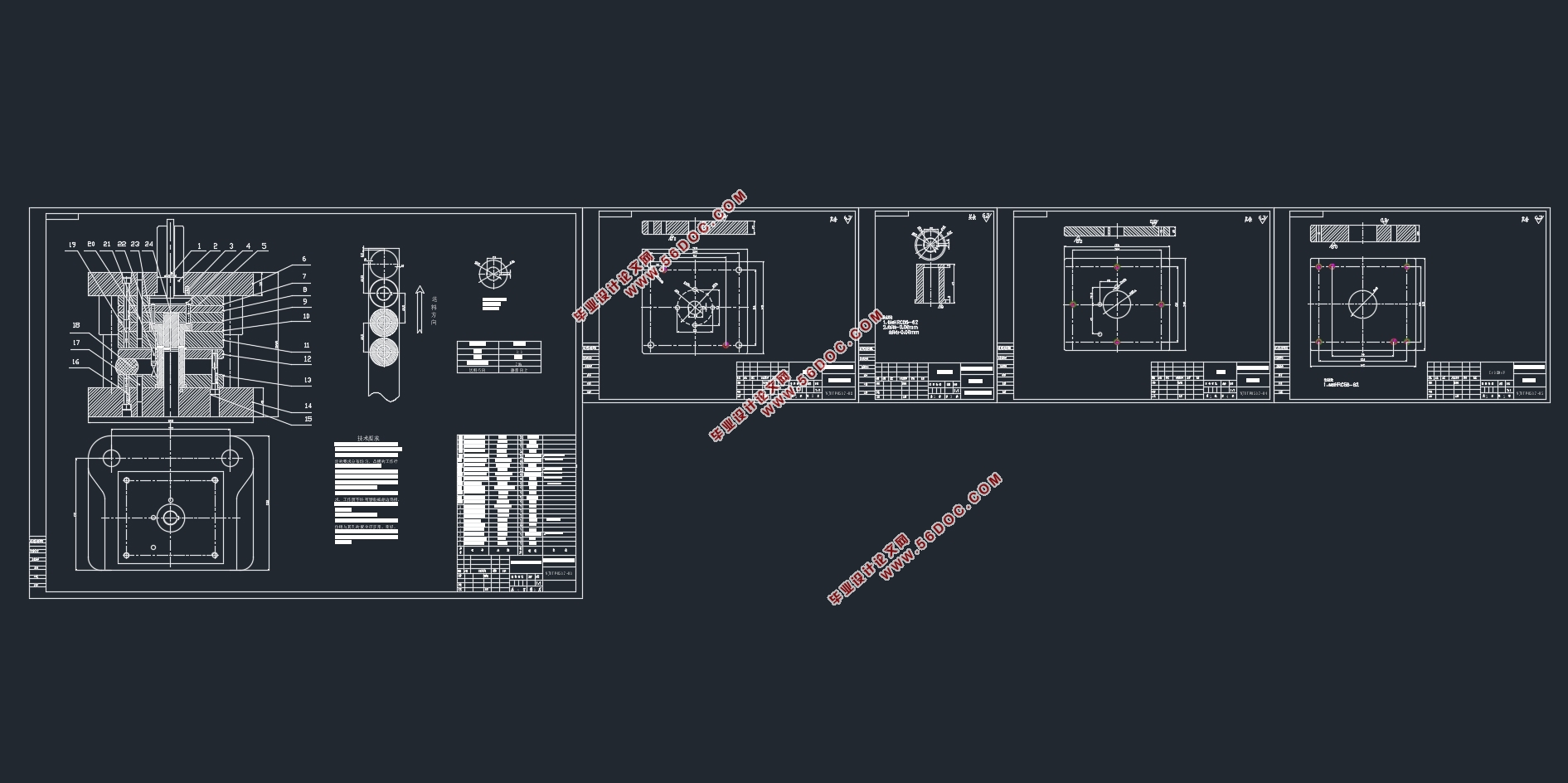
压圈冲压模具设计(含CAD零件图装配图)
来源:56doc.com 资料编号:5D22121 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22121
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
压圈冲压模具设计(含CAD零件图装配图)(论文说明书15000字,CAD图5张)
摘要
本文分析了支撑板的结构、尺寸、精度和原材料性能,并具体指出了该产品的成型难点;拟定了模冲孔落料复合模和弯曲模冲压工艺方案;详细阐述了排样设计方法和过程,确定了该产品需要冲孔、落料的二维和排样图;完成了所有必要的工艺计算,包括模具刃口尺寸、各工位冲压力、总的冲压工艺力、压力中心等;概述了模具概要设计方法,系统的阐述了模具主要零件的结构、尺寸设计及标准的选用。同时阐述了模具的工作过程、各成形动作的协调性并对设备选择和核算进行了较为细致的叙述。
关键词 模冲孔落料复合模 工艺分析 零件设计 模具设计
Abstract
This paper analyzes the technical characteristics of the spring hook such as configuration dimension precision and the capability of the raw materials .There are including the difficulties of this production in the molding ,studying out the technics of the progressive die ,making sure the layout project and the die general structure. The progressive die could complete thirteen processes that include punching, blanking, bending and so on .It has finished all needed technical count ,including the knife-edge of the mold, the force of ench process , punch technical force of the all process and the stress center of the mold .It summarizes the method of designing this mold .It introduces the design and manufacture of the punch, the die, the stripping device, the pushing device, and the blanking holders in details. And it also expatiates the working process of the die, the coordination about each motion of figurations. Besides it has a section about equipment choosing and proofreading.
Keywords progressive-die analysis die design
在一般情况下,影响冲压件工艺性的因素有几何形状、尺寸、精度、表面粗糙度及毛刺。冲压件工艺性对冲压件质量、材料利用率、生产率、模具制造难易、模具寿命、操作方式及设备选用等都用很大的影响。良好的冲压件工艺性可显著降低冲压件的制造成本,节省材料,减少成形工序,提高产品寿命和产品质量。
零件尺寸:图中零件的标注公差的为IT12级精度,其余未注由图中技术要求可知为IT14级,零件的尺寸较小,成形的位置较为紧凑,成形比较简单。
零件材料为Q235,有很良好的塑性,料厚为2.0mm属薄料,冲压性能良好。
零件的结构:零件需要经过一次冲裁和一次的弯曲成型,零件的结构比较对称,冲压性能仍然很良好。
综上所述,得到结论:零件具有较好的可冲压性
2.3 工艺方案的制定
工艺方案的内容是确定冲裁件的工艺路线,主要包括确定工序数、工序的组合和工序的顺序安排等,应在工艺分析的基础上制定几种可能的方案,再根据工件的批量、形状、尺寸等方面的因素,全面考虑、综合分析,选取一个较为合理的方案。
冲裁工序按工序的组合程度可分为单工序冲裁、复合冲裁和级进冲裁。
复合冲裁是在压力机的一次行程中,在模具的同一位置同时完成两个或两个以上的工序;级进冲裁是把一个冲裁件的几个工序,排列成一定顺序,组成级进模,在压力机的一次行程中,模具的不同位置同时完成两个或两个以上的工序,除最初几次冲程外,每次冲程都可以完成一个冲裁件。该工件包括冲孔、落料、弯曲三个基本工序,可以有以下三种工艺方案:
方案一:先冲孔,在落料。采用单工序模生产。
方案二:冲孔—落料。采用复合模生产。
方案三:冲孔—落料。采用级进模生产。
方案一结构简单,但须三道工序、三副模具才能完成,生产效率也低,如此则浪费了人力、物力、财力,从经济的角度来考虑不妥当,难以满足大批量的生产要求。
方案三是一种多工位、效率高的加工方法,但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量、小型冲压件。而且工作周期长,模具结构复杂,生产成本过高。
方案二采用复合模具生产,只需一副模具即可成型,模具结构紧凑,冲出的制件的精度及生产效率都比较高,适合大批量生产,模具制造工作量比级进模低。
通过上述三种方案的分析比较,该工件的冲压生产采用方案二为佳。

目 录
摘要................................................................. I
Abstract........................................................... II
前 言...................................................III
第一章 绪论.........................................................1
第二章 冲压工艺分析及工艺方案的制定.........................4
2.1 设计任务书....................................................4
2.2 工艺分析.......................................................6
2.3 工艺方案的制定................................................7
第三章 排样设计与计算............................................ 9
3.1 排样方法与原则............................................... 9
3.2 确定搭边值................................................... 9
3.3 排样图设计和利用率计算.......................................10
第四章 冲裁力计算..........................................12
4.1冲压工艺力的计算..............................................12
4.2压力中心计算..................................................13
第五章 模具总体概要设计....................................15
5.1模具概要设计..................................................15
5.2模具零件结构形式确定..........................................15
5.2.1定位机构.................................................17
5.2.2卸料机构............................................17
第六章 模具详细设计........................................18
6.1 工作零件.....................................................18
6.1.1冲裁凸、凹模刃口尺寸计算................................ 18
6.1.2 凸模高度设计............................................20
6.2. 定位零件............................................... 20
6.3 模具零件.................................................21
6.3.1 卸料零件........................................... 21
6.3.2 顶件零件...........................................22
6.4 导向零件................................................ 22
6.5其他零件.................................................. 23
第七章 设备选择............................................. 24
7.1设备吨位确定............................................ 24
7.1.1设备类型的选择..................................... 24
7.1.2设备规格的选择..................................... 24
7.2 设备校核................................................. 25
7.2.1压力行程........................................... 25
7.2.2压力机工作台面尺寸................................. 25
第八章 模具的装配、调试和检测..............................26
8.1模具的装配....................................................26
8.2冲裁模具的调试................................................27
8.3模具的检测....................................................27
第九章 模具主要零部件的加工工艺............................29
9.1 凹模加工工艺过程..............................................29
9.2 落料凸模加工工艺过程..........................................29
结论................................................................30
参考文献...................................................31
致谢................................................................ 32
|
