жЇГазљШ§ЙЄађИДКЯГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)
РДдДЃК56doc.com зЪСЯБрКХЃК5D22143 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D22143
зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
жЇГазљШ§ЙЄађИДКЯГхбЙФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,ТлЮФЫЕУїЪщ10000зж,CADЭМ6еХ)
еЊ вЊ
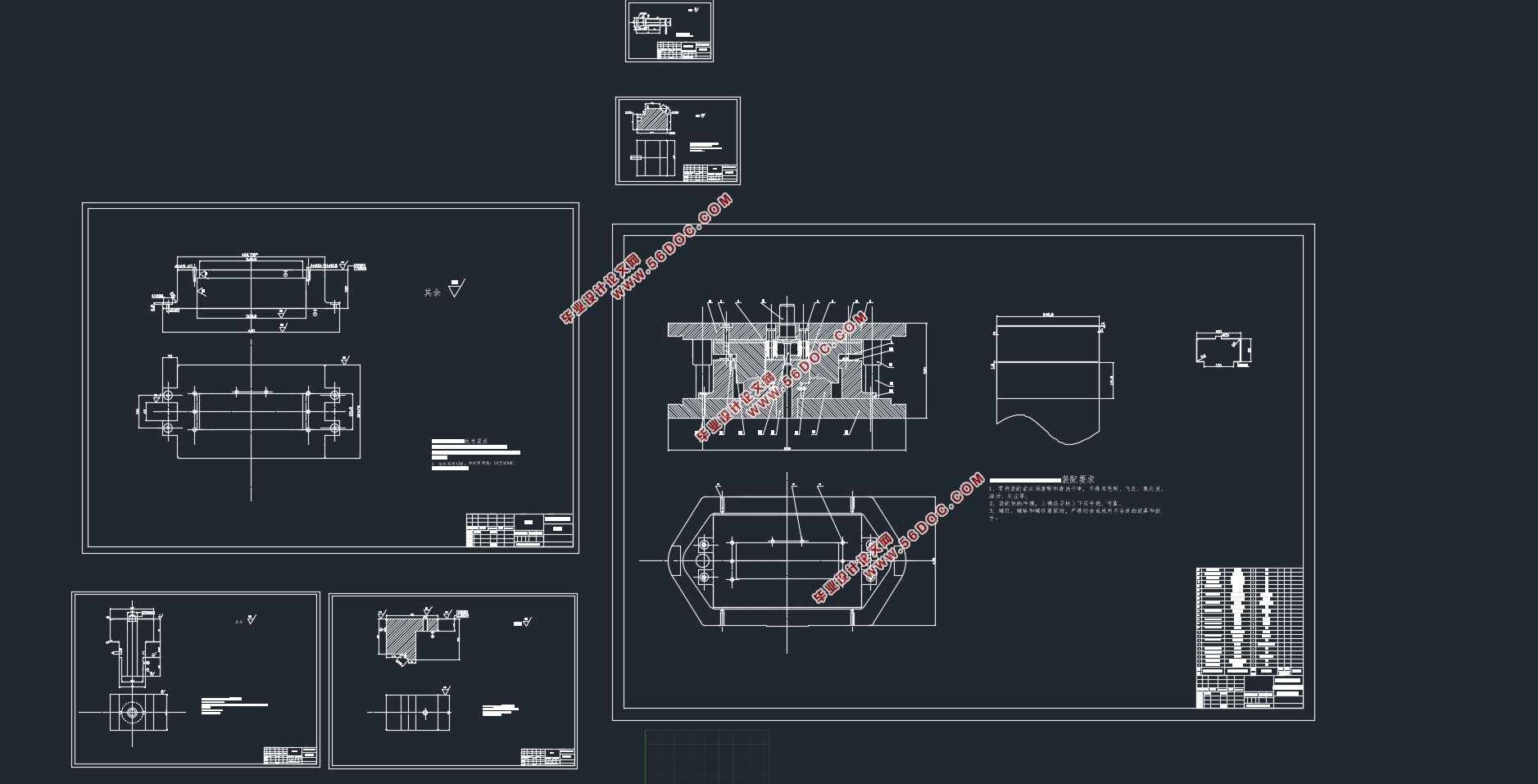
БОЮФжївЊЖджЇГазљШ§ЙЄађИДКЯГхбЙФЃОпЕФНсЙЙЁЂЙЄзїдРэЁЂжївЊЙЄзїВПМўЕФЩшМЦКЭВЮЪ§МЦЫуНјааСЫВПЗжНщЩмЁЃЭЈЙ§ВЩгУаТаЭЕФШ§ЙЄађИДКЯГхбЙФЃОпЃЌПЩвдЪЙЙЄМўУЋХїЕФТфСЯЁЂГхПзКЭЭфЧњШ§ИіЙЄађдквЛИіЙЄВНжаГЩаЮЁЃИУФЃОпЕФЬиЕуЪЧЩњВњаЇТЪИпЃЌЙЄвежЪСПКУЁЃЫљЕУНсЙћЖдгкжЇГазљНјааДѓХњСПЩњВњОпгаживЊЕФжИЕМвтвхЁЃ
БОДЮЩшМЦЙВЗжЮЊШ§ИіНзЖЮЭъГЩЁЃЕквЛЃЌЪзЯШВЮПМЪЕМљГЩЙћЃЌШЗЖЈжївЊЕФГхВУЙЄвеЗНАИгыНсЙЙЁЃЕкЖўЃЌЖдЯрЙиГпДчНјааМЦЫуЃЌЭЌЪБШЗЖЈФЃОпВнЭМЁЃЕкШ§ЃЌРћгУCADЛцжЦФЃОпзмзАЭМвдМАСуМўЭМЃЌЭЌЪБЭъГЩЫЕУїЪщЁЃ
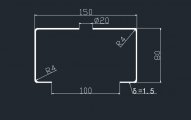
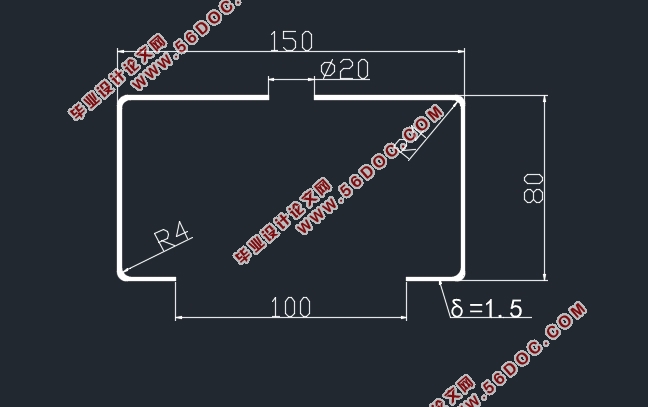
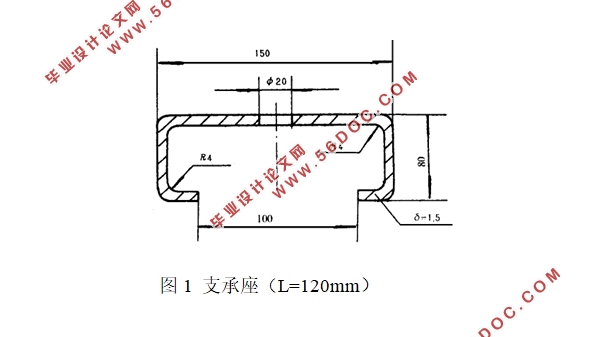
ЙиМќДЪЃКИДКЯФЃОпЃЛГхбЙЃЛжЇГазљ
Abstract
This article has described the structure,work principle,the design methods of the key parts such as the punch,concave die,oblique plane and the design calculation of main parameters. There-process composite die can carry out cutting and punching and bending in one process. The goodness of this technology is that productivity is high and part quality is generous.The results have important guiding significance for the mass production of the structure.
The whole mold design was divided into three stages. Firstly, the punching process and structure were determined carefully on both theoretical and practical basis. Secondly, the mold dimensions were calculated and the mold structure drawing was initially designed. Thirdly, the CAD software was adopted to draw the mold assembly and part drawings, and then the research report was written.
Key WordsЃКcompositeЃЛstampingЃЛcradle
ЙЄзїдРэ
БОДЮЩшМЦГіРДЕФФЃОпЕФЙЄзїдРэЪЧЃКЕБФЃОпДІгкФЃМмзюЩЯЖЫНЋвЊПЊЪМЦєЖЏДІЪБЃЌНЋХїСЯЗХдкГЩаЮЭЙФЃКЭТфСЯАМФЃжЎМфДцдкЕФПеЯЖЩЯЃЌЭЌЪБРћгУВрАхКЭЖЈЮЛЯњЕФЖЈЮЛзїгУРДНјааЮЛжУШЗЖЈЁЃЕБбЙСІЛњПЊЪМЯђЯТбЙЃЌбЙДВЛЌПщЯђЯТвЦЖЏЃЌЭЦЖЏЩЯФЃзљЯђЯТвЦЖЏЁЃЪзЯШЃЌдкЕЏЛЩЕФЯђЯТбЙСІзїгУЯТЃЌХїСЯБЛбЙСЯАцНєНєбЙдкГЩаЮЭЙФЃЩЯЃЌДЫЪБЙЬЖЈаБаЈЯђЯТвЦЖЏЃЌВЂгыАМФЃХфКЯНЋХїСЯЕФТфСЯЙЄађЭъГЩЃЌгкДЫЭЌЪБЃЌГхПзЭЙФЃЯђЯТвЦЖЏЃЌдкЙЄМўЩЯЭъГЩΦ20mmаЁПзЕФГхПзЙЄађЃЛНгзХЃЌбЙДВЛЌПщМЬајЭЦЖЏЩЯФЃзљЯђЯТвЦЖЏЃЌУЋХїдкЙЬЖЈаБаЈЕФзїгУЯТПЊЪМНјааUаЮЕФЭфЧњЙЄађЃЛЭЌЪБЛюЖЏаБаЈдкЙЬЖЈаБаЈЭЦЖЏРяЯТЯђФЃОпжааФбЙНєЃЌЪЙФЃОпЯђФкВПЭфЧњЃЌНЋСНИіБпЯђФкелЭфЁЃзюКѓЩЯФЃзљЕНДяМЋЯозюЯТЕуВЂПЊЪМЫцЛЌПщЯђЩЯдЫЖЏЃЌЙЬЖЈаБаЈЪзЯШЭЫГіТфСЯАМФЃЃЌГхПзЭЙФЃвВКЭГЩаЮЭЙФЃПЊЪМЗжРыЃЌЕЏЛЩдђЛиИДЭЦЖЏЛюЖЏаБаЈЯђФЃОпЭтВрвЦЖЏЁЃЕШЕНааГЬНсЪјКѓЃЌБуПЩжБНгНЋвбЭъГЩЫљгаЙЄађЕФЙЄМўжаШЁГіЁЃ
гЩСуМўЭМПЩжЊЃЌИУЙЄМўВФСЯЮЊ1Cr18Ni9TiИжАхЁЃжївЊгУгкжЦзїФЭЫсШнЦїМАЩшБИЃЌПЙДХвЧБэЁЂвНСЦЦїаЕЃЌОпгаНЯКУФЭОЇМфИЏЪДадЁЃИУИжАхЕФПЙРЧПЖШЮЊ
ЧќЗўЧПЖШЮЊ ЃЌЭЌЪБОпгагХСМЕФСІбЇадФмЃЌПЩвдгУгкИїРрРфГхбЙЙЄМўЁЃ
3.2ГхВУМўЕФНсЙЙЙЄвеад
3.2.1ГхВУМўЕФаЮзД
ГхВУМўЕФЭтаЮаЮзДЯрЖдМђЕЅЃЌНсЙЙзѓгвЖдГЦЃЌБугкГфЗжРћгУВФСЯЃЌМѕЩйСЫВФСЯЕФРЫЗбЁЃ
3.2.2ГхВУМўЕФГпДчОЋЖШМАБэУцДжВкЖШ
ВЩгУЦеЭЈГхВУЕФОЋЖШЃЌПЩвдЭЈЙ§ВщБэЕУЭтаЮгыФкПзГпДчЙЋВюЮЊ0.50ЁЃВЂвЊЧѓГхВУМўМєЖЯУцБэУцДжВкЖШRa6.3umЁЃ
3.4ГхбЙЙЄвеЗНАИЕФШЗЖЈ
ИУЙЄМўашвЊНјааТфСЯЙЄађЃЌГхПзЙЄађЃЌЭфЧњЙЄађЁЃгавдЯТМИжжЙЄвеЗНАИЃК
ЗНАИвЛЃКШЋВПВЩгУЕЅЙЄађФЃЃЌЪзЯШНјааТфСЯЙЄађЃЌдйНјааГхПзЙЄађЃЌзюКѓНјааЭфЧњЙЄађЁЃ
ЗНАИЖўЃКИДКЯФЃКЭЕЅЙЄађФЃЛЅЯрНсКЯЃЌЯШНјааТфСЯГхПзЙЄађЃЌдйНјааЭфЧњЙЄађЃЛ
ЗНАИШ§ЃКЪЙгУЕЅвЛИДКЯФЃЃЌдквЛЬзФЃОпжаЭъГЩШ§ЕРЙЄађЁЃ
ЗНАИвЛЕФФЃОпНсЙЙМђЕЅЃЌЕЋЪЧШ§ЕРЙЄађжЛФмЗжПЊНјааМгЙЄЃЌашвЊЩшМЦШ§ЬзВЛЭЌЕФФЃОпРДНјааЩњВњЃЌЩњВњаЇТЪНЯЕЭЃЌЩњВњжмЦкНЯГЄЃЌВЛЬЋЪЪКЯЪЕМЪЕФЩњВњЃЌМгЙЄВЛФмДяЕНдЄЦкЕФФПЕФЁЃЗНАИЖўашвЊСНЬзФЃОпЃЌЕЋЪЧЕкЖўЬзФЃОпЮоЗЈБЃжЄЭфЧњЕФОЋЖШЃЌЩњВњаЇТЪЫфШЛБШЗНАИвЛИпЃЌЕЋЛЙЪЧНЯЕЭЁЃЗНАИШ§НіашвЊвЛЬзФЃОпЃЌЯрЖдЧАСНЬзЗНАИЃЌЩњВњаЇТЪНЯИпЃЌБугкБЃжЄГхбЙМўЕФаЮзДОЋЖШКЭГпДчОЋЖШЃЌЧвгЩгкЙЄМўЕФМИКЮаЮзДМђЕЅЃЌзѓгвЖдГЦЃЌБугкФЃОпжЦдьЁЃзюжеОіЖЈВЩгУЗНАИШ§БШНЯКУЁЃ

ФП ТМ
Ек1еТ аїТл 1
1.1 в§бд 1
1.2 ШЮЮёЗжЮі 2
Ек2еТ ФЃОпНсЙЙгыЙЄзїдРэ 4
2.1ФЃОпНсЙЙ 4
2.2 ЙЄзїдРэ 4
Ек3еТ жївЊЩшМЦМЦЫу 5
3.1ВФСЯЗжЮі 5
3.2ГхВУМўЕФНсЙЙЙЄвеад 5
3.2.1ГхВУМўЕФаЮзД 5
3.2.2ГхВУМўЕФГпДчОЋЖШМАБэУцДжВкЖШ 5
3.4ГхбЙЙЄвеЗНАИЕФШЗЖЈ 5
3.5 УЋХїГпДчЕФШЗЖЈ 5
3.6ГхВУМўЕФХХбљЩшМЦ 6
3.7ЬѕСЯПэЖШКЭЕМГпМфОрРыЕФМЦЫу 6
3.8ВФСЯРћгУТЪЕФМЦЫу 7
3.9ГхбЙСІЕФМЦЫу 8
3.9.1ГхВУСІЕФМЦЫу 8
3.9.2ЭЦМўСІЕФМЦЫу 8
3.9.3ЭфЧњСІЕФМЦЫу 8
3.9.4ЭфЧњбЙСЯСІЕФМЦЫу 9
3.9.5ЭфЧњЛиЕЏЕФМЦЫу 9
3.10бЙСІжааФЕФМЦЫу 10
3.11бЙСІЛњЕФбЁдёгыБШНЯ 10
3.12АМФЃжмНчЕФШЗЖЈ 12
3.13ФЃМмЕФбЁдё 13
3.13.1ЩЯФЃзљЕФбЁдё 13
3.13.2ЯТФЃзљЕФбЁдё 14
3.14ФЃМмЕМЯђзАжУЕФбЁдё 14
3.14.1ЕМжљЕФбЁдё 14
3.14.2ЕМЬзЕФбЁдё 15
3.15ФЃОпСЌНггыЙЬЖЈСуМў 15
3.15.1ФЃБњ 15
3.15.2ЕцАх 15
3.15.3ЙЬЖЈАх 15
3.15.4ЕЕСЯЯњМАЖЈЮЛЯњ 15
3.15.5ТнЖЄ 16
3.15.6ЭЦИЫ 16
3.16ЕЏаддЊМўЕФШЗЖЈ 16
Ек4еТ жївЊЙЄзїСуМўЩшМЦ 17
4.1ГхПзЭЙФЃ 17
4.1.1ГабЙгІСІаЃКЫ 17
4.1.2ЪЇЮШЭфЧњгІСІаЃКЫ 18
4.2ГЩаЮЭЙФЃ 18
4.3ТфСЯАМФЃ 19
4.3.1ШаПкГпДчМЦЫу 19
4.4аБаЈ 19
4.3.1ЙЬЖЈаБаЈ 19
4.3.2ЛюЖЏаБаЈ 21
4.3.3аБаЈааГЬМЦЫу 22
ВЮПМЮФЯз 24
жТ аЛ 25
|