ЖЅежМўГхбЙЙЄвеЗжЮігыФЃОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ,PROEШ§ЮЌЭМ)(ШЮЮёЪщ,ПЊЬтБЈИц,ЭтЮФЗвы,ТлЮФЫЕУїЪщ11200зж,CADЭМ7еХ,PROEШ§ЮЌЭМ)
еЊ вЊ
БОЮФЩшМЦСЫвЛЬзЩњВњЖЅежМўЕФИДКЯФЃОпЃЌИУЖЅежМўЙВгаТфСЯЁЂГхПзЁЂЗБпМАРЩюЫФЕРЙЄађЃЌетЫФЕРЙЄађОљЭЈЙ§етЬзФЃОпЕУвдЪЕЯжЁЃдкЩшМЦжаЃЌЪзЯШЖдИУСуМўНјааЙЄвеЗжЮіЃЌШЗЖЈЙЄвеЗНАИКЭФЃОпНсЙЙаЮЪНЃЛНгЯТРДЖдГхВУСІЁЂРЩюСІЁЂЗБпСІЕШЙЄвеСІНјааМЦЫуЃЌЕУЕНзмЕФЙЄвеСІЃЌДгЖјШЗЖЈбЙСІЛњЕФаЭКХЃЛШЛКѓгЩЙЄМўГпДчМЦЫуИїЕРЙЄађЭЙЁЂАМФЃЕФШаПкГпДчЃЌДгЖјЩшМЦГіИїЭЙЁЂАМФЃЕФНсЙЙаЮЪНМАГпДчДѓаЁЃЛдкШЗЖЈАМФЃжмНчКѓОЭПЩвдбЁдёФЃМмЃЌДгЖјзіГіФЃОпзАХфзмЭМЁЃБОДЮЩшМЦВћЪіСЫГхбЙе§зАИДКЯФЃЕФНсЙЙЩшМЦЙ§ГЬМАЙЄзїЙ§ГЬЁЃБОФЃОпадФмПЩППЃЌдЫааЦНЮШЃЌПЩЪЕЯжЖЅежМўЕФИїЙЄађМгЙЄЁЃ
ЙиМќДЪЃКЖЅежМўЃЛГхВУЃЛРЩюЃЛЗБпЃЛИДКЯФЃЃЛ
Abstract
In this paper, the design of the production of a set of top cover of compound die, the top cover of a total of four sheet, punching, flanging and drawing process, the four process were by this set of mold. In the design, first of all parts of the process analysis, to determine the process scheme and die structure; through the calculation of blanking force, drawing, flanging force technology force, determine press model; then by workpiece size calculation each process of convex and concave die size of the blade, and the convex and concave mold structure and size design; in determining the perimeter of the concave die can select the mold, so as to make the mold assembly drawings. The design describes the structure design and working process of compound die stamping dress. The mold has reliable performance, stable operation, and can realize the processing of the various processes of the top cover.
Key WordsЃКCap; punching; drawing; flanging compound die;
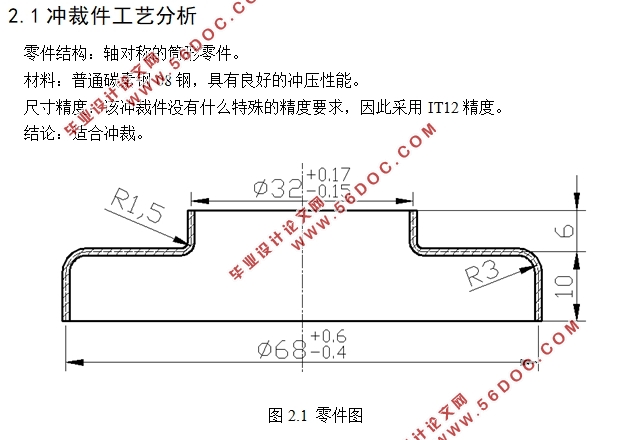
2.1ГхВУМўЙЄвеЗжЮі
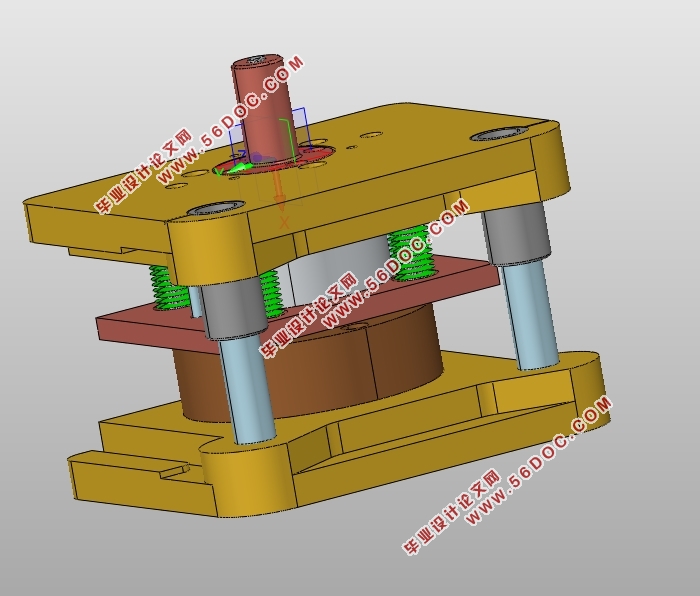
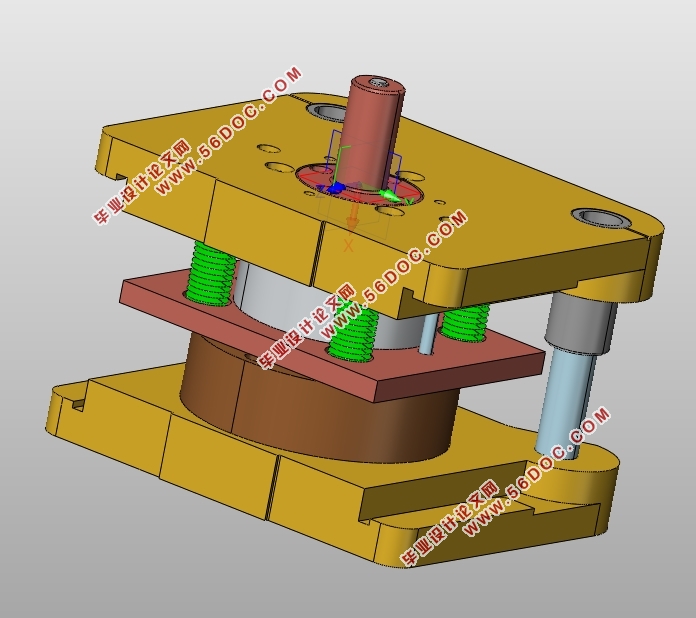
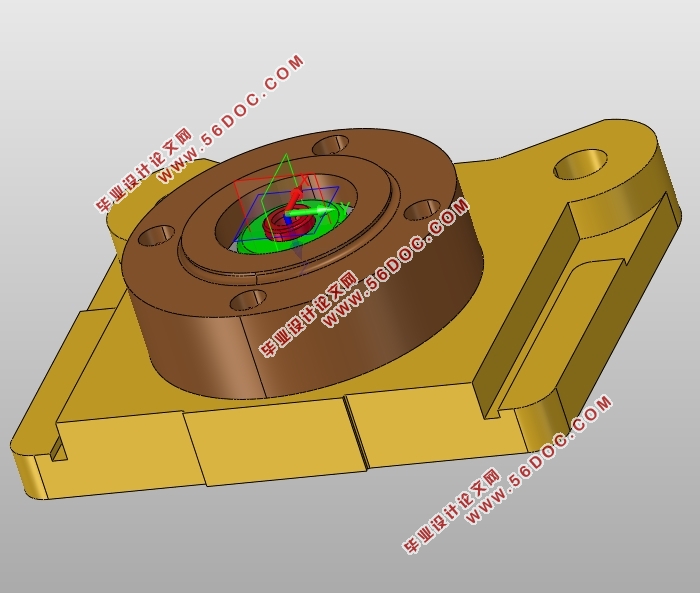
СуМўНсЙЙЃКжсЖдГЦЕФЭВаЮСуМўЁЃ
ВФСЯЃКЦеЭЈЬМЫиИж08ИжЃЌОпгаСМКУЕФГхбЙадФмЁЃ
ГпДчОЋЖШЃКИУГхВУМўУЛгаЪВУДЬиЪтЕФОЋЖШвЊЧѓЃЌвђДЫВЩгУIT12ОЋЖШЁЃ
НсТлЃКЪЪКЯГхВУЁЃ
2.2ЙЄвеЗНАИЕФШЗЖЈ
ИУГхВУМўгаГхПзЁЂТфСЯЁЂРЩюМАЗБпЫФЕРЙЄађЃЌПЩвдВЩгУвдЯТШ§жжЗНАИЪЕЯжЃК
ЗНАИ1ЃКЕЅЙЄађФЃЁЃЕЅЙЄађФЃжЛгавЛИіЙЄЮЛЃЌУПДЮжЛЭъГЩвЛЕРЙЄађЃЌвђДЫМгЙЄИУСуМўашвЊ4ИіЙЄађЃЌдђашвЊгУЕН4ЬзФЃОпЁЃдіМгСЫФЃОпЕФжЦдьЗбгУЃЌЧвЩњВњЁЂВйзїКмВЛЗНБуЃЌЫљвдЗНАИвЛВЛКЯРэЁЃ
ЗНАИ2ЃКМЖНјФЃЁЃМЖНјФЃЪЧвЛжжЪЕЯжСЌајГхбЙЁЂНсЙЙИДдгЁЂМгЙЄОЋЖШвЊЧѓИпЕФЯШНјФЃОпЁЃМЖНјФЃФЃОпЕФНсЙЙИДдгЃЌОЋЖШвЊЧѓИпЃЌЩшМЦжЦдьЁЂЕїЪдМАЮЌаоФбЖШДѓЃЌдьМлИпЁЃЖјБОДЮГхВУМўЖдОЋЖШвЊЧѓВЛИпЃЌВЂЧвПМТЧЕНОМУадЕФвђЫиЃЌБОДЮЩшМЦВЛвЫВЩгУМЖНјФЃЁЃ
ЗНАИ3ЃКИДКЯФЃЁЃВЩгУИДКЯФЃГхВУЪБЃЌФЃОпжЦдьЩшМЦШнвз ЃЌЩњВњВйзїЗНБуЃЌЧвПЩБЃжЄСуМўЕФГпДчОЋЖШ ЃЌСэЭтБОДЮЩшМЦСуМўЪЧжсЖдГЦМђЕЅНсЙЙЃЌРћгУИДКЯФЃЩњВњОпгаСМКУЕФОМУадЁЃзлКЯПМТЧвдЩЯвђЫиЃЌОіЖЈВЩгУЗНАИ3РДЪЕЯжЙЄМўЕФМгЙЄЁЃ
2.3ФЃОпНсЙЙаЮЪНЕФШЗЖЈ
ЭЙАМФЃЪЧИДКЯФЃжаБиВЛПЩЩйЕФВПЗжЃЌЫќдкФЃОпжаМШЦ№ЕНЭЙФЃзїгУЃЌгжЦ№ЕНАМФЃЕФзїгУЁЃЖјАДееЭЙАМФЃдкФЃОпЩЯЕФВЛЭЌЮЛжУЃЌПЩЗжЮЊЕЙзАЪНИДКЯФЃКЭе§зАЪНИДКЯФЃСНжжаЮЪН[7]ЁЃЕЙзАЪНИДКЯФЃЕФЭЙАМФЃЙЬдкФЃОпЕФЯТФЃЮЛжУЃЌЧваЖСЯзАжУвВдкЯТФЃВПЗжЁЃе§зАЪНИДКЯФЃЕФЭЙАМФЃКЭаЖСЯзАжУОљЙЬЖЈдкЩЯФЃВПЗжЃЌЧвГхПзЗЯСЯДгЯТФЃВПЗжХХГі [7]ЁЃБОДЮЩшМЦПМТЧЕНФЃОпЕФећИіНсЙЙЃЌОіЖЈВЩгУе§зАЪНИДКЯФЃЁЃ
ФП ТМ
еЊ вЊ I
Abstract II
ФП ТМ III
Ек1еТ аїТл 1
1.1ГхбЙЕФИХФюЁЂЬиЕуМАЦфгІгУ 1
1.2ГхбЙЛљБОЙЄађМАФЃОпаЮЪН 1
1.3ГхбЙММЪѕЕФЗЂеЙ 1
1.4ЦћГЕИВИЧМўЕФГхбЙГЩаЮМАЦфЗЂеЙ 2
Ек2еТ ЙЄвеЩшМЦЗжЮі 3
2.1ГхВУМўЙЄвеЗжЮі 3
2.2ЙЄвеЗНАИЕФШЗЖЈ 3
2.3ФЃОпНсЙЙаЮЪНЕФШЗЖЈ 3
Ек3еТ жївЊЩшМЦМЦЫу 5
3.1 УЋХїГпДчЕФШЗЖЈ 5
3.1.1 ШЗЖЈаоБпгрСП 5
3.1.2 МЦЫуЙЄМўБэУцЛ§ 5
3.1.3 ЧѓГіУЋХїГпДч 5
3.2 ХХбљ 6
3.2.1 ХХбљаЮЪНЕФШЗЖЈ 6
3.2.2 ДюБпКЭЬѕСЯПэЖШЕФШЗЖЈ 6
3.2.3 ВФСЯРћгУТЪ 7
3.3 РЩюДЮЪ§ЕФМЦЫу 7
3.4 РЩюЙЄвеСІЕФМЦЫу 8
3.4.1 бЙБпСІ 8
3.4.2 бЙБпзАжУ 8
3.4.3 РЩюСІЕФМЦЫу 8
3.4.4 РЩюЙІ 9
3.5 ГхВУЙЄвеСІЕФМЦЫу 9
3.5.1 ГхВУСІЕФМЦЫу 9
3.5.2 аЖСЯСІМАЭЦМўСІЕФМЦЫу 9
3.6 ЗБпЙЄвеСІЕФМЦЫу 10
3.7 бЙСІжааФЕФШЗЖЈ 10
Ек4еТ ЙЄМўСуМўШаПкГпДчШЗЖЈ 11
4.1 РЩюФЃОпШаПкГпДчМЦЫу 11
4.1.1 ЭЙФЃгыАМФЃЕФМфЯЖC 11
4.1.2 РЩюЭЙФЃЁЂАМФЃЕФГпДчМАЙЋВю 11
4.2 ГхВУФЃОпШаПкГпДчМЦЫу 11
4.2.1 КЯРэМфЯЖжЕЕФШЗЖЈ 11
4.2.2 ГхВУЭЙФЃЁЂАМФЃШаПкГпДчЕФМЦЫу 12
4.3ЗБпФЃОпШаПкГпДчМЦЫу 13
4.3.1ЗБпФЃМфЯЖ 13
4.3.2ЗБпЭЙФЃЁЂАМФЃЕФГпДчКЭЙЋВю 13
Ек5еТ жївЊСуВПМўЕФЩшМЦ 14
5.1 ЙЄзїСуМўЕФНсЙЙЩшМЦ 14
5.2 бЙСІЛњЕФбЁдё 19
5.3 ФЃБњЕФбЁдё 20
5.4 ФЃМмЕФбЁдё 20
5.5 ЙЬЖЈМАаЖСЯСуМўЕФбЁдё 21
5.5.1 ЕцАх 21
5.5.2 ЙЬЖЈАх 21
5.5.3 ЕЏбЙаЖСЯАх 22
5.6 ЖЅГізАжУ 23
Ек6еТ ЦфЫћСуВПМўЕФЩшМЦгыбЁгУ 24
6.1 аЖСЯЕЏЛЩ 24
6.2 аЖСЯТнЖЄ 25
6.3 ЦфЫћЙЬЖЈСуМў 25
Ек7еТ ФЃОпзмзАЭМ 26
Ек8еТ НсТл 28
ВЮПМЮФЯз 29
жТ аЛ 30
|