手柄冲裁模的模具设计(附答辩记录)
来源:56doc.com 资料编号:5D2221 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2221
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
本次模具设计是手柄的模具图形及加工制造的过程,其设计思路是根据多个模具加工事例生产事例总结出来。设计内容是从零件的工艺分析开始的,根据工艺要求来确定设计的大体思路。其开始是从零件的材料选择。
通过对零件的认识可知,该零件所用的材料是Q235-A,生产批量为中批量生产,再经过方案比较,故选择级进模作为该副模具工艺生产方案即易于加工又便于经济;经过计算分析完成该模具的主要设计计算;选出符合该模具的定位方式、卸料出件方式导向方式;设计模具的工作部分即凸、凹模的设计,选择模具的材料即确定每个零部件的加工方案;仅接着根据模具的装配原则,完成模具的装配装配模具试冲通过试冲可以发现模具设计和制造的不足,并找出原因给予纠正,并对模具进行适当的调整和修理。
其中模具结构设计是这次设计的主要内容,其内容包含了模具、一系列模具的重要零部件的设计加工方法和加工注意要点。这样更有利于加工人员的一线操作,使其通俗易懂加工方便。
关键词 手柄,落料,冲孔,级进模
设计要求:
1.确定合理的冲裁工艺及方案;
2.有关计算及模具设计;
3.模具制造工艺编制与装配。
冲压工艺对材料的基本要求主要是:
(1) 对冲压成形性能的要求为了有利于冲压变形和制件质量的提高,材料应具有良好的冲压成形性能。而冲压成形性能与材料的机械性能密切相关,通常要求材料应具有:良好的塑性,屈强比小,弹性模量高,板厚方向性系大,板平面方向性系数小。
(2) 对材料厚度公差的要求材料的厚度公差应符合国家规定标准。因为一定的模具间隙适用于一定厚度的材料,材料厚度公差太大,不仅直接影响制件的质量,还可能导致模具和冲床的损坏。.对表面质量的要求材料的表面应光洁平整,无分层和机械性质的损伤,无锈斑、氧化皮及其它附着物。表面质量好的材料,冲压时不易破裂,不易擦伤模具,工件表面质量好
综上所述,选择Q235-A钢作为冲压件的材料。
结构形状
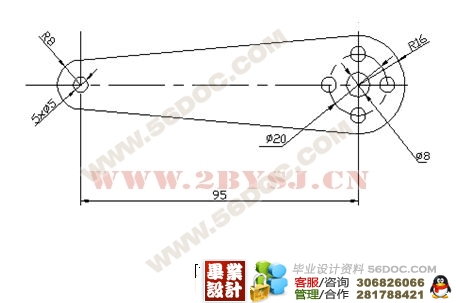
工件结构相对简单,有一个 的孔和5个 的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为3.5mm(大端4个 的孔与 孔与R16mm外圆之间的壁厚)。
目 录
摘 要 II
1 冲压工艺分析 1
1.1工件分析 1
1.2 材料 1
1.3结构形状 2
1.4尺寸精度 2
2 模具的技术要求及材料选用 3
2.1模具的技术要求 3
2.2 模具材料的选用及要求 3
3 确定工艺方案 6
4 模具总体设计 7
5 冲裁的工艺计算 9
(毕业设计)
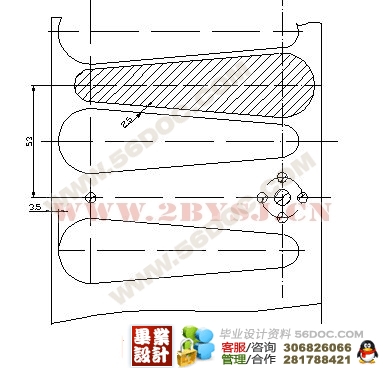
5.1排样设计与计算 9
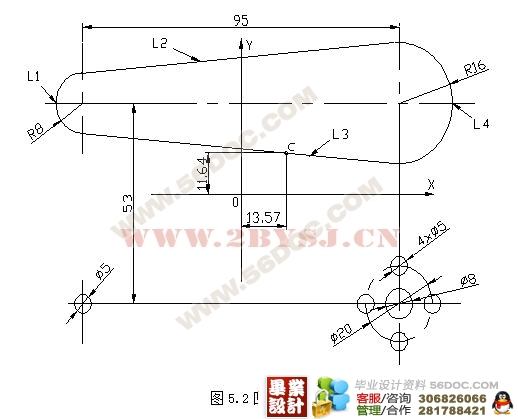
5.2计算冲压力及压力中心 10
5.3计算工作零件刃口尺寸 13
5.4卸料橡胶的设计 16
6 主要零部件设计 18
6.1落料凸模的设计 18
6.2冲孔凸模的设计 19
6.3凹模的设计 20
6.4定位零件的设计 21
6.5导料板卸料版的设计 22
6.6模架及其他零部件的设计 22
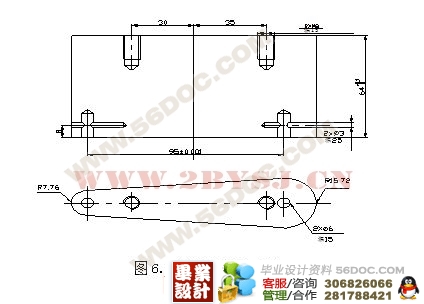
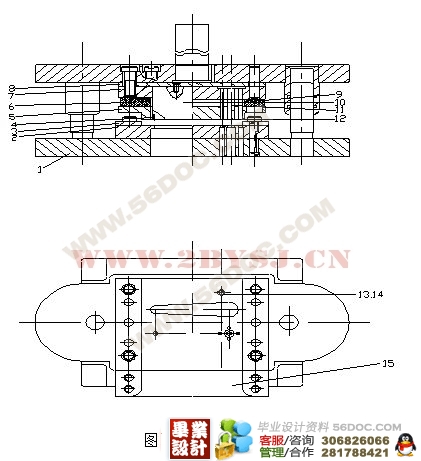
7 模具总装图 24
8 压力设备的选定及模具装配 26
致 谢 28
参考文献 29
参考文献
[1] 张超英.冲压模具与制造.北京.化学工业出版社,2003.6
[2] 罗学科.模具识图与制图.北京.化学工业出版社,2003.6
[3] 韩洪涛.机械制造技术.北京.化学工业出版社,2003.7
[4] 万本善.实用冲模结构图解与冲压新工艺详图及常用数据速查速用手册北京.科大电子出版社,2004.8
[5] 李铭杰.冲模设计应用实例.机械工业出版社,2003.8
[6] 王立刚.冲模设计手册.机械工业出版社,2002.5
[7] 郭书彬.最新冲压新工艺新技术与冲模设计图集及典型疑难实例应用手册.机械工业出版社,2003.9
[8] 王芳.冷冲压模具设计指导.机械工业出版社,1998.10
[9] 王秀凤 万良辉.冷冲压模具设计与制.北京航空航天大学出版社,2005.4
[10] 成虹.冲压工艺与模具设计.高等教育出版社,2006.7
[11] 杨玉英.崔令江.实用冲压工艺及模具设计手册.机械工业出版社,2005.1
[12] 彭建生.模具设计与加工速查手册.机械工业出版社,2005.7
[13] 徐政坤.冲压模具及设备.机械工业出版社,2005.1
[14] 刘建超.冲压模具设计与制造.高等教育出版社,2002.11 |
