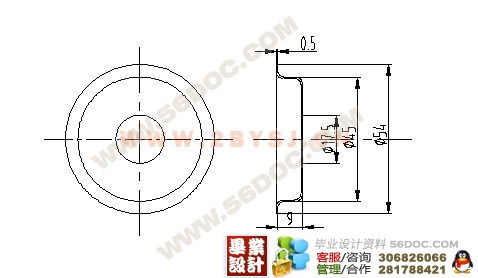
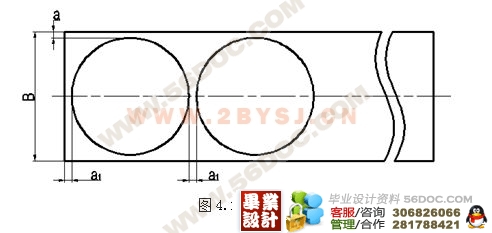
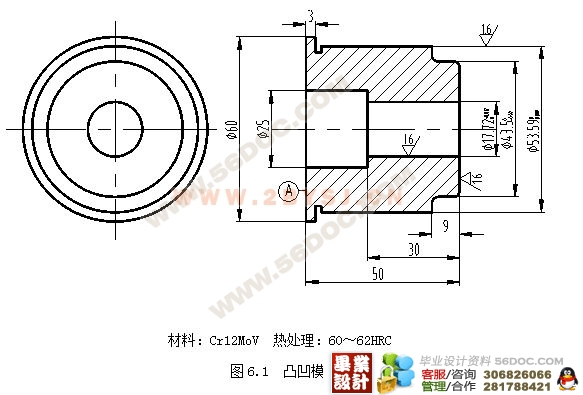
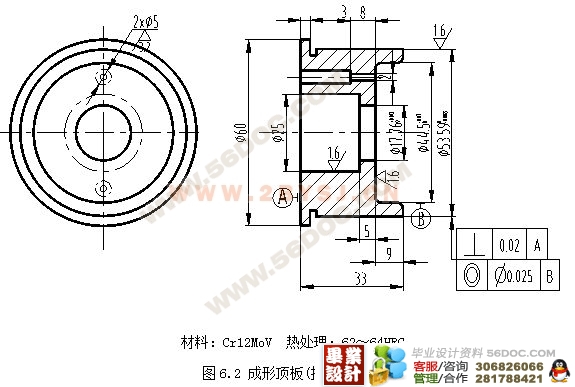
喇叭罩的复合模具设计(拉深-落料-冲孔)(附答辩记录). 来源:56doc.com 资料编号:5D2223 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2223 资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 摘 要模具是工业产品生产使用的重要工艺装备,它以其自身的特殊形状通过一定的方式使原材料成型。现代工业生产中,由于模具的加工效率高,互换性好,节省原材料,生产成本低,所以得到广泛的应用。由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模、窑业制品模、食品糖果模、建材用模等。其中以冷冲压模、塑料模的技术要求和复杂程度较高。本套模具设计是正装复合模的模具装配图及加工制造的全过程,其设计思路是根据多个模具加工实例生产中总结出来。设计内容是从零件的工艺性分析开始的,根据工艺要求来确定设计的大体思路。其开始是确定该模具类型为拉深―落料―冲孔―整形复合模,作工艺计算,确定模具的压力中心,计算出冲裁时的拉深力、冲压力、卸料力、整形力,最后根据前面所计算出的内容确定模具的凸、凹模的刃口尺寸和形状。设计出定位方式、卸料装置、顶件装置、导向方式、模架等模具的主要零部件,并确定冲模的闭合高度从而选择压力机,完成整个模具的设计工作。模具主要零部件结构设计是模具设计的主要内容,其内容包含了凹模结构设计、凸模结构设计、定位零件、弹性卸料装置、导柱与导套、模柄与模架的选取等重要零部件的设计加工方法和加工注意要点。这样更有利于加工人员的一线操作,使其通俗易懂加工方便。本次设计不仅让我熟悉了课本所学的知识,而且让我做到所学的知识灵活运用到实践当中,更让我了解了冲压模具设计的全过程和加工实践中应注意的要点。使我从毕业设计中更好理解了模具实际生产中的重要性。 关键词:拉深,落料,冲孔,整形 设计要求:1.按要求确定冲压工艺方案;2.设计合理的模具结构;3.合理的选用模具材料和压力机;4.在模具的设计、计算中要有自己的独特方法;5.内容上注重理论与实践相结合;6.以这次毕业设计要加深对实践问题的理解。冲压件工艺分析该工件属于有凸缘圆筒形件拉深,根据图纸来看,该工件形状结构简单对称,因为该工件属于一种罩类零件,因此它有两个外形尺寸要求比较精确,其它尺寸根据图纸上的尺寸标注均为自由公差,所以为了保证工件的那两个外形尺寸应采用先拉深后再进行落料,即先用拉深这道工序保证了 45 这个外形尺寸要求,再采用落料来确定这个罩类零件 54 最大的外形尺寸。从图纸上的标注来看,该工件厚度0.5 变化(尤其是筒底部份的工件厚度)没有作特殊要求和说明,因此采用不变薄拉深。只是该工件作为另一个零件的外罩,所以保证它的外形的平直度和外形的总高度尺寸9.5 ,可在冲孔后采用整形这道工序来进行修整、校形。因此对该工件整体来说首先需要拉深,然后落料,接着冲孔,最后再对工件整体外形尺寸要求还需要整形,从而达到工件的图纸所要求的内容。冲压工艺方案的确定根据零件图纸要求和冲压工艺的分析,该工件包括拉深、落料、冲孔、整形四道基本工序,可有以下三种工艺方案:方案一:先拉深,后落料,再冲孔,最后整形,采用单工序模生产;方案二:拉深、落料、冲孔、整形复合冲压,采用复合模生产;方案三:拉深、落料、冲孔、整形级进冲压,采用级进模生产。通过对上述三种方案的分析比较再考虑到生产批量为大批量和两个外形尺寸要求较高,因此其冲压生产采用方案二比较合适,即先拉深,后落料,再冲孔,最后整形正装式复合模。目 录1 冲压件工艺分析及工艺方案的确定 11.1 冲压件工艺分析 11.2 冲压工艺方案的确定 22 毛坯尺寸的计算与拉深次数的确定 53 模具的技术要求及材料选用 63.1 模具的技术要求 63.2 模具零件的选材要求及常用材料的选择 64 主要设计计算 104.1 排样及相关计算 104.2 压力中心的确定 124.3 冲压力的计算 124.4 工作部分尺寸计算 155 模具的总体设计 205.1 模具类型的选择 205.2 定位方式的选择 205.3 卸料、出件方式的选择 205.4 导向方式的选择 215.5 模柄的选择 21(毕业设计)6 主要零部件设计 236.1 工作零件的结构设计 236.2 模架及其他零部件的选用 266.3 压力机的选用 277 模具总装图 288 工作零件的加工工艺 309 模具的装配与调试 319.1 模具的装配 319.2 模具的调试 32致 谢 34参考文献 35