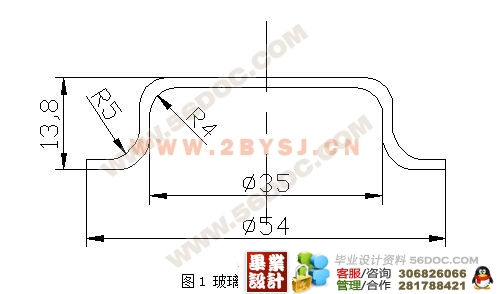
玻璃升降器外壳冲压模具设计(附答辩记录) 来源:56doc.com 资料编号:5D2282 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D2282 资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 摘 要我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍许要大量进口,因而只有培养模具人才才能缩小我国同发达国家之间的距离。这次我设计的零件为带凸缘圆筒形件―玻璃升降器的外壳。外壳采用的材料08钢及 厚度保证了足够的强度和刚度,该零件外形简单对称,利于合理排样、减小废料,直线和曲线的连接处为圆角过渡。材料为一般用钢,采用冲压加工经济性良好。这个设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺及排样,选择模具的结构形式并进行必要的工艺计算。选择和确定模具的主要零部件的结构与尺寸,校核模具闭合高度及压力机的有关参数,绘制模具总装图及零件图都是这次设计的主要内容。本次设计不仅让我进一步掌握了课本所学的知识,而且我还做了把所学到的知识运用到实践当中,更让我了解了复合模设计的全过程和加工实践的各种要点。关键词:冲压模具, 落料, 拉深, 设计 设计要求:一、模具的图样设计1)了解制品的工艺性2)了解制品的生产批量3)了解制品所选用的冲压设备二、确定模具设计方案2)确定模具设计的基本结构3)确定模具所选用的标准件类型4)确定模具中凸凹模的尺寸5)对冲压机进行冲压力的校核6)完成模具图样的设计 工艺性分析工件名称:玻璃升降器外壳工作简图:如下图1所示。生产批量:大批生产材 料:08F钢材料厚度: 玻璃升降器外壳拉深件的工艺性是指拉深件对拉深工艺的适应性。在一般情况下,对拉深件工艺性影响最大的为几何形状尺寸和精度要求。良好的拉深工艺性应尽可能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。许多次拉深的零件,在保证必要的表面质量前提下,应允许内、外表面存在拉伸过程中可能产生的痕迹。在保证装配要求的前提下,应允许拉深件侧壁有一定的斜度。该零件为玻璃器外壳,属于大批量生产,且其形状简单、对称、有利于合理排样、减小废料,直线和曲线的连接处为圆角过渡。且选用08F钢,厚度为1.5mm,其弯曲半径均大于该种材料的最小弯曲半径,且工件精度要求不高,不需要校正,此工件的形状满足拉深工件的要求,可用拉深工序加工。 目 录设计任务书 I摘 要 I1工件的工艺性分析 41.1工艺性分析 41.2冲压工艺方案的确定 51.3材料 72模具的技术要求及材料选用 82.1模具的技术要求 82.2模具材料的选用及要求 83确定工艺方案 103.1工艺计算 103.2确定排样和材板方案 124模具的部分计算 144.1拉深力的计算 144.2压边力的计算 155冲裁的工艺计算 175.1排样设计 175.2计算冲压力 215.3计算压力中心 235.4计算凸、凹模工件尺寸确定其制造公差 256主要零部件的结构设计 336.1定位零件 336.2卸料与推件零件 33(毕业设计 )6.3导柱与导套 356.4模柄 357模具的闭合高度的计算 368模具的总装图 379模具的装配、调试和检测的作用及内容 399.1模具的装配 399.2冲裁模具的调试 399.3模具的检测 409.4模具检验的作用及内容 41总 结 42参 考 文 献 43 参 考 文 献[1] 王芳.冷冲压模具设计指导.机械工业出版社,1982[2] 徐政坤.冷压模具及设备. 机械工业出版社, 2005[3] 成虹.冲压工艺与模具设计.高等教育出版社,2006[4] 丁松聚 .冷冲模设计.机械工业出版社, 2003[5] 杨占尧.冲压模具图册.高等教育出版社,[6] 马正元 .冲压工艺与模具设计.机械工业出版社, 1998[7] 模具实用技术从书编委会.冲模设计与应用实例,1986[8] 孙锡红.模具制造工. 中国劳动社会保障出版社, 200[9] 王刚.冲模设计应用实例.模具实用技术丛书编委会编.机械出版社,2004.5[10] 王秀凤.万良辉.冷冲压模具设计与制造.北京航空航天大学出版社,2005.4[11] 成虹.冲压工艺与模具设计.高等教育出版社,2006.7[12] 杨玉英.崔令江.实用冲压工艺及模具设计手册.机械工业版,2005.1[13] 彭建生.模具设计与加工速查手册.机械工业出版社,2005.7