�ܼ����շ���
1.1 �ܼ��ĽṹҪ��
����ǻ���ںܶ��̨���ṹ�ϸ��ӡ����ܼ�Ϊ�ֻ��ʵ�����ǣ�Ҫ����һ����ǿ�ȡ��նȡ����Ⱥ���ĥ������ܡ�ͬʱ��Ϊ�ֻ�����������������Ե�ԡ��������Ҫ���Լ��������أ��ʸ��ܼ�����ABS���ϡ�
(1)��ģб�ȡ�
��ģб����Ϊ�˱����ܼ�����ģ����������ģ�����в�����Ʒ���棬���Сȡ�������ϵ������ʡ���ģб�ȵ�ȡ��Ҫ�����ܼ��������ͳߴ�������ܼ��ڿ�������С��Ϊ���ߴ����ͼֽҪ��б������״�����������ܼ���������ǻ���Ϊ���ߴ����ͼֽҪ��б������״��С��������Ҫ��ģ���ܼ�������о�ϣ��ܼ��������ģб��ӦС����������ģб�ȡ�����ABS�����ܣ���о����ģб��ȡ1º��
(2)��ǿ�
Ϊ��ʹ�ܼ���һ����ǿ�Ⱥնȣ����ܱ�����ڹ������������ȱ�ݣ����ܼ��в��İ��������֮������������ǿ����2mm��
(3)�ܼ���Բ�ǡ�
Ϊ�˷�ֹ�ܼ�ת�������Ӧ����С����Ҫ���ܼ���ת�Ǵ����ڲ����Ӵ�����Բ�ǹ��ɣ����⾶��ȡR5mm���ܼ���״�����Էdz����ӣ�û��һ�����������棬�������кܶ��ݶ����ͼ�ǿ�ʹ����ģ�������ܼ�����ƽ�����н�1mm��̨�ף������ư��Ƴ���Ȼ�����ݶ������ϣ�ʹ��ע�ܹ��������С����ԣ����ݶ����ͼ�ǿ������������Ƹˣ��Ա��Ƴ��ܼ���
(4)�ܼ��ıں�
�ܼ��ں���ܼ��ij��͡���ȴ�����λ�����ϴ��Ӱ�졣�ܼ��ں����ᵼ�¸������ֹ̻����������ȣ��ײ������ס����ơ���Ӧ����ȱ�ݡ������ֻ��������ǵIJ��ϣ��ṹ��ǿ�ȵȷ����Ҫ�ں�ȡ2mm��
(5)�ס�
��Ʒ�ϸ��ֿ�λ��Ӧ�����������ڲ�������Ʒ�Ļ�еǿ�ȵIJ�λ������״ҲӦ��������ģ�����칤�յĸ����ԡ�
(6)֧���档
����Ʒ������������Ϊ֧�����Dz������ģ���Ϊ��Ʒ������������ξͻ�ʹ���治ƽ��ͨ��������ı߿���(������ĵ�)����֧�С�����Ʒ�ײ��м�ǿ��ʱ����Ķ˲�Ӧ����֧����ԼO.5mm���ҡ�
1.2 �ܼ��ߴ繫���뾫��
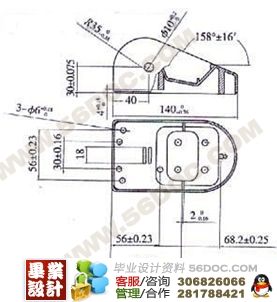
����Ʒ��140mm����80mm�����60mm����83.6g����ֲڶ�ֵΪRaO.06mm��Ӱ���ܼ��������Ҫ�����ǣ�ģ��������ĥ���������dz�������������װ������Լ�ʹ���е�ĥ�����������IJ�����ע�乤�������ı仯���ܼ���Ʒ����״�ͷɱߺ�ȵIJ�������Уб�ȼ����ͺ���Ʒ�ijߴ�仯���ֻ����������ϸǵ��ܼ�ѡ�õijߴ羫�ȵȼ�Ϊ6��������ΪGB1800-79��С������ֵ��
ģ�����Ҫ��
2.1 ������ȷ��
����һ��1ģ2ǻ�����ܼ�ƽ�з��ã������෴�Ա�����о����������������ϱ��棬ʹ�ö������˼ӵ����͵��ɣ�ȷ����һ�η������ڶ�ģ������м��֮��ֿ��������ȱ����ϡ��ڶ��η��Ͷ��ڶ�ģ����м��֮��ֿ����Ա�ȡ����Ʒ����������������ģ�ӹ���ע�䡢��������ģ��ͬʱʹ�ò������㡣
��������1ģ2ǻ�����ܼ�ƽ�з��ã������෴�Ա�����о����������������±��棬���ڵ����Ƹ��Ա߽�ȥ��������DZ�����ڡ���������Ʒ�ϸߣ�����̫���������н�ע�������������ʹ�ö�����������Զ��������Ϻ���Ʒ������Ʒ�ǿ��壬�±�����̨�ף����Ҷ�������ư�ʹ�ñ����ͺܳ��������ӳ�����ע����Ŀ����Ծ���
��������1ģ2ǻ�����ܼ�ƽ�з��ã������෴�Ա�����о�������������������������ϵIJ������������������Ƚϸ��ӣ�����ABS���������ԽϺ��ײ�������������PP���������������������ϣ����������ܲ��������Ƽ�����Ҫ�������������ɱ���
����ܼ�ע������Ժ;����ԣ��Ա�����3���������������ѡ��һ��
2.2 ȷ����ǻ�����漰��ǻ��Ŀ
ģ��������ȡ����Ʒ����עϵͳ���ϵĿɷ���ĽӴ�������Ϊ�����棬����Ʒ���ʱ������Ҫ���dz���ʱ���������״��λ�ã���������ģ�߳��͡�������ģ��������С���ʶ���ͶӰ���ϴ�Ĵ�����Ʒ��Ӧ��ͶӰ�����ķ�������ڶ�����ģ�ĺ�ģ��ƽ���ϣ�����ͶӰ�����С�ķ�������Ϊ��������档��ģ�ߵķ��Ͷ�ѡ�����ܼ��Ĵ�ƽ�洦������1ģ2ǻ�ṹ��
2.3 ��ǻ����о�Ľṹ
(1)��ǻ�Ľṹ��ƣ�����Ʋ���Ƕ��ʽ��ǻ�ṹ���ýṹ�㷺Ӧ������С���ܼ���ģ���С��ӹ������ɲ�����ͨ���ӹ������ػ���������������͵ȷ�������һ��������ǻǶ�뵽��ǻ�̶����У�Ƕ�����ǻ���Ͽ��õ�̼�ֻ��̼�Ͻ�֣���̼�����⡣
(2)��о�Ľṹ��ƣ���о����������������Ʒ���ڱ���ij����������ģ������о�������ʽ��о�ṹ�����ø��ֽṹ�ɽ�ʡ����ģ�߸֣����ڻ��ӹ����ȴ�����Ҳ���ڶ�ģ�Ͷ�ģλ�þ��ȣ�����������о��ȴ��������ʵʩ��
2.4 ���ڵ����
�����ǽ�עϵͳ�Ĺؼ����֣����ڵ���״���������ߴ��λ�ö��ܼ�������Ӱ��ܴ�����Ҫ������������һ����������������ͨ�������ǽ��ڵ���ʱ���̿ɿ��Ʊ�ѹʱ�䡣�ڵ㽽�ڵ������Զ���ǰ�ӹ���Բ�����������ӻ����ڴ����嶳�ᣬ������ǻ�в���������������Ʒ�ĽṹҪ����Ʋ��õ㽽����ʽ��
�㽽�ڵIJ��������Ƽ�ֵȡ�㽽��ֱ��d=1.2mm�����ų���L=1mm��
2.5 ����Ѩ�����
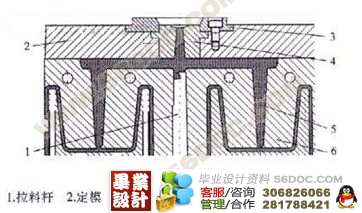
����������ƵñȽϳ�ʱ����ĩ����������Ѩ�����������ռ����������ǰ�����ϣ��Է�ǰ�����϶������ڻ������ǻ����ɳ�ģ�����Ӱ����Ʒ���۽�ǿ�Ȼ��γ���̵�ȱ�ݡ����õ�����Ѩ��Ҫ�д��������ϸ˵�����Ѩ�����Ƹ˵ĵ�������Ѩ�����Ƹ˵�Բ������Ѩ�������ϸ˵���ͷ������Ѩ�����˵ľ�������Ѩ���������ӳ�ʽ����Ѩ��������Ʋ��õ��Ǵ��������ϸ˵�����Ѩ�����ص������ӹ���������������ģʱ��ȥ�����ڷ��ϣ���ͼ3��ʾ��
ģ�߽ṹ���乤������
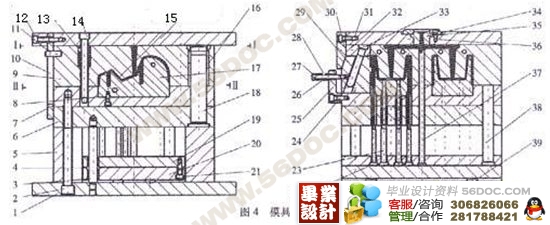
ģ�ߵķ�����ѡ�����ܼ��Ĵ�ƽ�洦��1ģ2����Ϊ���ٽ��ڰ̺ۣ����õ㽽��ע�䡣ģ�ߵĽṹ��ͼ4��ʾ��
1��ģ���� 2 8 12 21 24 26 31 36�ݶ� 3 14 18���� 4 16���� 5��� 6֧�Ű� 7ģ�� 9��ģ�� 10��λ���� 11��λԲ���� 13 28���� 15��ģ���� 17ģ��о��� 19�Ƹ˹̶��� 20�ư� 22 23�Ƹ� 25��λ���� 27���ɵ�Ȧ 29���� 30Ш�� 32б����Բ���� 33б���� 34��λ�� 35������ 37���ϸ� 38��λ�� 39��λ��
����ģ�ߵ�ģ���ִ��ںܶ��̨������ư�ģ��������ʽ��ģ�ṹ��ģ�������ʽģ�ṹ���ȽϽ��ա���Բ����о����Ƚ϶̵����������˶��η��ͻ�����о�ṹ��ע����ͺ��ȴ�I��I������һ�η��ͣ���ɲ����о����������λԲ����������λ����Ķ�ͷʱ��ʼ�Ӣ�-������η��ͣ�Ŀ�������ϵ㽽�ڣ��ܼ�������ģ��о�ϣ����˶���һ������ʱ��Ȼ��ע����ƶ��Ƹ˹̶��壬�Ƹ˷������ã��Ƴ��ܼ����䡣ͬʱ���ϸ˽������Ƴ��Զ����䡣
ģ�ߵĹ������̣�ע����ͺ�ģʱ���ڵ���13���������ϸ�37�����������£���I��I��һ�η��ͣ���ģ�װ�15�밼���9�ֿ����������ڰ�ģ��9һ�ࣻ��ģ��9��������29���ƣ���б����33�������£�����29��ģ��7�����ŵ����������ƶ��Ӷ���ɲ����о����������λԲ����11�Ķ�ͷ������λ����Ķ�ͷʱ��ģ��9ֹͣ������һ�η��ͽ���������29��ģ��7�����˶�����ʼ�Ӣ�����η��ͣ��������ϵ㽽�ڣ����ܼ�����ģ�İ����������£��ܼ�����ģ��о17�����˶������˶���һ������ʱ��ע����Ķ����ƶ��Ƹ˹̶���19�������Ƹ˽��ܼ��Ƴ���ģ��ͬʱ���ϸ�37�������Ƴ���
ģ�ߺ�ģʱ����ģ�˶����������ʹ��о����ǻ���ϡ��Ƹ�22��23��λ��38���ȸ�λ�������˶���������29��Ш��30��б����33�������£���������˶���ѹ�ƻ���29�ص�����������˶�����ʹ���鸴 λ������ģ��9���Ͷ�ģ����15��ȫ����ʱ��������ģ��
��ʼ��һ������ѭ�����̡�
ע�ܳ����ռ��
ע�ܳ������������ϵĿɼ�ѹ�����ģ���ԣ����Ƚ���ɢ����״���״�������ϴ�ע�ܻ����϶�������µĻ�Ͳ�ڼ��������ܻ���ʹ֮��Ϊճ��״̬���壬Ȼ�����������ݸ˵ĸ�ѹ�ƶ��£��Ժܴ������ͨ����Ͳǰ�˵�����ע������¶Ƚϵ͵ıպ�ģ���У�����һ��ʱ��ı�ѹ��ȴ�Ժ���ģ�߱���Դ�ģǻ���ѳ�����һ����״�ͳߴ�������Ƽ���һ���Ϊ�����εĹ�����
��1��������������ǰӦ�����ϵ����ɫ����������������ʵȽ��м��飬�����������ȶ��ԣ������Ժ������ʵ�ָ�ꡣ������ʪ��ǿ�����ϣ�Ӧ����ע������������ĺ�ˮ�������ʵ���Ԥ�ȸ������Ƕ������Ҫ֪��Ƕ����������ϵ������ģ�߽����ʵ���Ԥ�ȣ��Ա�������Ӧ�������ƣ��е�������Ʒ����Ҫѡ����ģ������������ģ��
��2��ע�ܹ��̣���������Ͳ�ھ������ȴﵽ����״̬����ģǻ�ڵ������ɷ�Ϊע�䣬��ѹ����������ȴ�ĸ��Σ�ע�ܹ��̿�������ͼ��ʾ3.1��ʾ��ͼ��T0�����ݸ˻�������ʼע�������ʱ�̣���ģǻ�������壨T=T1��ʱ������ѹ��Ѹ���������ﵽ���ֵP0����ʱ��T1��T2�������Դ����ݸˣ�����������ѹ���£�������������ģǻ�����ֲ�����ȴ�����������Ŀ�϶�����������������������¶����ڲ����½���������ӣ���������һ����ģǻ�ڹ̻�����һ���������������У����ױ����ᣬ������һ���Ǵ���Ӷ����γɵ���Ҫ�Ρ���һ�ε�ʱ��Խ�������Ӷ���ij̶�Խ�ߡ����ݸ˿�ʼ���˵�������ʱ���T2��T3��������ģǻ�ڵ�ѹ���������ڸߣ��ᷢ�����嵹�����Ӷ�ʹģǻ�ڵ�ѹ��Ѹ���½�������һֱ���е����ڴ���������ʱΪֹ�����У���������ʱ��ѹ�����¶��Ǿ��������Ƽ�ƽ�������ʵ���Ҫ���ء�
��3���Ƽ����������ڳ������������������¶Ⱥ�ѹ���µı��������dz����ӣ��ټ�������ǰ�ܻ��������Լ���ģ����ȴ�ٶȲ�ͬ���Ƽ��ھ������ֲ����ȵĽᾧ��ȡ��������������Ƽ��ڲ�����Ӧ�Ľᾧ��ȡ�������Ӧ������ģ�������ʱЧ�����⣬����ʹ�Ƽ�����ѧ���ܣ���ѧ���ܼ����������仵������ʱ�Ὺ�ѡ����е��ܼ���Ҫ���к��������õĺ����������˻�͵�ʪ���֡�
�˻���Ϊ���������Ƽ����ͺ�IJ���Ӧ�������⣬�˻��Զ��Ƽ����н��ȡ�������Ƽ�Ӳ�Ⱥ�������ԣ��¶�һ�����ܼ�ʹ���¶����ϵ�10~20�����ȱ����¶�����10~20��֮�䣻��ʪ������һ�ֵ����Ƽ���ˮ���ĺ���������Ҫ������ʪ�Ժ�ǿ�����������������ľ������������Ƽ�.��ʪ�������õļ��Ƚ���һ��Ϊ��ˮ��������Һ���е�Ϊ121�棬�����¶�Ϊ100��121�棬����ʱ�����Ƽ�����йأ�ͨ��ȡ2��9Сʱ��
ע�ܻ���������
ע�ܻ�����Ҫ�����й���ע����,ע��ѹ��,ע���ٶ�,�ܻ�����,��ģ��,��ģװ�õĻ����ߴ�,����ģ�ٶ�,��ѭ��ʱ���.��Щ���������,����,�����ʹ��ע�ܻ�����Ҫ����.
(1)����ע������ָ�ڶԿ�ע��������,ע���ݸ˻�������һ�����ע���г�ʱ,ע��װ�����ܴﵽ�����ע����,��ӳ��ע�ܻ��ļӹ�����.
(2)ע��ѹ����Ϊ�˿˷�������������,��������ǻʱ����������,�ݸ�(������)�����ϱ���ʩ���㹻��ѹ��,���ǽ�����ѹ����Ϊע��ѹ��.
(3)ע�����ʣ�Ϊ��ʹ���ϼ�ʱ������ǻ,���˱������㹻��ע��ѹ����,���ϻ�������һ������������,������һ������Ϊע�����ʻ�ע��ʱ���ע���ٶ�.
���õ�ע���������3-4��ʾ��
��4-4 ע������ע��ʱ��Ĺ�ϵ
ע����/CM 125 250 500 1000 2000 4000 6000 10000
ע������/CM/S 125 200 333 570 890 1330 1600 2000
ע��ʱ��/S 1 1.25 1.5 1.75 2.25 3 3.75 5
(4)�ܻ���������λʱ���������ܻ���������.�ܻ�����Ӧ��ע�ܻ������������������Э��,���ܻ������߶������Ŀ�ѭ��ʱ�䳤,���ܷ����ܻ�װ�õ�����,��֮���ӳ���������.
(5)��ģ����ע�ܻ��ĺ�ģ������ģ������ʩ�ӵ����н���,�ڴ�����������ģ�߲�Ӧ�����ڵ�����������.
(6)��ģװ�õĻ����ߴ磻����ģ��ߴ�,���˿ռ�,ģ������,��ģ����г�,ģ�����������С��ȵ�.��Щ�����涨�˻����ӹ��Ƽ���ʹ�õ�ģ�߳ߴ緶Χ.
(7)����ģ�ٶȣ�Ϊʹģ�߱պ�ʱƽ��,�Լ���ģ,�Ƴ��Ƽ�ʱ��ʹ�����Ƽ���,Ҫ��ģ���������г��е��ٶ�Ҫ����,����ģʱ�ӿ쵽��,��ģʱ���������ڵ�ͣ.
(8)��ѭ��ʱ�䣻��û���ܻ�,ע�䱣ѹ,��ȴ,ȡ���Ƽ��ȶ����������,���һ��ѭ�������ʱ��.
|
