简易呼吸片压板级进模的设计
来源:56doc.com 资料编号:5D4238 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9A5D4238
资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
本设计着重对模具结构的设计,因为冲模结构是冲模设计的灵魂,它不仅决定了模具的功能,同时也决定了模具开发的成本和制造周期及操作的安全性。
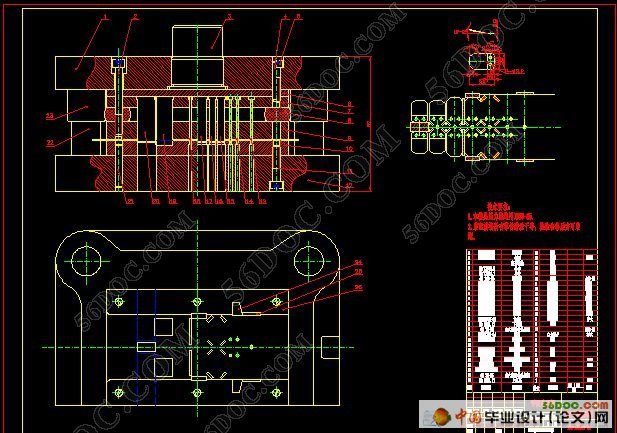
本模具凹模采用拼块和镶块相结合的结构,便于制造和维护:模具的冲孔和落料凸模分别用不同的固定板固定,便于调整间隙;冲孔凹模和落料凹模则采用整体固定板固定。落料凸模内装有导正销,保证了工件上孔和外形的相对位置准确,提高了加工精度。如此设计出的结构可确保模具工作运行可靠和冲压产品大批量生产的要求。
关键字:侧刃;冲孔;落料;弯曲;模具结构;计算
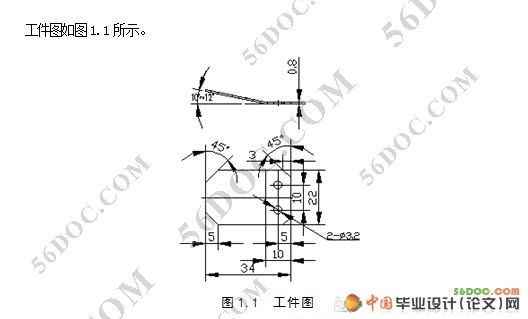
经分析本制件属有孔的弯曲件,经初步分析,用级进模经过冲孔、弯曲、切断等工序来完成。
1.1 公差
制件上未注尺寸公差按IT14级计算,所有工序需保证尺寸精度都为IT14级。工件的这种精度一般的冲裁都能保证。
经分析,此工件的加工工序的基本步骤为a.冲孔及侧刃切边b.设导正销c.补偿弯曲d.切断。
1.2 结构
1)本制件属于冲孔弯曲件,经分析四个孔孔间距满足同时冲出的要求,且可保证四个孔的位置精度,故计划四孔一并冲出。
2)本制件弯曲的角度很小,一次弯曲难免回弹,故需要在首次弯曲后进行补偿弯曲。
1.3 材料
不锈钢Q235条料,已退火,此材料抗剪强度τ=310-380Mpa,抗拉强度σb=380-470Mpa,伸长率ξ21-25%。
目 录 3500字
摘 要 I
目 录 II
1零件的工艺分析 1
1.1 公差 1
1.2 结构 1
1.3 材料 1
2 确定工艺方案 2
3 工艺设计与计算 3
3.1 送料步距 3
3.2 条料宽度 3
3.3 材料利用率 3
3.4排样图 3
3.5 各工序凸、凹模刃口尺寸、冲裁力的计算及结构的设计 3
3.5.1 冲孔 3
3.5.2切槽 4
3.5.3 弯曲力的计算 5
3.6 模具总压力的确定 6
3.7模具压力中心的确定 6
3.8 计算各主要零件的尺寸 6
3.8.1 凹模厚度 6
3.8.2 凸凹模固定板厚度 7
3.8.3 卸料装置的采用与厚度 7
3.8.4 导正销的设计 7
3.8.5 定距侧刃的设计 8
3.9 模具总体设计 8
4 选定设备 10
参考文献 11
致 谢 12
|